Насколько отличается печать на 3D-принтерах за $2200 и за $200000

С каждым годом домашние 3D-принтеры становятся всё проще в использовании, быстрее и функциональнее. Постепенно увеличивается список материалов для печати. Не за горами то время, когда можно будет дома печатать металлические и стеклянные изделия, а не только пластиковые.
Ещё большую революцию 3D-печать обещает совершить в промышленности и строительстве. Сейчас 3D-принтеры практически повсеместно используют для прототипирования, а в будущем наверняка начнётся и массовое производство высококачественных изделий.
Поскольку домашние «любительские» 3D-принтеры становятся всё лучше, встаёт интересный вопрос: насколько домашнее качество печати отличается от промышленного? Именно таким вопросом задался американский инженер и энтузиаст 3D-печати Майк Скшипчак (Mike Skrzypczak). За образцом он отправился в производственную лабораторию компании Caterpillar, одной из ведущих корпораций по производству крупной спецтехники.
В лаборатории установлен очень дорогой принтер Stratasys Fortus 380 MC стоимостью примерно $200 000. Этот принтер высотой 2 метра предназначен для изготовления износоустойчивых прототипов, которые соответствуют по характеристикам конечной продукции, а также различных производственных инструментов и производственных деталей, выдерживающих высокое давление.

Принтер Stratasys Fortus 380 MC
Промышленный принтер печатает семью типами термопластика: ABS-M30; ABS-M30i; ABS-ESD7; ASA; материал PC-ISO в белом и полупрозрачном цвете; PC; FDM Nylon 12. Согласно официальным техническим характеристикам, толщина слоя составляет 0,330 мм, 0,254 мм, 0,178 мм или 0,127 мм.
Для образца печати Майк взял реальную деталь — вспомогательное приспособление для прокладки шлейфов при изготовлении электронной аппаратуры. Раньше такие формы изготовляли на прессе методом формовки, но сейчас для этого отлично подходит 3D-печать.
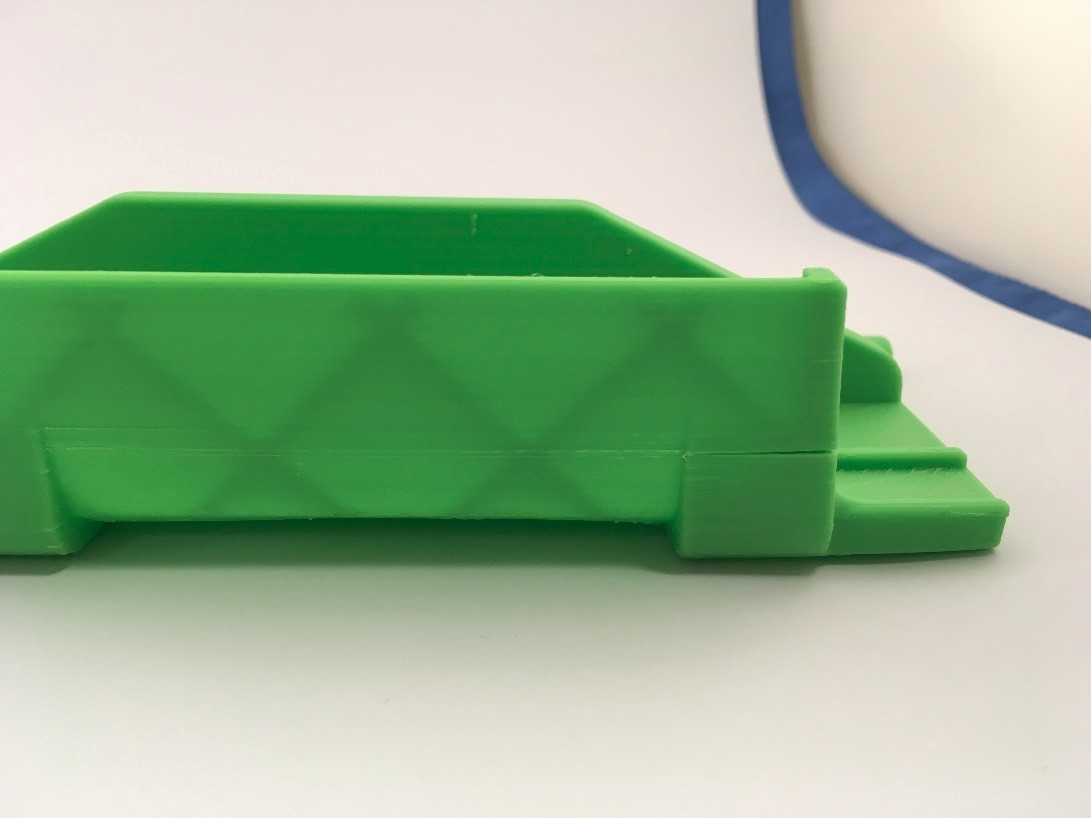
Итак, потягаться с промышленным монстром попробует маленький Lulzbot Taz 5 3D с розничной ценой около $2200.

Принтер Lulzbot Taz 5 3D
Принтер Lulzbot Taz 5 3D
Stratasys Fortus 380 MC напечатал деталь из пластика ABS, со 100% заполнением, при стандартной толщине слоя и нормальными установками по умолчанию. Майк говорит, что на фабрике его не допустили непосредственно к машине, поэтому он не может рассказать во всех подробностях о параметрах печати. В лаборатории просто сделали эту деталь по его просьбе, ну и на этом спасибо.
На собственном принтере Lulzbot Taz 5 3D инженер использовал филамент HIPS, печать осуществлялось соплом диаметром 0,5 мм, с толщиной слоя 0,1 мм, 25% наполнением, с четырьмя верхними и нижними твёрдыми слоями, скоростью печати 45 мм/с и стандартным ускорением, температурой экструзии 240°C. температурой рабочей поверхности 110°C и шириной экструзии 0,6 мм.
Вряд ли такой тест можно назвать стопроцентно корректным. Нам неизвестны точные параметры печати на промышленном принтере. К тому же, инженер почему-то использовал другой филамент HIPS, хотя домашний принтер может печатать тем же ABS, и заполнение 25% вместо 100%. В общем, это весьма поверхностное сравнение, но всё равно довольно любопытное.
Печать изделия на обеих машинах заняла 18 часов. Итак, что же получилось?
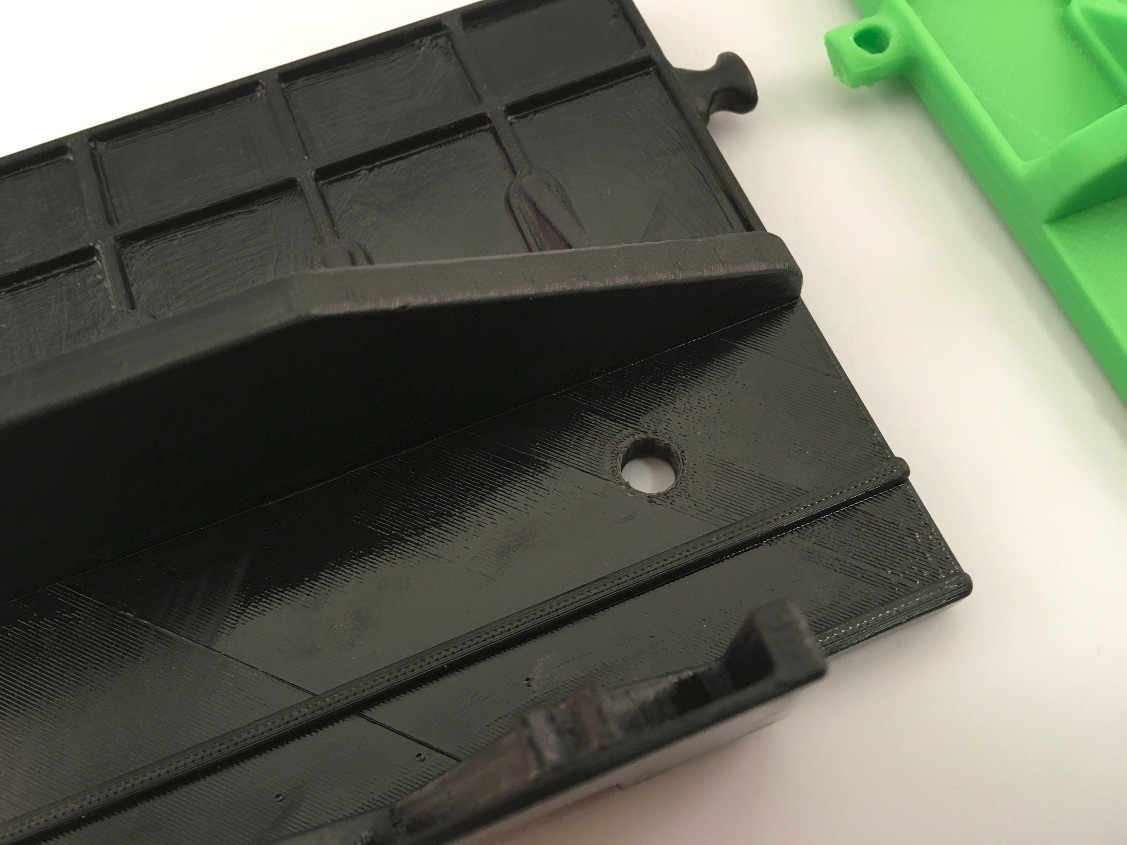
На фотографиях две детали легко различить, потому что промышленная деталь чёрного цвета. Экспериментатор максимально очистил детали от излишков материалов — и начал фотографировать.
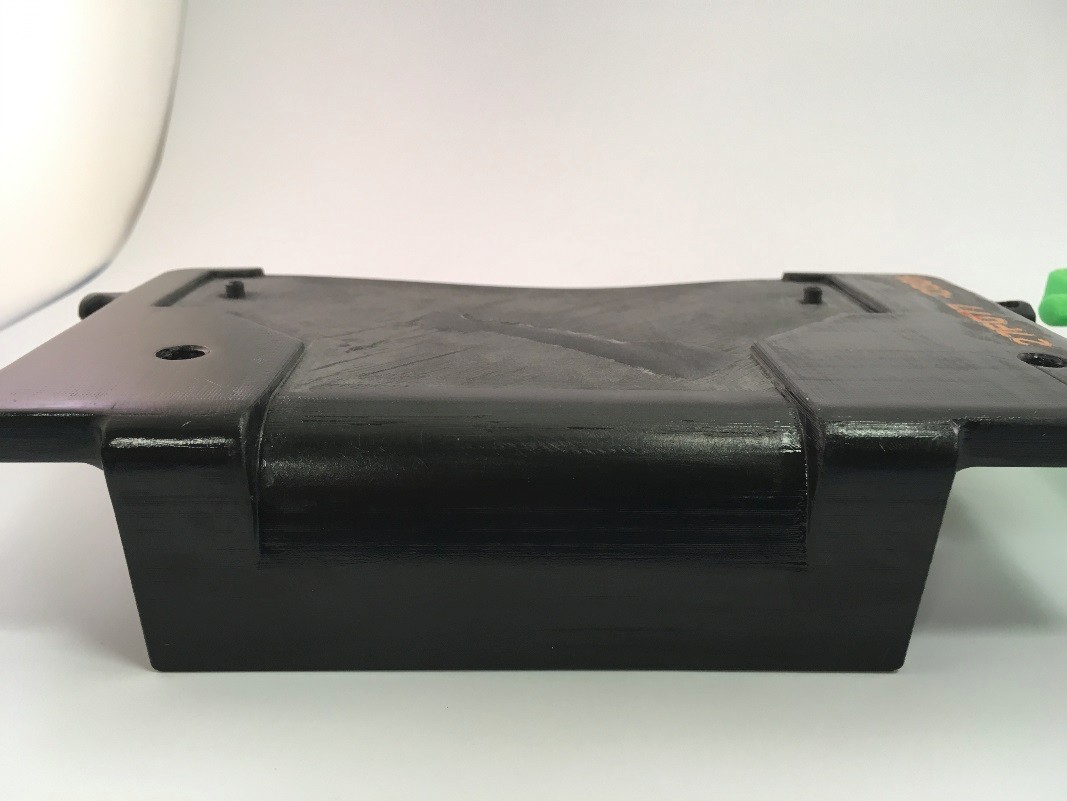
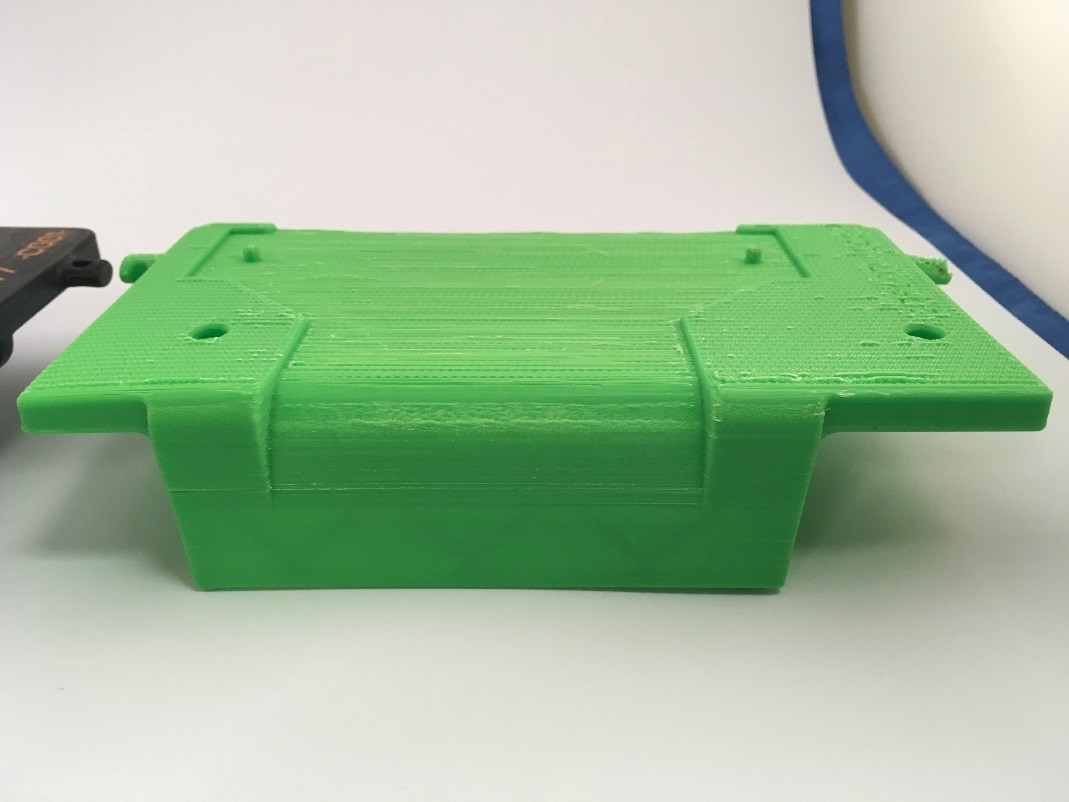
Если внимательно присмотреться, то разница всё-таки становится заметна. Изделие Stratasys Fortus 380 MC получилось немного качественнее, но разница не столь радикальна, как вы могли бы подумать.
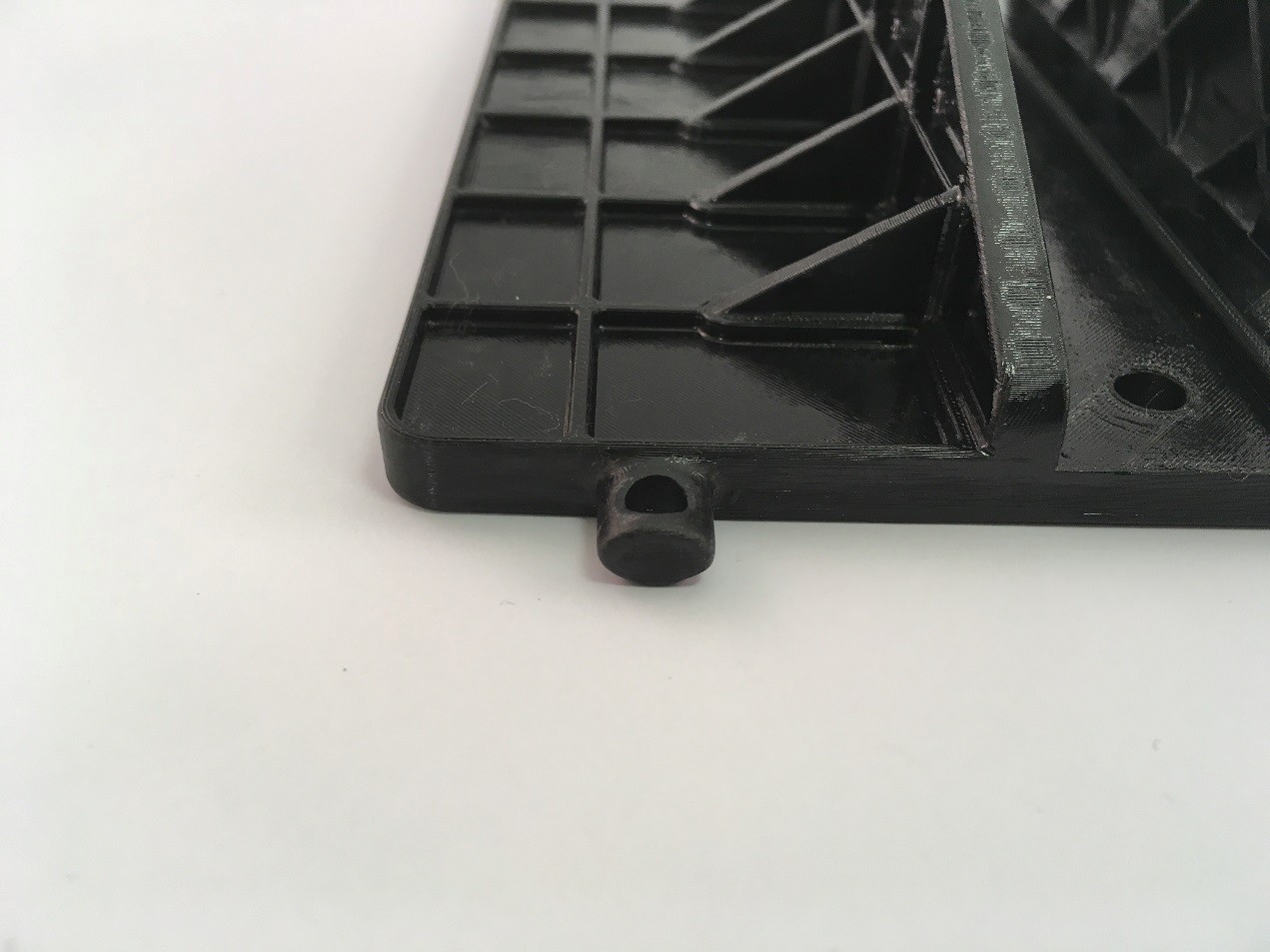
Майк Скшипчак тщательно исследовал отдельные элементы двух деталей. Например, монтажный выступ на краю формы. Энтузиаст посыпает голову пеплом, потому что не предусмотрен адекватную поддержку для таких выступающих частей, которые печатал на домашнем принтере. Поэтому монтажный выступ на детали с домашнего принтера напечатался не полностью. Но его верхняя часть, которая напечаталась нормально, не уступает по качеству детали с промышленного принтера.

Ещё один фрагмент, который он исследовал подробно — монтажные отверстия и окружающая их часть деталей. Здесь можно заметить, что в «домашнем» варианте вокруг монтажного отверстия присутствуют небольшие разрывы в верхних слоях печати. Он говорит, что если бы печатал деталь заново, то сделал бы в два раза больше твёрдых верхних и нижних слоёв, чтобы устранить этот артефакт. Просто слои слишком тонкие, поэтому четырёх, как видим, оказалось недостаточно.

В целом же, на вышеуказанных фотографиях разница в качестве деталей не сильно отличается и не является критичной.
Часть детали, где самая большая разница в качестве печати — это нижняя поверхность, которая соприкасается с поддержкой. Энтузиасты 3D-печати хорошо знают, что поддержка портит поверхность, который соприкасается с ней, поэтому желательно минимизировать её количество (см. статью »10 правил подготовки модели к 3D печати»).
Так вот, любительский принтер делает поддержку из такого же материала, из которого изготовлена сама деталь, со всеми вытекающими последствиями: массой заусенцев и неровных участков, которые остаются на поверхности. В профессиональном принтере Stratasys Fortus 380 MC поддержка изготавливается из отдельного разлагаемого материала. Он растворяется в специальном солевом растворе и просто смывается. Вот здесь мы и видим большую разницу в качестве изделия.

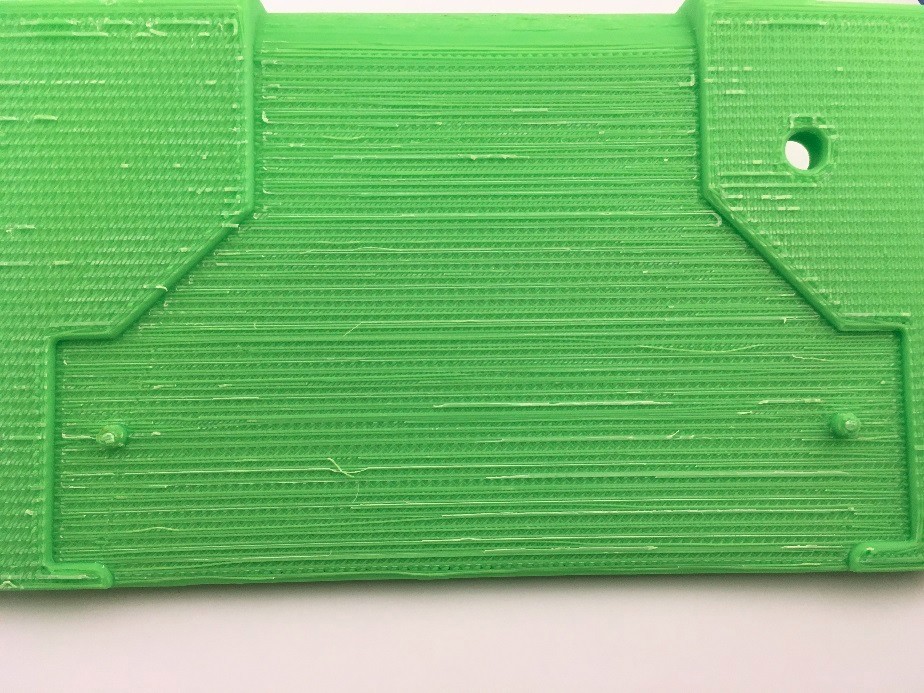
Независимо от качества самой печати, именно метод химического удаления поддержки, сделанной из другого материала, обеспечивает лучшее качество на отдельных частях поверхности детали.
Деталь с любительского принтера, видимо, необходимо тщательно шлифовать, чтобы добиться такого же качестве на этих участках. Или сделать небольшой апгрейд. К принтеру Lulzbot Taz 5 3D примерно за $500 можно докупить печатающую головку, которая тоже способна печатать поддержку из растворимого материала. Полтысячи долларов — конечно же, немалая сумма, но всё равно её не сравнить с $200 000 за профессиональную машину Stratasys.
И ещё на «любительской» детали инженер обнаружил один дефект, который отсутствует на промышленном принтере. Отдельные фрагменты заготовки не склеились нормально: на фотографии видна горизонтальная линия между ними.
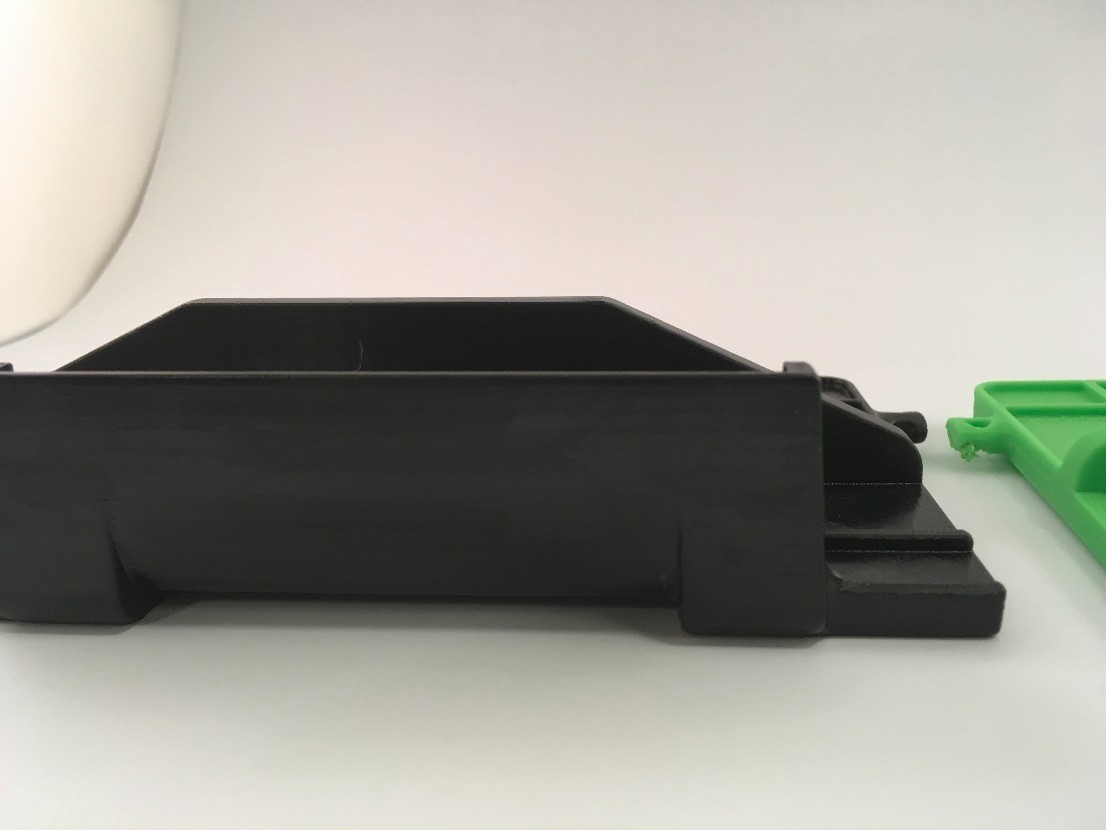
Несмотря на это, обе детали могут нормально выполнять свою функцию, то есть использоваться для прокладки шлейфов при изготовлении электронной аппаратуры.
Конечно, если посмотреть на фотографии отдельных фрагментов, то разница в качестве очевидна, и кто-то может сказать, что профессиональный принтер печатает намного лучше. Но на практике это не такие уж и существенные отличия, говорит Майк Скшипчак.
Вполне вероятно, что более опытный мастер мог бы напечатать на Lulzbot Taz 5 3D ту же самую деталь гораздо лучшего качества, чем это получилось у Майка.
Да он и сам признаётся, что если немного изменить настройки печати и применить пару трюков, то мог бы добиться лучшего качества изделия и устранить проявившиеся дефекты. То есть здесь опять многое зависит не только от принтера, но от ровных рук и опыта мастера, который печатает деталь. Это мастерство приходит с опытом.
Хотя деталь у него не очень получилась, Майк подчёркивает, что в реальной работе обе детали совершенно идентичны, то есть ему нет разницы, какую из них использовать со шлейфами для электроники. Таким образом, оба принтера великолепно справились со своей задачей и отлично подходят для использования в работе, то есть для изготовления оригинальных деталей. Если здесь нет особой разницы, то трудно придумать оправдание для покупки принтера, который примерно в 90,9 раз дороже.
Сейчас инженер планирует провести ещё несколько сравнительных тестов на координатно-измерительной машине и проверить, насколько две детали точно выполнены геометрически. Есть подозрения, что именно в этом тесте промышленный принтер покажет, почему он так дорого стоит.
В общем, даже из этого эксперимента можно сделать вывод, что «любительские» принтеры не так уж и сильно отстают по качеству печати от профессиональных промышленных машин, в сто раз более дорогих. Многое зависит от опыта и мастерства инженера, которые знает, каким образом напечатать конкретную деталь лучше всего, как избежать наиболее вероятных дефектов.
