Как разрезать полметра стали, в домашних условиях, почти бесшумно — используя электричество?
Со времён знакомства человека с металлом началась эпопея по его обработке. Так как прочность материала не позволяет легко изменять его форму и свойства, человечество придумало множество подходов, технологических процессов и инструментов для работы с металлом.
Однако проблема заключается в том, что для обработки такого непростого материала требуется использование соответствующих сложных процессов и дорогих инструментов, которые, к тому же достаточно быстро приходят в негодность. Дело осложняется ещё и тем, что некоторые виды обработки в принципе недостижимы стандартными способами. Однако существует интересная альтернатива стандартным подходам — электроэрозия, о чём мы и поговорим в этой статье.
Современный уровень развития науки и техники предполагает изготовление соответствующих деталей из металла, технологический процесс изготовления которых представить затруднительно, в рамках стандартных подходов. Например, как вы себе представляете изготовление отверстия, диаметром, скажем 0,3 мм, и глубиной в 500 мм?
Незнающему человеку сразу в голову придёт — «лазер!». Однако, если мы обратимся к мощным лазерным установкам, существующим в настоящее время, можно будет заметить, что они способны прорезать только достаточно неглубокие отверстия. Связано это с тем, что лазер, как правило, в процессе работы должен быть сфокусирован в маленькую точку, для обеспечения необходимой плотности энергии и подобная фокусировка достигается только на достаточно небольшом расстоянии от выходной линзы. Кроме того, с увеличением глубины обработки, существенно возрастает проблема с удалением продуктов распада обрабатываемого материала. К примеру, современные мощные лазеры могут резать углеродистые стали только на глубины порядка 20 мм.
Если же необходимо осуществлять прорезы на большую глубину, то для этого используют уже плазморезные установки, которые, в отличие от лазера, не отличаются чистотой реза и разрезанные поверхности должны быть подвергнуты дополнительной обработке (конечно, если это необходимо по техпроцессу). А если же необходимо реализовать разрез на большую глубину, да ещё и с высокой чистотой?
Или скажем, вырезать из закалённой стали (или даже вольфрама!) сложную, фигурную деталь, так же легко, как ребёнок выстругивает из деревяшки фигурку? То-то и оно…
И тут нам на помощь придёт электроэрозионная обработка.
▍ Физика процесса
Своё начало эта обработка берёт ещё с 1938 года, с опытов советского учёного Юткина, который обнаружил, что электрические разряды в жидкостной среде сопровождаются целым рядом физических явлений, среди которых: высокие температуры, ударные волны (распространяющиеся со сверхзвуковой скоростью), сверхбольшие давления, достигающие 100 000 атмосфер и более, а также ряд других.
В дальнейшем результаты его опытов были развиты другими учёными, что и привело к возникновению такого вида обработки, как электроэрозионная.
Заключается она в том, что вся обработка происходит в изолирующей жидкой среде, в роли которой выступают либо жидкие углеводороды (например, керосин, солярка), либо так называемая деионизированная вода, то есть, токонепроводящая, с высоким сопротивлением, где эффекты плазмы разряда воздействуют на обрабатываемую поверхность.
При превышении определённого порогового напряжения и приближении электрода и заготовки друг другу, происходит электрический пробой, который является результатом повышения напряжённости поля. Для типовых жидкостей, применяемых при данной обработке, напряжённость поля может достигать десятков мегавольт на метр.
Из-за разряда возникает ионизация промежутка между электродами, что приводит к началу протекания электрического тока, скорость нарастания силы которого может достигать сотен килоампер в секунду.
В результате этого, на обоих концах разрядного промежутка происходит оплавление материала, образование вогнутых «линз» расплава материала и вынос материалов распада в окружающую изолирующую среду, кроме того, происходит возникновение ударной волны, распространяющейся в жидкости и гасящейся ей.
Для эффективного протекания процесса необходимо удаление и фильтрация возникающего в процессе обработки шлама, иначе он будет приводить к снижению производительности, увеличивая проводимость жидкости и рассеивая энергию разрядов, так как она будет ещё тратиться и на электролиз. Если же производится сверление тонких отверстий или выпиливание узких пазов- необходимо ещё и принудительно «продувать» зону реакции жидкостью.
От количества импульсов электрического генератора зависит эффективность обработки. Смысл этого заключается в том, что чем больше импульсов, — тем больше будет обработанных разрядом участков поверхности в единицу времени (так как каждый импульс — это, по сути, дуга или ряд дуг между электродом и заготовкой). Однако здесь существует определённый предел, о чём написано ниже, в электрических характеристиках.
Особенностью процесса электроэрозии является то, что в результате этих разрядов, форма поверхности обрабатываемой заготовки со временем принимает форму электрода. Это означает, что в качестве электрода могут выступать разнообразные фигурные токопроводящие элементы. Например, можно согнуть металлическую ленту, на манер металлических фигурок для вырезания из теста и с помощью подобной фигурки, — вырезать из металла плоскую форму:
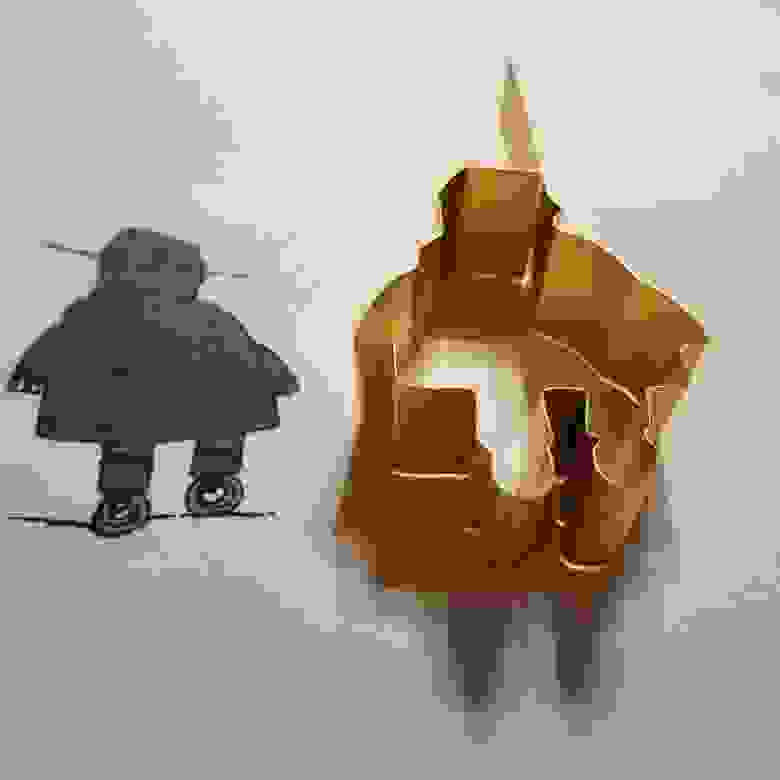
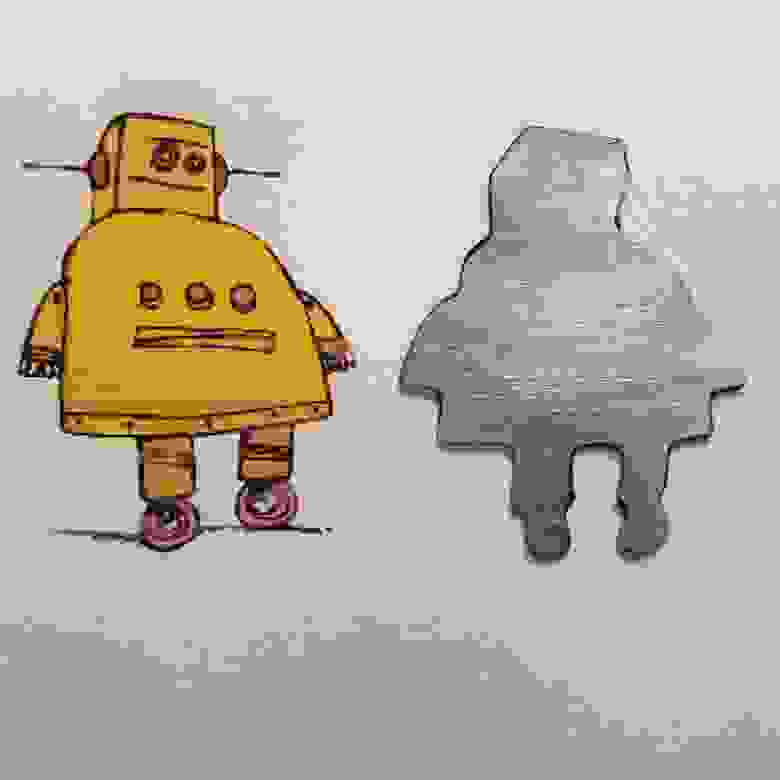
Картинки instructables.com
Кроме того, широко распространено сверление глубоких отверстий методом электроэрозии. Например, с помощью него возможно получение даже весьма глубоких отверстий, диаметром менее чем 0,3 мм. Существуют станки, специализирующиеся на этом, они носят название «супердрель»:
Говоря о возможной глубине получаемых отверстий, можно сказать, что с помощью цилиндрического электрода можно сделать отверстие на глубину до 20 диаметров, причём эта глубина может быть существенно увеличена, если при этом происходит быстрое вращение электрода или вращение заготовки. Также может применяться совместное вращение и того и другого. В результате чего, возникающие силы автоматически центруют инструмент по оси вращения заготовки, что позволяет избавиться от известной беды длинных тонких свёрл — увод сверла в сторону, при сверлении глубоких отверстий.
После сквозного просверливания, — необходимо дождаться, чтобы закончились искровые разряды и только потом доставать инструмент — иначе это приведёт к конусности отверстия.
Однако обработка эти методами не ограничивается только сверлением отверстий, широко применяется и фигурная резка с применением длинной тонкой проволоки. Процесс представляет собой перематывание проволоки-электрода с одной катушки на другую, что позволяет существенно уменьшить разрушающее воздействие разрядов на проволоку (в процессе её движения по траектории реза):
При этом механическая прочность заготовки значения не имеет, имеет значение только её токопроводность.
Что позволяет легко вырезать даже закалённые стали:
Сочетание этих двух методов позволяет добиться поистине потрясающего результата. Например, в видео ниже, было предварительно просверлено сквозное отверстие посередине заготовки, длиной в 650 мм; после чего, сквозь отверстие протянута проволока и произведена её фигурная сложная резка: Кстати говоря, метод электроэрозии позволяет получать почти идеально совпадающие друг с другом пуансон и матрицу для штамповки.
▍ Материалы электродов
В качестве материалов для изготовления электрода обычно применяют те, что позволяют обеспечить приемлемую себестоимость процесса при хорошем качестве. Этим требованиям при чистовой обработке, в электроискровом режиме наиболее полно отвечает медь, латунь; для электроимпульсного режима используют алюминиевые, цинковые сплавы. При электроконтактной обработке используется медь, латунь, чугун, сталь.
По возможности следует выбирать металлы с мелкозернистой структурой — благодаря их повышенной прочности.
Кстати сказать, возможно, здесь будет уместно использование сварочной порошковой проволоки, однако, это требует своего эксперимента.
Электрические характеристики процесса
Среднее значение напряжения, которое применяется для обработки, составляет:
- 48–180 В — для электроискрового режима;
- 18–36 В — для электроимпульсного;
Контактная обработка в жидкой среде обычно проходит при диапазоне напряжений, в пределах: 18–40 В. В воздушной среде: 3–12 В.
Средний ток короткого замыкания зависит от потребностей в финальном качестве получаемой поверхности и материала, который обрабатывается.
Черновая обработка стали происходит при диапазоне 20–120 А; чистовая обработка производится при 0,5–5А; обработка твёрдых сплавов происходит в диапазоне 0,05–0,2А.
Для эффективной обработки импульсы электрического тока должны следовать с большой частотой. Например, черновая обработка стали производится при частотах: 200–10^5 мкс, чистовая обработка производится при частотах 5–200 мкс. Для твёрдых сплавов эта частота ещё понижается на 2–3 порядка.
Говоря о производительности всего процесса в целом, теоретически, его можно было бы представить как произведение суммы импульсов и их частоты. Однако это будет не совсем верно, так как в процессе прохождения разрядов через межэлектродный промежуток, существенно меняются физические условия для последующих разрядов. Одним из осложняющих факторов является возникновение пузырьков газа, в изобилии возникающих в этом процессе. Поэтому при каком-то пороговом значении частоты импульсов, производительность будет снижаться, так как только часть импульсов будет использоваться для разрушения материала заготовки, другая часть же будет пропадать впустую, так как пробой газового промежутка требует гораздо большего напряжения.
Таким образом, можно сказать, что залог производительности лежит подборе оптимального соотношения энергии импульсов, мощности, а также частоты их следования.
Также, необходимо учитывать, на какую поверхность по площади воздействует импульс. Например, при обработке малых по площади поверхностей, может сложиться такая ситуация, что газовые пузыри будут существовать по времени до 10 раз дольше, чем продолжительность импульса. Это всё существенно понизит производительность. Решением в таком случае является увеличение напряжения, чтобы его хватило для пробоя газовых промежутков в пузырьках газа.
Говоря об импульсах, то они должны следовать друг за другом и быть одинаковой формы. Форма импульсов обычно бывает многоступенчатой: на начальном этапе происходит искровой пробой, после чего загорается уже рабочая дуга.
Очень сильно похоже на работу сварочного инвертора, правда? Возможно, здесь существует потенциал для самодельщиков — произвести соответствующий апгрейд сварочного инвертора, для использования его в целях электроэрозионной обработки. Тем более, подобные инверторы уже изначально настроены на работу в нескольких режимах, имеют плавную регулировку силу тока и прочие «плюшки». Однако на этот вопрос требуется ответ знающих, так как это просто предположение.
▍ DIY-проекты
Интернет далеко не изобилует проектами самодельщиков на эту тему. Сложно сказать, с чем это связано, возможно, со специфичностью темы.
Однако, некоторые из них всё же заслуживают своего внимания, как например — вот этот, где на базе бывшего 3D принтера был собран электроэрозионный станок, позволяющий проделывать отверстия с использованием цилиндрического электрода и не только. Проект вполне успешно завершён. Плюсом для изучения его является наличие большого количества экспериментального видео:
Полная электрическая схема установки:

Картинка hackaday.io
А так же программное обеспечение для генерации g-кода для аппарата.
Ещё одним достаточно любопытным проектом является проект по использованию электроэрозии для производства печатных плат:
Картинка hackaday.io
Проект автором ещё не завершён, однако сама концепция, наверное, вполне стоит того, чтобы присмотреться к ней повнимательнее, так как достаточно много начинаний, которые используют для ЧПУ-создания печатных плат либо CO2-мощный лазер (излучение которого, однако, не поглощается медью и приходится прибегать к различным ухищрениям, вроде намазывания поверхности специальными поглотителями), либо использование безумно шумных и пыльных высокооборотистых шпинделей для физического срезания меди. Подход же этого проекта позволяет создать (если его довести до ума) — достаточно бесшумное, недорогое и непыльное устройство для изготовления печатных плат.
Однако, самым оригинальным, на мой взгляд, является достаточно свежий проект, июля 2022 года — электроэрозионный токарный станок, который позволяет как «вытачивать» детали:
Так и фигурно их нарезать несмотря на то, что они представляют собой заготовки из высокопрочной инструментальной стали: Подытоживая, хочется сказать, что сфера применения электроэрозии весьма широка и не ограничивается только перечисленными здесь. Применение же самодельных устройств, использующих принцип электроэрозионной обработки, может существенно расширить возможности любого самодельщика, — от производства печатных плат до сложной фигурной резки металлов, с использованием достаточно недорогого самодельного станка. Рамки статьи не позволяют должным образом подробно осветить все вопросы, касающиеся электроэрозионной обработки, однако заинтересовавшиеся могут найти здесь большое количество литературы на данную тему, в том числе — электрические схемы генераторов импульсов.
Telegram-канал и уютный чат для клиентов

