О разработке головок 3D FDM-принтеров.Часть 3
Продолжение частей 1 и 2.
В 2-х предыдущих частях мы рассмотрели теоретические аспекты расчёта головок для FDM-принтеров и расчёт новой головки. Теперь, рассмотрим подробнее процедуру получения данных, как считаются, и какие есть важные показатели производительности системы, сравним новую и предыдущую головки. Решим выявившуюся проблему. Поговорим, что можно ещё изменить/добавить.
Рис. 24 Итак, головка сделана.
Рис. 25 А вот сменные сопла для неё, остались ещё от предыдущей версии головки.
Рис. 26 Исходные детали
Рис. 27 Вот уже спаянная, нагреватель и термопара.
В зоне А, мы видим поступающий холодный филамент. Его свойства ещё не изменились от нагрева, поэтому его сопротивление движению определяется трением о стенки. Его можно хорошо уменьшить, используя тефлоновый вкладыш — трубку, так как тефлон при не слишком высоких температурах, в условиях когда ему некуда течь (как раз — вкладыш), работает хорошо, а трение скольжения по нему очень низкое.
Глава3
Теперь головку надо проверить и сделать выводы. Так как целью разработки было получение быстрой и лёгкой головки, я проверяю её только на скорость, устойчивость к пробкам, удобство смены сопел. Поэтому проверяю не в принтере, а в отдельно закреплённом на вертикальной штанге экструдере. Тому есть целый ряд причин: — Вообще, на таких высоких скоростях, какие получаются при работе на ряде диаметров сопел, не знаю какой принтер сможет работать. Это вопрос дальнейшей разработки. И просто для удобства опытов.
Итак, как лучше измерить производительность головки? Значительной проблемой становится очевидная зависимость производительности сопла от силы подачи лески экструдером, а она зависит от силы прижима к хобболту. Я использую довольно радикальный хобболт с «алмазной» насечкой. Она работает весьма эффективно, хотя склонна драть ABS в мелкую крошку при даже малом пробуксовывании. Пружины прижима — мощные.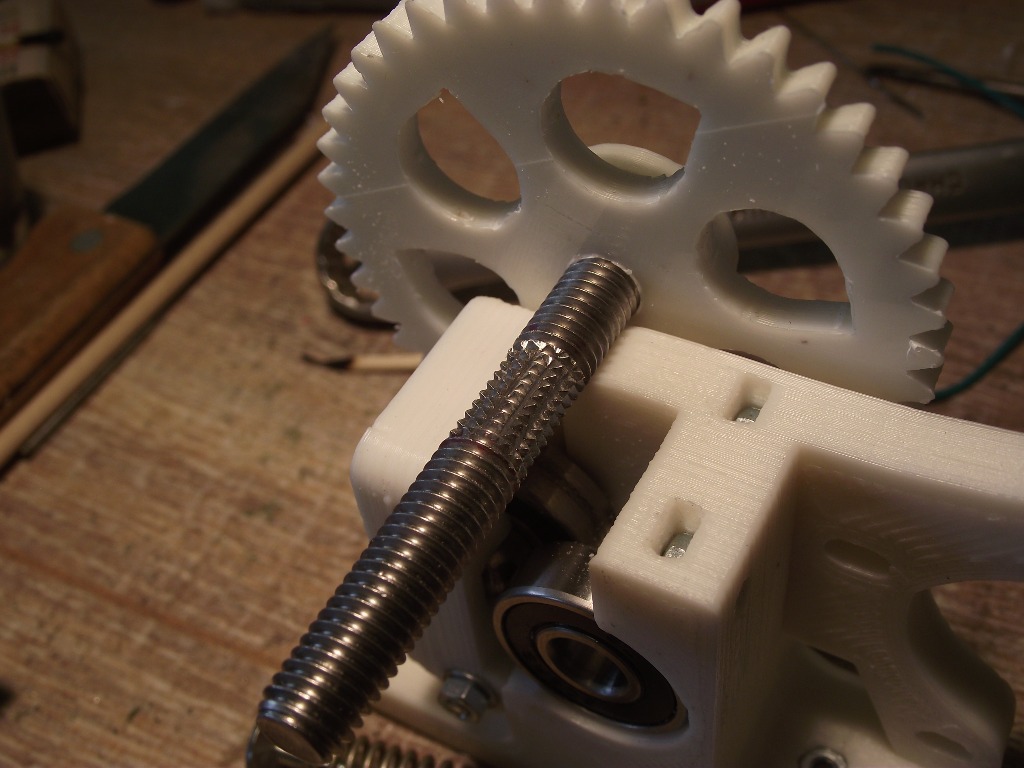
Рис. 28 Вот такой у меня экструдер и хобболт с «алмазной» насечкой.
3.1.Опыты и вычисления. Измерение максимальной скорости экструзии для соответствующих условий (типа сопла, пластика, температуры), выполняется так: — Выгреваю головку до рабочей температуры, затем даю небольшую подачу на средней скорости, чтобы убрать пустоту в головке и выдавить немного лески. Быстро ввожу длину экструдируемого филамента и скорость экструзии, запускаю на выполнение. По окончании обрываю выдавившуюся леску сразу. Делаю ретракт на 30 мм на средней скорости — не уверен, что это нужно, но у меня работает стабильно. Воспроизводимость хорошая. Взвешиваю леску- у меня весы с точностью до 10 мг. В перерывах нагрев выключаю — головка разогревается быстро. Задаваемая длина обычно 30 см при диаметре 3 мм, и пластике ABS, при 100% выдавливании даёт 2,485 гр. Если хочу сэкономить, на уже известных участках можно брать меньше, например — 150 мм — точность получается похуже. Такой немалый кусок объясняется ещё тем, что есть погрешность послевыдавливания от предыдущей экструзии. Т.е. пока я ввожу данные успевает выдавиться небольшой кусочек лески. Но так как предыдущая экструзия была на средней скорости — величина погрешности оказывается совсем малой. Пренебрежимо.
Определение 100% значения экструзии. В идеальном случае, снимаем головку, размечаем чем-нибудь филамент, подаём команду подачи, например, 50 см филамента. Измеряем, сколько реально продвинулось через экструдер. Взвешиваем этот кусок. Его вес и будет вес 100% подачи. Замерьте точно его диаметр — пригодится. Не забудьте, что может быть коэффициент подачи экструдера не равен единице. Например Вы задали подачу 50 см, а вышло 52 см.
Расчёт коэффициента проскальзывания (правильнее непроскальзывания)
Это отношение веса того что выдавилось, к тому что должно было — к 100% экструзии, умножить на 100. Кстати, весьма эффективный и точный способ определения предела давления. При 80% проскальзывание составляет 1/5 всего пути хобболта и ещё не начинается проскакивание зубьев с крошкообразованием. Если коэффициент падает заметно ниже 80%, то не получается стабильности результатов из-за нарушения контакта хобболта с филаментом. Эта точка находится следующим образом: — делаем серию опытов с подачей 150 или 300 мм и скоростью, например 90,120,140,160 мм/мин. По выдавленной массе в каждом случае считаем процент проскальзывания. Опыт с той скоростью подачи, при которой коэффициент проскальзывания составит около 80% и будет опытом с максимальной скоростью экструзии. Её надо будет вычислить, разделив выдавленную массу на время экструзии в секундах (отрезок длиной — со скоростью — за сек). Получится производительность в мг/с. Если разделить её на плотность филамента, получится объёмная производительность мм³/с, если её разделить на площадь сечения сопла — получится линейная скорость на срезе сопла в мм/с. Обратите внимание, что в точке близкой к 80% рост производительности прекращается! Т.е это, по моим данным, вполне точная отметка. Могу рекомендовать измерение коэффициента проскальзывания, как характеристику работы Вашего экструдера. И если с головкой ОК, а производительность меньше должной, а процент падает резко ниже 80%, значит надо разбираться с экструдером.
Раздутие лески. Если Вы попробуете измерить выдавившуюся леску в длину, увидите, что она в любом случае будет немного меньше теоретической (имеется в виду, когда леска выдавливается в воздух). Это связано с раздутием лески при выходе из сопла, из-за трения наружных слоёв о стенки сопла. При этом внутренние слои расплава движутся быстрее и раздувают наружные слои. В некоторых, крайних случаях (определения максимальной скорости расплавления филамента), я наблюдал увеличение диаметра в 3–3,5 раза! Но это Вас не должно волновать. При печати, во-первых, условия: — диаметр сопла, скорость экструзии не такие жёсткие, потому степень раздутия мала. При этом головка находится очень близко к поверхности подложки. На ней такие эффекты должны гаситься. Возможно потребуется изменить толщину слоя (уменьшить) и/или увеличить несколько скорость движения головки (без увеличения экструзии). Это в случае, если видны будут по краям неравномерные выступающие неровности.
Определение максимальной скорости расплавления филамента.
В данном случае, я использовал сопло диаметром 0,9 мм. Его собственное сопротивление, при равной производительности раз в 80 меньше, чем для сопла диаметром 0,3 мм. Почему так? Да, сопротивление пропорционально квадрату диаметра отверстия. Но чтобы сравнялась объёмная скорость истечения, в более узком сопле, линейная скорость тоже должна быть больше, пропорционально квадрату отношения диаметров. Таким образом, в случае сопла 0,9 мм сопротивлением можно пренебречь. Осталось только учесть участок филамента, уже находящийся в головке, и успевший полностью расплавиться. Его вес в моём случае, теоретически 320 мг, практически 270–300. Как понять? Просто при экструзии очень хорошо видно предрасплавленный пластик. Он льется тонкой струйкой. Потом сразу начинает лезть толстая неровная колбаска. Неровности — это частично нерасплавившиеся куски, временами перекрывают сопло и создают перепады давления, а значит и толщины.
3.2. Сравнение результатов расчетной и предыдущей головок.
Результаты для рассчитанной и сделанной головки Тип 4.2 при температуре около 263ºС — температура снималась термопарой, а проверялась потом электронным кухонным термометром, втыканием в расплав вместо вывернутого сопла (per rectum).
-для сопла 0,2 мм, 10,2 мм³/с, 86,1%, что соответствует скорости на срезе сопла 324 мм/с
-для сопла 0,3 мм, 22,3 мм³/с, 84,9%, что соответствует скорости 315 мм/с.
-для сопла 0,4 мм, 29,1, 85,3% мм³/с что соответствует скорости 231 мм/с
-для сопла 0,9 мм, 40,1 мм³/с, 84,9%, что соответствует скорости 63 мм/с
В случае поднятия температуры нагревателя ещё на 20ºС, для сопла 0,3 мм производительность росла ещё на 15%, до 27,5 мм³/с, 80,5%, что соответствует скорости 388 мм/с.
Вероятно и для других диаметров так же. Обратите внимание на неожиданно большое падение производительности для сопла 0,2 мм. При этом попытки превзойти скорость, часто заканчивались блокировкой. Образованием пробки. Рассмотрим подробней ниже.
Сравним с данными для головки предыдущего типа — Тип 4.1. У неё были проблемы с термобарьером и она работала нестабильно, временами притормаживая, у неё было довольно большое сопротивление проталкиванию прутку, из-за особенности конструкции и большой длины рабочей зоны — до 54 мм, с термобарьером в горячий радиатор из латуни! Тепловой поток оказался слишком велик. Посмотрим.
-для сопла 0,2 мм до устранения части проблем 12,37 мм³/с,78,5%, что соответствует скорости на срезе сопла 393 мм/с
-для сопла 0,3 мм до устранения, 21,4 мм³/с, 81,3%, что соответствует скорости 302 мм/с.
-для сопла 0,2/0,24 мм 16,2 мм³/с, 77,3%, что соответствует скорости 516/358 мм/с
-для сопла 0,3 мм 21,99 мм³/с, 83,7%, что соответствует скорости 311 мм/с
-для сопла 0,9 мм 46 мм³/с, 83,7%, что соответствует скорости 72 мм/с.
Странное сопло 0,2/0,24 мм — я прочищал его, и заподозрил что несколько расширил. Диаметр отверстия мерил по выходящей леске, при малой подаче и при Т= 245ºС. Получилось 0,23–0,24. Правда потом, когда я сделал новое сопло с диаметром 0,2 мм и померил леску из него, в тех же условиях, получилось 0,22–0,23. А подозреваемое сопло переделал под 0,4 мм. Так что в случае, если диаметр сопла был близок к 0,2 мм скорость истечения до 500 мм/с! Если 0,24 — пессимистично — 358 мм/с. Но производительность гораздо выше чем в новой головке. Сравните: 10,2 и 16,2 мм³/с.
Для сопла 0,3 мм 22,3 и 22 мм³/с — тут новая чуть быстрее, на 1,5%.
Для сопла 0,9 мм 40,1 и 46,1 мм³/с — тут старая быстрее, на 15%. Это как раз понятно, длина рабочей зоны чуть ли не в два раза больше, больше площадь нагрева, поэтому скорость расплавления филамента должна быть выше.
3.3.Анализ проблемы с производительностью на сопле 0,2 мм.
В силу удачной конструкции (я объясняю это фторопластовым вкладышем всюду, кроме горячей зоны), я легко извлёк пробки. Посмотрите.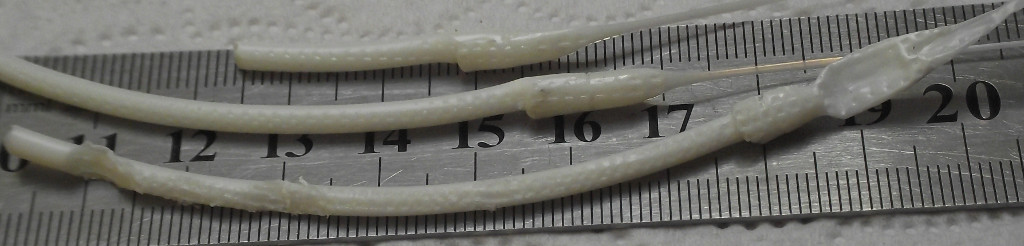
Рис. 29. Пробки при опытах на сопле диаметром 0,2 мм.
На нижнем куске видно место прогрызенное хобболтом при пробуксовке. Расширенная часть пробки составляет в длину 8–10 мм, а в диаметре — точно 4,2 мм. Это внутренний диаметр тефлонового вкладыша. Если посмотреть ближе, на нижнем куске, хорошо видно продавливание назад мягкой массы. То есть она развернулась и продавилась назад, даже трескаясь, то есть была не слишком пластична. На среднем куске хорошо видна циллиндрическая полоска — вмятина. Это место раздела стального кольца-вкладыша и тефлонового вкладыша. С краю видно сжатие при входе в головку. Широкое плоское раздутие на конце нижнего куска — это признак хорошего вытягивания филамента из головки. Расплав вышел чулком, однородно и был сжат экструдером.
-Вывод: Размягчение филамента началось заметно выше запланированного места, значит слишком много тепла подводится к стальному кольцу-вкладышу и не успевает отводиться от него. Посмотрим подозрительный участок чертежа.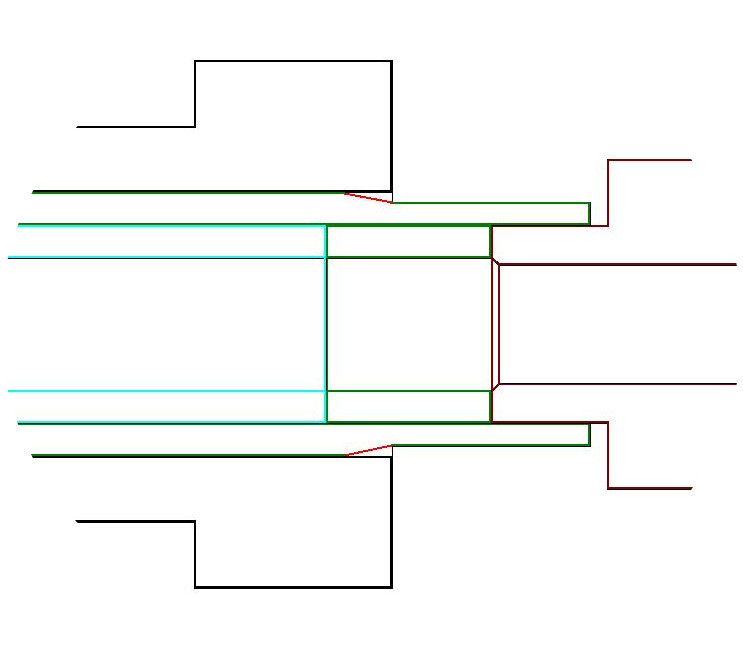
Рис. 30
Я выделил красным то место, которое я проточил не аккуратной ступенькой, а полого. Непривычно точить такую нержавеющею сталь 304L, непривычный карбидный резец, да и не обратил внимания (хотя и увидел свой косяк на полтора миллиметра — подумал — неважно). И вот результат: -Поток тепла из головки (темно-красным), идет по трубке термобарьера и по вкладышу-кольцу, но, войдя в горячий радиатор не может отдать тепло ему из-за воздушного зазора. Кольцо-вкладыш охлаждается только малой частью своей поверхности и оказывается перегретым. На самом деле, это хорошо видно на Рис 27 и 26. Деталь из нержавеющей стали. Но почему тогда это никак не сказывается в случае сопла диаметром 0,3 мм и больше? Потому что, на участке кольца-вкладыша теплопередача от стенок к филаменту довольно высока — не мешает слой теплоизолятора-тефлона и при скорости потока выше некоторой, избыточное тепло уносится потоком филамента. А почему пробка не образуется при простое? Ведь ничего вообще не уносится. — Всё-таки горячий радиатор работает и отводит тепло, просто не достаточно. При простое механической нагрузки на филамент нет и он не раздувается, не там, где надо. Так что для достижения скорости 500 мм/с на диаметре 0,2 мм, надо это устранить или переделать головку. Для моих теоретических изысканий это большого значения не имеет.
3.4 Что можно сделать для надёжного исправления замеченной ошибки.
-Немного увеличиваем площадь теплового контакта кольца-вкладыша на участке радиатора.
-В этом кольце, на участке термобарьера делаем небольшую проточку.Сделать расчёттепловых потоков!
-Сокращаем длину термобарьера до 2 мм.
— Ещё бы неплохо поставить термистор в горячий радиатор и запрограммировать Ардуино, чтобы он управлял его вращением, поддерживая температуру 90–110ºС, это уточнить по месту.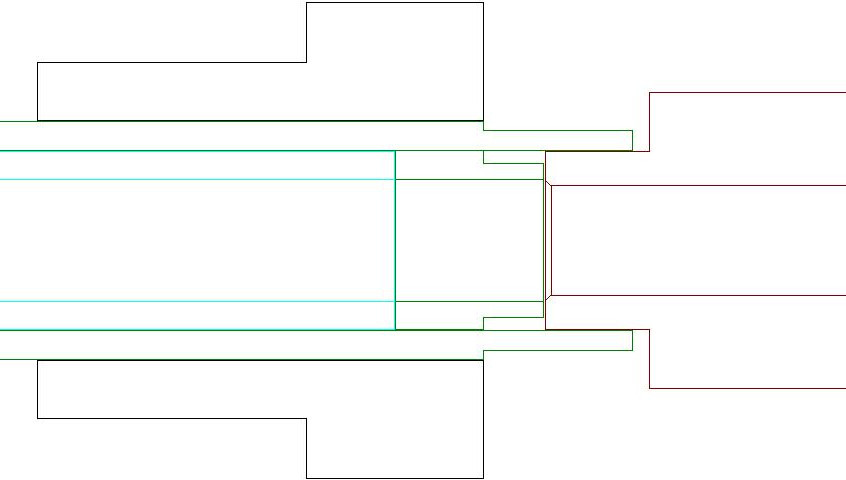
Рис. 31 Исправленный вариант.
На этом пока всё. Спасибо за внимание. Успехов в творчестве.
