Обзор способов постобработки FDM 3D-печатных моделей
Привет! С вами Top 3D Shop и сегодня у нас необычный обзор, он посвящен не технике, а постобработке 3D-печатных моделей.
Рассматривать мы будем обработку принтов напечатанных по технологии FDM, так как это самая распространенная и доступная технология, да и обработки таким моделям требуется больше всего.

Несколько моментов, которые стоит иметь в виду еще до печати изделия.
Слои
Первый момент — толщина слоя. Чем тоньше слой, тем выше качество поверхности и меньше постобработки требуется. Естественно, платить за высокое качество придется временем печати.
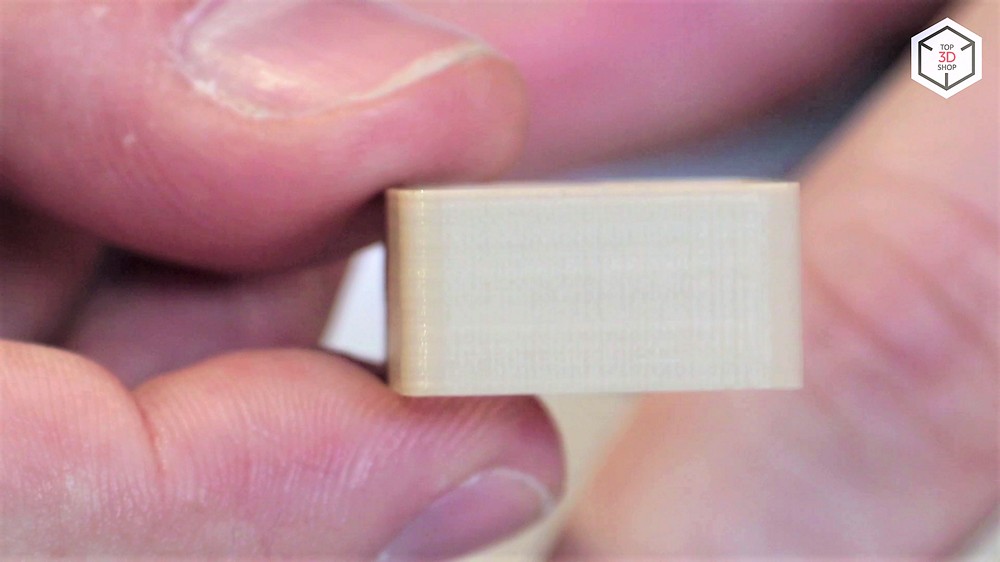
Если нужна глянцевая поверхность, нет смысла тратить время на печать с минимальной толщиной слоя — модель все равно надо будет шлифовать и полировать, либо наносить грунт и краску.
Стенки
Учесть будущую постобработку стоит и при установлении толщины стенки.

Обычно она составляет около 2 мм, а на деталях под последующую шлифовку или химическую полировку имеет смысл увеличить толщину стенки до 3–4 мм, так как эти процессы удаляют материал. При недостаточной толщине стенок, в процессе постобработки легко протереть или растворить поверхность до дыр.

Поддержки
На FDM принтерах мы почти всегда печатаем с поддержками. В идеале, если принтер может печатать двумя материалами, сделать поддержки растворимыми.
Крупные части таких поддержек удаляются механически, остальное растворяется, затем модель просто промывается и можно переходить к следующим операциям.

Если принтер печатает одним материалом и поддержки печатаются из материала модели, уделите им особое внимание при создании файла для печати.

При правильных настройках и несложной форме изделий поддержки снимаются легко.

Если места соединения поддержек занимают значительную площадь на модели, после их удаления останутся характерные следы, которые требуют дальнейшей обработки.

Совет:
Не жалейте времени на настройку поддержек, вы сэкономите его при постобработке и принт будет выглядеть аккуратнее. Если модель крупная, зачастую стоит разрезать её на части, чтобы уменьшить количество поддержек. Швы после склейки обработать проще, чем следы от множества поддержек по всей площади принта.

Настройки
Современные слайсеры поддерживают продвинутые настройки поддержек. При настройке обратите внимание на их количество и пятно контакта между поддержкой и моделью, оба эти значения должны быть, по возможности, как можно ниже.
Также важно расположение поддержек: не оставляйте место их контакта с моделью в труднодоступных местах, если этого можно избежать. Помните о том, что модель для печати можно повернуть или разделить на части.
Химия
Поговорим немного о чудесах современной химии. Для постобработки применяются, в зависимости от материала модели и поддержек, различные растворители.

Использование дихлорметана и ацетона помогает и в склейке деталей, и в химической полировке.
Склеивание

Для склеивания частей крупных или сложных моделей можно использовать как бытовые клеи, создающие на поверхности собственную адгезивную пленку, так и растворители.
Второе предпочтительнее, если требуется максимально прочное соединение.
Самые распространенные растворители, используемые для обработки и клейки пластиков, это дихлорметан и ацетон.

Важно:
Работайте с любым клеем, растворителями и лакокрасочными покрытиями в хорошо проветриваемых помещениях, в защитных перчатках и очках. Вдыхание этих веществ и попадание их на кожу или слизистые пользы вашему здоровью не принесет.

Ацетон часто используется для обработки пластика ABS, так как размягчает и растворяет его медленнее, чем дихлорметан, что делает обработку с его помощью более аккуратной. Используется как для склейки, так и для обработки поверхностей, с нанесением кистью или помещением детали в «ацетоновую баню».

Дихлорметан предпочтительнее для склеивания, он действует быстрее. При склеивании растворителем, достаточно покрыть им склеиваемые поверхности и с усилием прижать друг к другу.


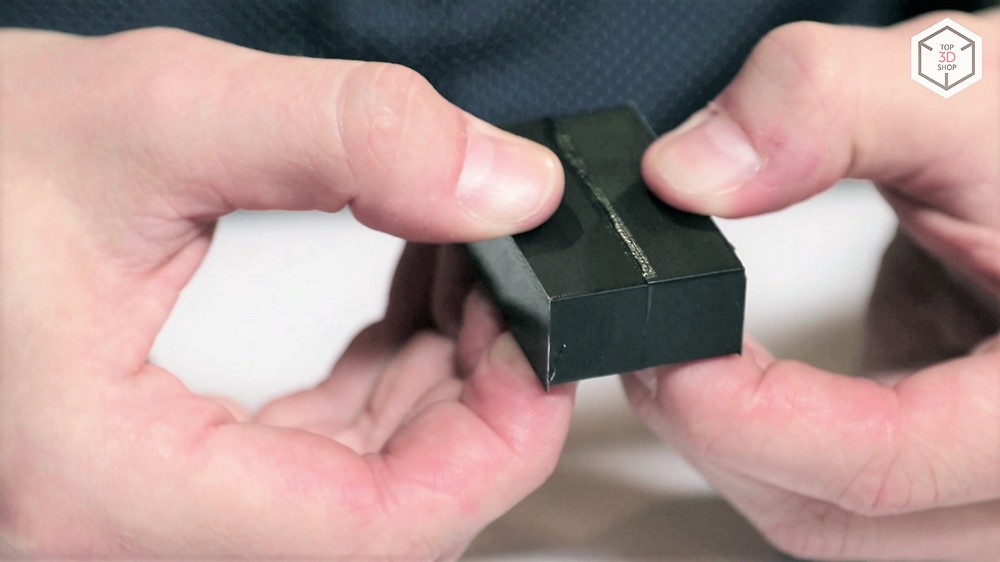
Образовавшийся шов убирается при дальнейшей обработке, после ошкуривания и грунтования его не будет видно.
Растворение поддержек
Для создания растворимых поддержек, при печати моделей из ABS, часто используется HIPS. Этот пластик растворяется лимоненом, который никак не реагирует с ABS, что делает такое сочетание идеальным.

Почти идеальным. Минусов тут два: стоимость лимонена и его резкий запах цитрусовых, который кому-то может не понравиться.
Шлифовка и полировка

Шлифовка
Самый простой способ обработки: берем наждачную бумагу и стираем верхний слой модели. При определенном навыке, можно добиться очень ровной поверхности.

Переусердствовав, можно протереть в изделии дыру, если толщина стенок слишком мала. Такой способ обработки больше подходит для ABS чем, например, для PLA, так как PLA начинает размягчаться уже при 60°C. Соответственно, если и шкурить PLA, делать это нужно медленно и аккуратно, чтобы пластик не скатывался под наждачной бумагой.

Процесс довольно грязный, заниматься им лучше в защитных очках и маске, так как в воздухе остается пластиковая взвесь, дышать которой неприятно и вредно.
Для обработки сложных мест можно использовать бормашину с различными насадками.


Полировка
Механическая полировка, в целом, не особо отличается от шлифовки, Производится самой мелкой наждачкой и тканью с полировальной пастой.

Если механическая обработка проводится после химической, перед ней необходимо подождать, пока растворитель полностью испарится, а поверхность затвердеет.

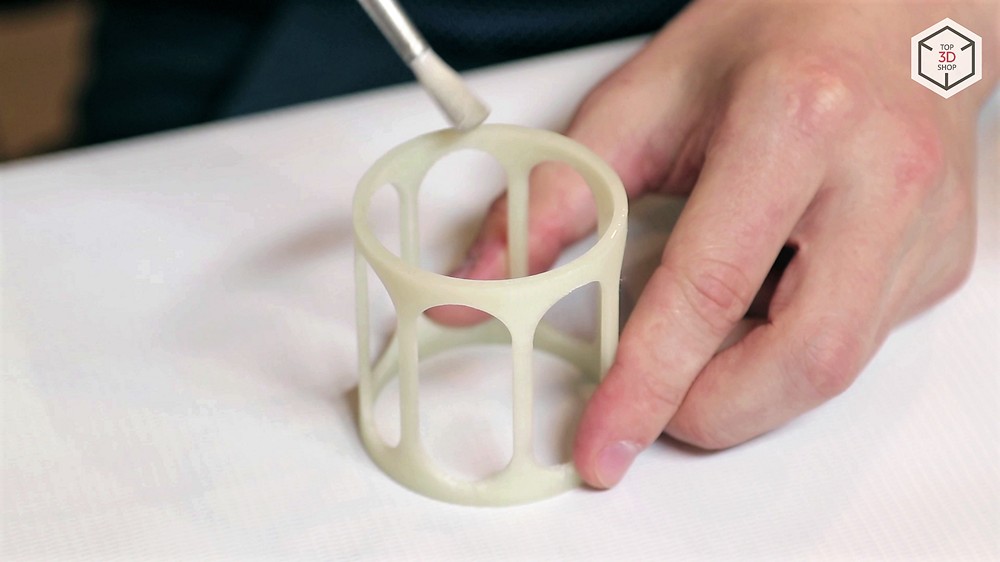
Химическая полировка производится путем выравнивания поверхности растворением верхнего слоя. Растворитель наносится кистью, аэрозольно или путем помещения детали в закрытый бокс наполненный парами растворителя.
Грунтовка
Предпокрасочная грунтовка наносится в тех случаях, когда поверхность модели уже ровная, а грунт служит для заполнения микроскопических углублений и улучшения сцепления краски с поверхностью объекта. Грунт для этого мы используем аэрозольный, он недорог и удобен в обращении. При больших объемах лучше использовать аэрограф.


Корректирующая грунтовка более грубая, она призвана исправить изъяны модели, ошибки при печати, сгладить неровности или плохо зашлифованные швы.

Для нее можно использовать обычную латексную шпатлевку и, опять же, грунт. Процесс достаточно прост: замазываем все, что нам не нравится, ждем высыхания, проводим шлифовку и полировку.

Если результат не устраивает, повторяем.
Окрашивание
К этому этапу переходим только тогда, когда полностью достигнута желаемая фактура поверхности, отсутствуют незапланированные швы и изъяны, которые после покраски станут еще заметнее.
Перед покраской, как и перед предпокрасочной грунтовкой, убедитесь в отсутствии пыли и других посторонних включений на поверхности. Не забывайте о средствах защиты.

Проведение этих несложных процедур даст принтам высокое качество поверхности, которое будет радовать вас и ваших клиентов.

Материалы и реактивы для постобработки покупайте в Top 3D Shop — подберем необходимый набор для любого техпроцесса, оперативно оформим и доставим.
Узнать больше о 3D-печати можно на наших мастер-классах: каждый покупатель принтера получает право на бесплатное посещение мастер-класса, для остальных это будет стоить 2000 рублей.
21 сентября мастер-класс бесплатен для всех, в рамках выставки-конференции «Top 3D Expo. Цифровое образование 2018», само посещение которой также бесплатно, но требует предварительной регистрации на сайте. Количество мест ограничено, успейте записаться.
До новых встреч!
Хотите больше интересных новостей из мира 3D-технологий?
Подписывайтесь на нас в соц. сетях:




