Anycubic Photon Mono X: фотополимерный 3D-принтер
Основанная в 2015 году компания Anycubic известна как производитель недорогих 3D-принтеров, аксессуаров и расходных материалов к ним. Хорошее соотношение цены и качества их продукции, а также постоянное совершенствование и обновление модельного ряда обеспечили популярность у энтузиастов 3D-печати.
Мы рассмотрим один из выпускаемых этой фирмой принтеров Anycubic Photon Mono X, работающий с фотополимерными смолами. Впоследствии расскажем и об устройствах Wash&Cure для постобработки, а также о предлагаемом компанией ПО.
Общие представления о фотополимерных 3D-принтерах
Еще несколько лет назад в бюджетном сегменте 3D-печати практически безраздельно царствовали принтеры, основанные на технологии FDM (или FFF, в них модель создается послойным нанесением нитей расплавленного термопластика), которые в немалом количестве были рассмотрены на страницах нашего сайта.
Сейчас ситуация поменялась: всё чаще предлагаются устройства, которые исторически были первыми — с технологией SLA, или стереолитографией, поэтому и файлы с объектами для 3D-печати до сих пор имеют название STL (от stereolithography). Подобные принтеры долгое время были недоступны массовому пользователю из-за высокой цены.
В таких принтерах жидкий фотополимер (смола, англ. resin), налитый в ванночку, послойно засвечивается в нужных местах ультрафиолетовым излучением и отверждается, затем платформа, на которой формируется модель, чуть смещается по вертикали, «рисуется» следующий слой, и так до полного построения изделия.
Разновидности фотополимерных принтеров
Сначала надо немного разобраться с названиями.
Для засветки может использоваться УФ-лазер, луч которого отклоняется системой горизонтальной развертки и построчно пробегает весь срез модели, засвечивая нужные места; при этом достигается очень высокое качество печати, но время изготовления получается большим. Строго говоря, именно такой метод и называется SLA — лазерная стереолитография, хотя эту аббревиатуру часто используют для обозначения принципа работы любого 3D-принтера, основанного на полимеризации в ванне.
А есть и «ответвления», в которых весь слой засвечивается сразу, что обеспечивает существенно более высокую скорость печати, хотя и за счет некоторого снижения качества. Для этого могут использоваться те же методы, что и для формирования изображения в мультимедиа-проекторах: DLP с матрицей микрозеркал и LCD с ЖК-экраном, пропускающим УФ-излучение для засветки слоя в нужных местах (у них есть и второе название: mSLA, или масочный SLA).
Самыми доступными по цене являются именно LCD-принтеры, хотя у них есть ряд существенных недостатков. Назовем два, первый — качество печати хуже, чем у лазерных SLA и DLP; второй — ограниченный срок службы ЖК-экранов, который, судя по отзывам, исчисляется максимум 1–2 тысячами часов (речь именно о часах работы экрана, а не принтера).
Технологию LCD как раз и использует рассматриваемая нами модель Anycubic Photon Mono X.
FDM или LCD?
Теперь сравним с FDM-принтерами.
Главный и важный для каждого плюс FDM — гораздо более низкая стоимость расходных: килограммовая катушка пластиковой нити ABS на сайте Anycubic минимум вдвое дешевле, чем бутыль с килограммом УФ-смолы.
Кроме того, за десятилетие широкого использования FDM накоплен и предлагается для печати очень богатый ассортимент материалов с самыми разными свойствами, а УФ-смолы пока этим похвастать не могут, и в общем случае можно сказать, что изделия из термопластиков прочнее, чем из фотополимеров. Да, регулярно появляются смолы с новыми свойствами, но цены на них просто пугающие; наверняка со временем ситуация изменится в лучшую сторону, однако это будет отнюдь не завтра.
А еще у FDM-принтеров меньше ограничений по объему рабочей области: сегодня вполне доступными являются устройства, позволяющие изготавливать объекты с размером до метра по любой оси — конечно, они не рассчитаны на домашних пользователей (и по цене тоже), но если достаточно 40–50 сантиметров, то подобные модели по карману даже энтузиастам с ограниченным бюджетом. Существуют и фотополимерные принтеры большого объема, но это промышленные установки, которые доступными назвать никак нельзя.
Наконец, постобработка, то есть действия, необходимые для «доведения до ума» изделий после извлечения из принтера: объем таких работ у FDM существенно меньше, а порой они и совсем не нужны либо минимальны, к тому же для их проведения не требуется такого количества расходных материалов (растворителей), как для SLA, где постобработка является непременным этапом. Эти растворители гораздо дешевле смолы, но в потребных объемах обойдутся отнюдь не в копейки, что еще больше увеличивает себестоимость изготовленной продукции.
Надо добавить и про комфортность работы: запах при печати есть и у FDM-принтеров, но фотополимеры и растворители пахнут гораздо сильнее, поэтому помещение, где изготавливают что-либо на устройстве SLA, должно хорошо проветриваться. Кроме того, при манипуляциях с изделием, только что извлеченным из принтера или из контейнера с промывочным растворителем, остатки жидкостей могут капать на окружающие поверхности, и требуется предельная аккуратность. Работать настоятельно рекомендуется в перчатках и маске (лучше даже не в дешевенькой, как в комплекте, а в более серьезной), не помешают и очки для защиты глаз, всё это также не добавляет радости, но увеличивает расходы.
Наконец, различных отходов при работе с SLA получается гораздо больше, причем часть из них (те же использованные растворители) не самая безопасная, да еще и весьма «ароматная».
В достоинства SLA-принтеров запишем более высокое качество печати, причем даже у недорогих аппаратов с LCD. И, что очень важно, достигается оно не за счет непомерного возрастания времени печати, которое, например, наблюдается у FDM-принтеров при уменьшении толщины слоя. Да и минимальное значение этого параметра даже у недорогих аппаратов SLA часто бывает меньше, чем у продвинутых FDM.
Справедливости ради отметим: о скорости нельзя говорить однозначно. Во-первых, многое зависит от параметров печати и особенностей изделия — например, узкие высокие образцы быстрее печатаются на FDM (хотя с очень высокими могут быть проблемы, связанные с особенностями этой технологии), а на SLA — широкие и низкие или несколько небольших за один сеанс. Во-вторых, не будем забывать про постобработку: даже если в конкретном случае сама печать фотополимером происходит быстрее (особенно в вариантах DLP, LCD), то необходимые дополнительные действия могут сделать полное затраченное время заметно бо́льшим, чем в случае с FDM.
Поэтому нельзя сказать, что одна технология отменяет другую: и у FDM, и у SLA (в широком понимании, включая DLP и LCD) остаются свои ниши. Но радует уже сам факт того, что в бюджетном сегменте есть выбор.
Параметры, комплектация, расходные материалы
В таблице представлены заявленные характеристики, взятые с сайта производителя.
| Технология | SLA на основе LCD (ЖК-дисплея) |
|---|---|
| Источник света | высококачественная нить накала 1) (длина волны 405 нм) |
| Материал для печати | УФ-смола 405 нм |
| Разрешение XY | 0,050 мм, 3840×2400 (4K) |
| Разрешение оси Z | 0,01 мм |
| Толщина слоя | 0,01—0,15 мм |
| Рабочая область (Ш×Г×В) | 192×120×245 мм |
| Скорость печати | макс. 60 мм/ч |
| Потребляемая мощность (номинальная) | 120 Вт |
| Сенсорный экран | цветной, диагональ 3,5″ (8,9 см) |
| Возможности подключения | порт USB-A (f) для накопителей, Wi-Fi |
| Размеры (Ш×Г×В) | 290×270×475 мм |
| Вес нетто | около 10,75 кг |
| Описание на сайте производителя | anycubic.com anycubicofficial.ru (указан в качестве официального на anycubic.com) |
1)так на сайте (русскоязычном, на английском «high-quality filament»), а в инструкции иная информация: «UV-LED» (УФ-светодиод).
В комплекте, помимо самого принтера и внешнего блока питания, целая куча всяких полезных мелочей: маска для лица (самая обычная, какую мы надеваем во время пандемии при посещении общественных мест), три пары резиновых перчаток, пять одноразовых бумажных фильтров-воронок, защитная пленка для ЖК-экрана с салфетками для протирки, несколько запасных винтов, инструменты — три ключа-шестигранника и два скребка-шпателя, пластиковый и металлический.


Имеется USB-флешка с ПО, документацией и двумя моделями для пробной печати, буклет с информацией по сборке на английском и китайском языках и юстировочный лист для правильной установки нулевого положения платформы.

Всё это хорошо упаковано, хотя сама коробка невзрачная — из самого обычного картона без всякого оформления. Если судить по отзывам владельцев, заказывавших принтер с доставкой, даже не отличающаяся бережным отношением к посылкам Почта России привозила товар в целости и сохранности, хотя зачастую в изрядно помятой коробке.
На сайте производителя принтер предлагается в нескольких вариантах поставки: минимальный — только сам принтер в указанной комплектации, либо с дополнениями: 0,5 или 1 кг смолы (без выбора вида и цвета), а также с устройством постобработки Wash&Cure Plus (его мы тоже рассмотрим впоследствии). Сложно сказать, будет ли дешевле покупать расширенным комплектом, поскольку для смолы не указан тип (в зависимости от него цены могут сильно отличаться), а во время нашего тестирования на сам принтер и Wash&Cure сайт производителя предлагал серьезную скидку, и покупка этих устройств как вместе, так и по отдельности обходилась в совершенно одинаковую сумму 429+229 USD; что будет дальше, когда/если скидка закончится, мы предсказывать не беремся.
Основным и очевидным расходным материалом является смола, в состав которой входят мономер (с добавками для придания нужных свойств, включая цветной пигмент) и фотоинициатор для отверждения УФ-излучением с длиной волны 405 нм. Компания Anycubic предлагает разные виды смолы, включая стоматологические и на растительной основе (биоразлагаемые), почти все в нескольких вариантах цвета. Поставка — в пластиковых бутылках по 0,5 и 1 кг, цены на момент написания обзора начинались от $32 за килограмм, для некоторых разновидностей предлагаются наборы из двух и трех килограммовых бутылок, которые в пересчете на 1 кг получаются дешевле.
Нам досталась смола серого цвета на растительной основе:

Также надо упомянуть FEP-пленки — прозрачные для УФ-излучения листы, которые образуют дно ванночки для фотополимера. FEP означает фторированный этилен-пропилен или фторэтиленпропилен (ФЭП), иногда эти пленки называют тефлоновыми, и по свойствам ФЭП действительно близок к тефлону, который является политетрафторэтиленом (ПТФЭ или PTFE; верхняя граница рабочих температур у ФЭП ниже, однако в данном случае это не имеет значения)
В процессе работы, включая удаление остатков смолы после сеанса печати, эти пленки могут повреждаться, а потому требуют периодической замены. Пара таких пленок на сайте производителя обойдется в заметную сумму: почти $20; можно чуть сэкономить, купив сразу пять штук за $46,99, но всё равно получается немало.
Можно пользоваться «совместимыми» пленками; чтобы не промахнуться при выборе, укажем параметры «родной»: размер 240×165 мм, толщина 150 мкм; покупать надо пленку близкой толщины и не меньшего размера — «окно» в днище ванночки несколько меньше (около 22×14,5 см), но нужен запас на загибы для крепления.
Также предлагаются пленки с названием nFEP (или PFA, у Anycubic пока таких нет) — специально обработанные пленки FEP с более гладкой поверхностью, которые обеспечивают меньшую силу присасывания слоев к пленке во время печати, об этом будет сказано ниже. Такие пленки особенно полезны при работе с быстротвердеющими смолами.
Еще один аксессуар, который можно отнести к расходным материалам — защитная пленка для ЖК-экрана. Одна такая пленка с салфеткой для протирки есть в комплекте; почему-то на сайте anycubic.com такие пленки (5 штук, также с салфетками, цена $11,99) предлагаются для модели Photon Mono X 6K с чуть большей диагональю экрана — 9,25″, а у Photon Mono X экран 8,9″, но размеры по осям отличаются всего на несколько миллиметров, и вполне вероятно, что эти пленки подойдут и к нашему принтеру. Вот только на официальном российском сайте они почему-то не были упомянуты, да и вообще выяснилось, что купить «фирменные» защитные пленки у российских продавцов по вменяемой цене не так-то просто. Ну, а на китайских интернет-площадках доступны защитные пленки и для 8,9″, причем за разумные деньги.
Есть и запчасти: ЖК-экран (выше мы говорили, что срок его службы в LCD-принтерах не очень большой, и наличие таких экранов в списке аксессуаров подтверждает этот факт), рабочий стол (build plate, print platform, платформа; чаще всего еще один требуется для удобства при регулярной работе — одна деталь напечатана и вместе со столом помещена в Wash&Cure для постобработки, а на втором столе печатается следующее изделие), ванночка для смолы (еще одна также может понадобиться для удобства при постоянной печати разными смолами), есть даже плата с электроникой, а вот внешний блок питания не предлагается. Надо сказать, что все эти детали отнюдь не копеечные: ЖК-экран обойдется почти в треть от самого принтера, если судить по ценам производителя на момент написания обзора.
Этапы печати на фотополимерном принтере
Речь пока пойдет о собственно печати, без подготовки файла в слайсере и постобработки, и в самом общем случае, а подробности с конкретикой для принтера Anycubic Photon будут позднее.
Удаляем пыль с экрана (непременно проверяем, не осталось ли на нем следов фотополимера после предшествовавших работ) и с обеих сторон FEP-пленки ванночки (заодно оцениваем целостность пленки), лучше делать это безворсовой салфеткой, смоченной растворителем. Устанавливаем ванночку на место, закрепляем винтами.
Поверхность платформы тоже должна быть чистой, можно ее обезжирить, протерев растворителем. Это важно в том числе потому, что только что сформированный и засвеченный слой присасывается к FEP-пленке, для его отрыва при подъеме платформы в положение формирования следующего слоя потребуется некоторое усилие, и этого усилия в некоторых случаях бывает достаточно, чтобы оторвать уже напечатанную часть модели от платформы.
Взбалтываем в бутылке смолу (при длительном хранении пигмент может оседать) и наливаем в ванночку, не превышая максимальную отметку.
Если смола уже была в ванночке после предыдущей печати, перемешиваем ее шпателем (не металлическим, он может повредить пленку), обращая внимание на наличие твердых частиц — судя по отзывам, совсем мелкие крупинки не страшны, а при наличии более крупных смолу придется фильтровать: даже миллиметровый кусочек, попавший под платформу при печати первых слоев, может продавить и повредить FEP-пленку. Не должно быть и налипаний на эту пленку под слоем смолы, в этом следует убедиться, прощупывая шпателем дно ванночки.
Еще раз отметим: металлическим шпателем можно пользоваться только для снятия изделия с платформы, а для очистки FEP-пленки или для разглаживания защитной пленки при ее наклеивании на ЖК-экран нужен более мягкий — силиконовый или резиновый (вообще-то растворители агрессивны по отношению к резине, а изопропил растворяет силикон, но такие воздействия не происходят моментально). Пластиковый шпатель из комплекта Anycubic Photon очень жесткий, к пленкам им лучше не прикасаться.

Запускаем на печать заранее сформированный в слайсере файл с кодом для печати.
После формирования и засветки первого слоя платформа поднимается на несколько миллиметров, чтобы только что полученный слой оторвался от FEP-пленки (в этот момент может раздаваться отчетливо слышимый щелчок; у nFEP такой звук гораздо тише, его вообще можно не услышать — сила присасывания у этих пленок существенно меньше) и в область формирования вошел жидкий фотополимер, а потом опускается на то же расстояние за вычетом толщины нового слоя. После небольшой паузы для успокоения возможных колебаний жидкости изготавливается очередной слой, и так до полного формирования изделия.
В отличие от FDM-печати, отслеживать происходящее очень сложно, и дело даже не в наблюдении через колпак или полупрозрачные дверцы и стенки у некоторых моделей. В процессе печати можно увидеть разве что самые крупные огрехи, да и то не на начальных этапах, а более мелкие, но всё же весьма критичные, чаще всего удается разглядеть только по окончании процесса.
В принтерах обычно предусмотрена возможность приостановить печать, приподнять платформу и оценить получившееся, но это не будешь делать постоянно. Косвенно о нормальной печати можно судить по упомянутым в предыдущем абзаце щелчкам: если их нет, то, возможно, изделие просто оторвалось от платформы.
По окончании процесса поднимаем платформу повыше и даем стечь остаткам смолы. Затем приступаем к постобработке, соответствующие процедуры позднее будут описаны подробно.
Если предполагается, что следующая печать будет в обозримом будущем (через несколько дней, иногда говорят даже о паре недель), причем той же смолой, что использовалась сейчас, то ее остаток можно не сливать из ванночки, которую желательно накрыть непрозрачной крышкой, чтобы защитить как от попадания пыли и т. п., так и от возможной засветки.
Если же перерыв будет долгим, а также перед использовании другого фотополимера, смолу следует слить обратно в бутылку, но обязательно через воронку с фильтром — либо одноразовым, либо многоразовым (с мелкой металлической сеткой, который используется для красок).
Саму ванночку после этого следует очистить от остатков смолы безворсовыми салфетками с использованием растворителя.
Теперь, когда мы немного усвоили основные положения в теоретическом плане, переходим к описанию доставшегося нам принтера Anycubic Photon Mono X и к практическим действиям на его примере.
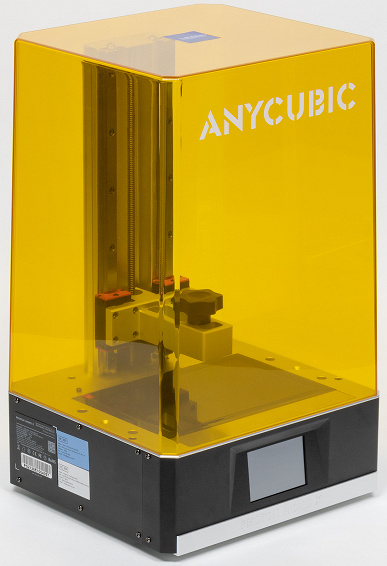
Особенности конструкции
Принтер имеет основание в виде короба, внутри которого находятся источник УФ-излучения, управляющая электроника и привод вертикальной оси. На выполненной из анодированного алюминия верхней плоскости расположен ЖК-экран размером 192×120 мм с разрешением 4К, который служит для формирования слоев, а на передней стенке — сенсорный дисплей для управления и отображения информации.



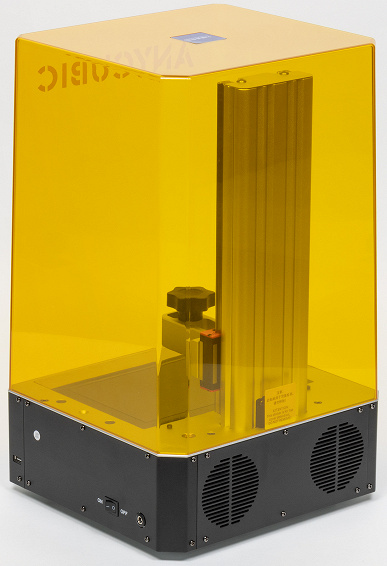
На правом боку сзади находятся разъем питания и механический выключатель, ближе к передней части — порт USB-A (f) для подключения флешки, с которой будут считываться сформированные с помощью слайсера файлы для печати. При установленной флешке тянуться к выключателю придется через нее, что чревато риском задеть и повредить.
Подчеркнем: хотя во многих описаниях продавцы пишут про «подключение по USB», в действительности такого нет — нужный для подключения к компьютеру порт USB-B (f) у принтера отсутствует, а имеющийся USB-A предназначен только для флешек.
Из основания вверх на 34 сантиметра выступает колонна оси Z, справа от нее подключается 4-сантиметровый штырек антенны Wi-Fi (внутри его разместить было нельзя: корпус-то металлический).

Весь объем закрывается колпаком из прозрачного желтого пластика, защищающего глаза окружающих от УФ-излучения. Высота всей конструкции получается почти полметра (47,5 см), но колпак придется надевать и снимать, для чего дополнительно потребуется минимум 36 см, что надо учитывать при выборе места для установки принтера.
В середине нижней задней кромки колпака есть наклейка, которая для определения его наличия используется предусмотренным в принтере оптическим датчиком. То есть в отсутствие колпака печать не начнется или приостановится, если он был снят во время печати (функцию можно отключить в меню, об этом ниже).
Владельцы отмечают: в процессе работы порой приходится браться за колпак руками в перчатках, испачканных фотополимером или растворителем, и поверхность колпака приобретает неэстетичный вид. Поэтому рекомендуется самостоятельно оснастить его ручками, примеры можно найти в интернете.
Чтобы не изгадить грязными перчатками еще и ЖК-экран при работе с меню, касаться его можно каким-то инструментом с тупым кончиком.
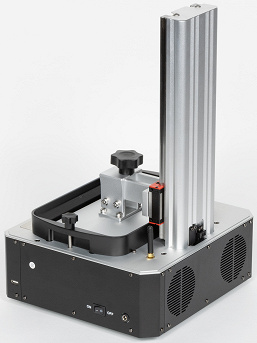
Для вертикального перемещения используется ходовой винт T8 (на него щедро нанесена смазка) и две рельсовые направляющие, закрепленные на колонне из толстого фигурного алюминиевого профиля. Рабочая платформа крепится к каретке одним винтом с большой пластиковой головкой.
Есть и второй оптический датчик для определения минимально допустимого нижнего положения платформы, он находится с внутренней стороны колонны и срабатывает от флажка, имеющегося на каретке.
Все элементы конструкции (с понятными исключениями) выполнены из металлов — стали, алюминия, и основание принтера получилось массивным, поэтому центр тяжести сильно вытянутой вверх конструкции находится низко, опрокинуть ее случайным толчком невозможно.
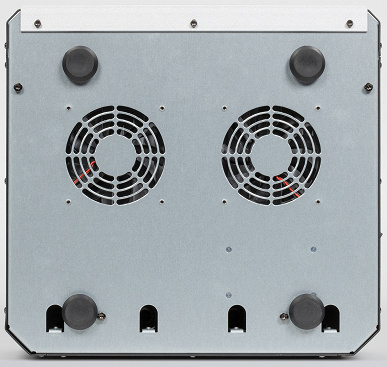
На днище предусмотрены резиновые ножки высотой 12 мм. Ножки на винтах, это можно и нужно использовать для выставления принтера по уровню — всё же речь идет о работе с жидким материалом.
Из алюминия сделана и ванночка для смолы, поэтому она довольно увесистая (теперь понятно, почему так высока цена дополнительной ванночки: алюминий нынче дорог). Лишь ее дно, которое должно быть прозрачным для УФ-излучения, сделано из туго натянутой на стальной рамке тонкой FEP-пленки, и вся эта конструкция получилась очень звонкой, не хуже бубна. К основанию она крепится двумя винтами с большими пластиковыми головками через отверстия в выступах на коротких сторонах.

Внутри ванночки на длинных боковых стенках сделаны отметки максимального уровня смолы, снизу имеются чуть выступающие резиновые ножки (они помогут правильной установке с использованием отверстий, имеющихся на верхней плоскости основания принтера), а один из углов оснащен «носиком» для слива остатков смолы.
Рабочий стол (платформа) также алюминиевый, его анодированная верхняя часть имеет скосы, способствующие стеканию смолы после выхода из объема, налитого в ванночку. А нижняя поверхность для лучшего прилипания моделей сделана слегка шероховатой, с характерным рисунком в виде «шашечек» (в ранних поставках вместо этого была просто фрезерованная плоскость).
Узел крепления платформы к каретке имеет систему юстировки из четырех болтов.
Перед началом работы посмотрим, что же находится внутри корпуса — тем более, что есть отмеченные выше разночтения относительно источника УФ-излучения.
Выясняется: никакой нити накала там нет, имеется плата с 40 светодиодами (матрица 8×5), снабженная системой рассеивающих линз. Такое решение явно призвано обеспечить более равномерную засветку по всей площади, чем от одного мощного источника, расположенного в центре, хотя и тут возможны негативные эффекты, связанные с разбросом параметров отдельных светодиодов.
Поскольку светодиоды сильно греются, плата закреплена на алюминиевом ребристом радиаторе, под которым на днище установлены два вытяжных вентилятора (24 В / 0,3 А, размер 80×80×10 мм; в отзывах владельцев упоминаются и немного другие вентиляторы — 24 В / 0,12 А), а на задней стенке еще два таких же нагнетающих.
Соответственно в местах их установки сделаны прорези, причем для задних вентиляторов предусмотрены фильтры из тонкого нетканого текстильного материала, для их обслуживания достаточно снять заднюю панель, открутив шесть винтов. Нижним вытяжным вентиляторам фильтры не нужны.
Для интересующихся всякими подробностями сообщим: маркировка у двигателя оси Z отсутствует.
Выносной блок питания большой и тяжелый, он рассчитан на ток до 6 ампер при напряжении 24 вольта и оснащен съемным входным кабелем, а выходной имеет длину 1,45 м и сечение 18AWG (0,82 мм²), с запасом соответствующее максимальному току.

Управление принтером
Цветной сенсорный дисплей имеет диагональ 3,5″ (8,9 см), область с изображением чуть меньше — около 8,5 см. Установлен он с небольшим наклоном, обеспечивающим удобство наблюдения для оператора, сидящего рядом. Углы обзора не очень большие, но вполне достаточные; к яркости и контрастности также особых претензий нет: изображение видно почти в любых условиях освещения, исключая разве что прямое попадание яркого солнечного света. Но без замечаний не обошлось: поверхность глянцевая, и в ней отражается то, что находится перед принтером.
Буквы и прочие символы достаточно крупные (с некоторыми исключениями), экранные кнопки тоже не мелкие, попасть в них пальцем не составляет труда.
Чувствительность к нажатиям средняя, а закреплен дисплей не очень прочно, он слегка подается внутрь при нажатиях пальцем, что сопровождается неприятным постукивающим звуком (не исключено, что это особенность нашего экземпляра). Еще один звук штатный — прикосновения сопровождаются слабым попискиванием, которое можно отключить в меню, хотя это вряд ли потребуется: писк тихий и совершенно не раздражающий.
Меню
Меню состоит из трех разделов: Print, System и Tools, отображаемых на «домашнем экране». На всех прочих страницах в правом нижнем углу есть кнопка с понятным символом для возврата на предыдущую страницу.
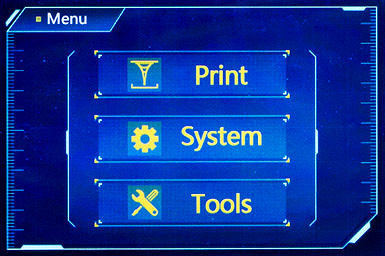
Начнем с системных установок; собственно, выбор предлагается только в Language — язык, английский или китайский. Если в купленном вами принтере после включения отображаются иероглифы, на экране выбора разделов (предыдущий скриншот) нажимаем строчку с шестеренкой, а на открывшейся странице — верхнюю строчку, язык сменится на английский.
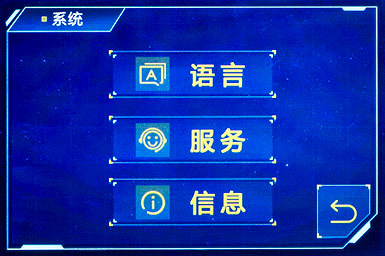

Абсолютно бесполезный пункт системного раздела — Service, он лишь отобразит URL сайта производителя.
А в пункте Info, как минимум, две полезных строчки: версия прошивки-firmware и IP-адрес (либо информация о состоянии подключения). Есть еще название модели (но его мы и так знаем, а если забыли, то оно крупно написано на декоративной накладке под дисплеем) и некий ID продукта (зачем он нужен, не поясняется, но это точно не серийный номер, который значится на наклейке слева сбоку).
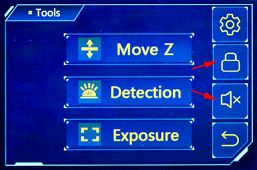
В разделе Tools три большие кнопки для входа в подразделы и три поменьше справа для управления некоторыми функциями (плюс четвертая для возврата).

Кнопка с шестеренкой позволит отрегулировать мощность УФ-излучения в пределах от 30 до 100 процентов, значения задаются вводом цифр с помощью экранной клавиатуры, появляющейся после нажатия строчки с текущим значением.

Кнопка с замочком задействует или отключает контроль установки защитного колпака, кнопка с динамиком управляет наличием звукового подтверждения нажатия (упоминавшегося выше попискивания).
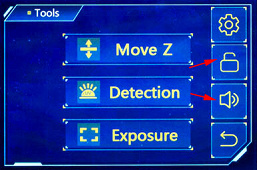
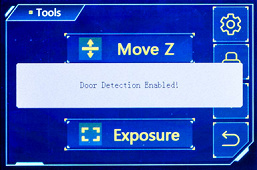
Подраздел «Move Z» управляет перемещением платформы вверх или вниз с шагом 0,1–1–10 мм: выбираем значение шага и нажимаем стрелку, соответствующую нужному направлению. Если требуется поднять платформу на несколько шагов, то можно не дожидаться, пока будет отработано очередное нажатие стрелки, а быстро нажать ее нужное количество раз. Для быстрой остановки перемещения предусмотрена кнопка с перечеркнутым кружком, а нажатие символа домика переведет платформу в исходную позицию для печати.



Здесь же устанавливается и сама эта исходная позиция кнопкой «Z=0», процедуру мы опишем.
Заметим: датчика предельной высоты нет, и если из меню пытаться поднять каретку как можно выше, она в какой-то момент с неприятным звуком упрется в верхнюю крышку колонны.
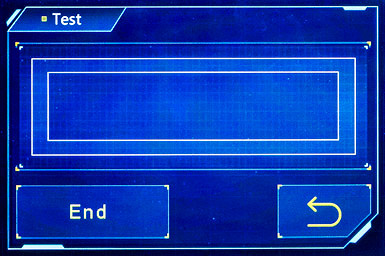
Следующие два пункта проверяют работу УФ-матрицы и LCD-экрана; судя по доступной инструкции, никаких иных функций, кроме тестовых, у этих действий нет. При этом наличие колпака не имеет значения независимо от состояния упоминавшейся чуть выше кнопки, поэтому напоминаем о необходимости беречь глаза.
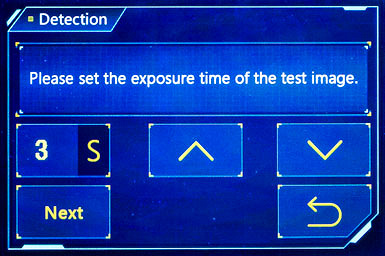
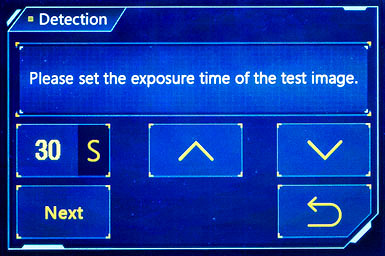
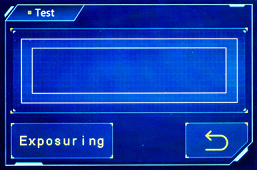
В Detection кнопками со стрелками задаем время в секундах и нажимаем Next, после чего на это время включаются вентиляторы и засветка, которая хорошо видна по краям, а в середине экрана формируется прямоугольник, который затеняет излучение.
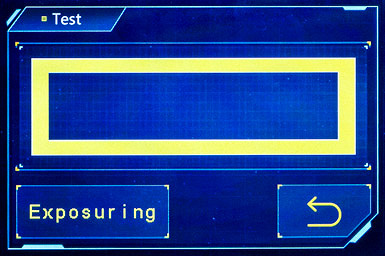
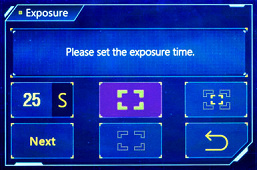
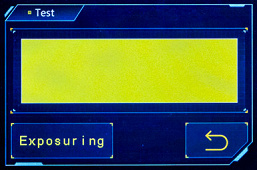
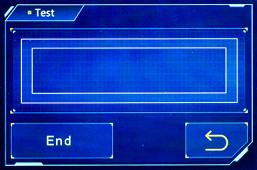
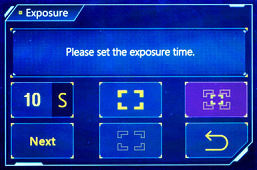
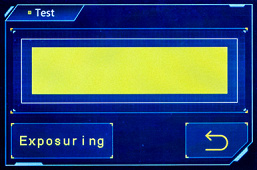
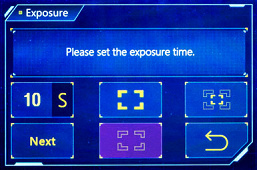
Exposure: засветка на 10 секунд (или иного интервала, задаваемого появляющейся при нажатии этого значения цифровой клавиатуры) либо всей площади, либо прямоугольника в середине экрана, третий вариант — полное затенение экрана; для выбора есть соответствующие кнопки.

Самый полезный раздел — Print. Помимо собственно печати изделий, из него осуществляются и некоторые сервисные функции: обновление прошивки и задание параметров для входа в беспроводную сеть.
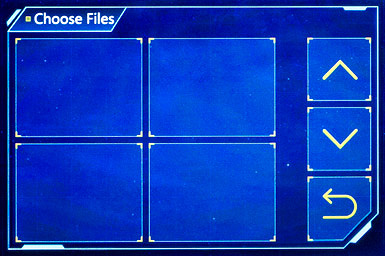
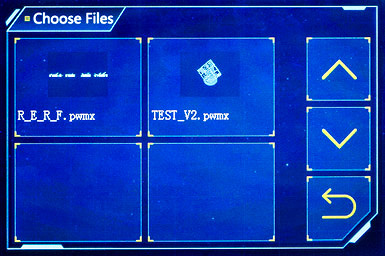
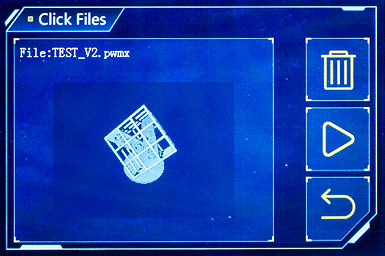
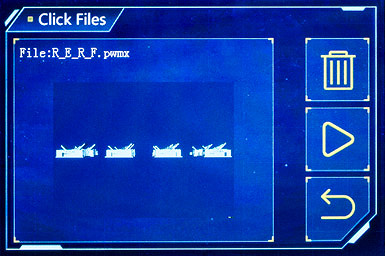
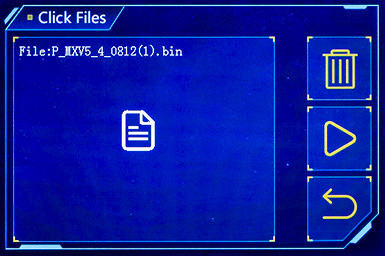
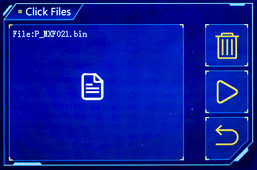
На первом экране этого раздела отображается имеющийся в корневом каталоге подключенной флешки набор файлов поддерживаемых форматов (с крошечными иконками, призванными показать содержимое файлов: разглядеть что-либо очень сложно, но сориентироваться можно). Если перечень файлов длинный, перемещаться по нему можно кнопками со стрелками; имеющиеся на флешке папки и неподдерживаемые файлы не отображаются.
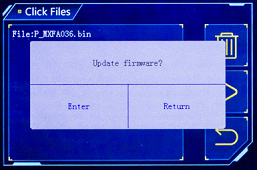
Клик по иконке файла переводит на страницу, где содержимое файла отображается чуть крупнее. Имеются кнопки для запуска печати (в процессе печати эта кнопка имеет другое назначение — пауза, символ на ней меняется), удаления файла и возврата дисплея в предыдущее состояние.
Обновление прошивки
Регулярно выходят новые версии: в нашем принтере, изготовленном в октябре 2021 года, была v3.4.8, а в феврале 2022-го на официальном сайте уже предлагалась v3.5.4.
Процедура обновления firmware простая, но интуитивно понятной ее не назовешь.
Скачиваем архив с прошивкой и видим в нем целых три файла с расширением bin:
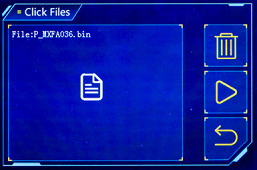
Не ленимся прочитать Read me.txt, где уточняется: сначала используем файл P_MXV5_4_0812(1).bin, затем по очереди пробуем P_MXF021.bin и P_MXFA036.bin — эти два файла предназначены для разных версий плат, которыми может комплектоваться принтер, и неподходящий попросту не «пропишется».
Записываем все файлы bin в корневой каталог флешки, подключаем ее к принтеру и переходим в раздел Print.

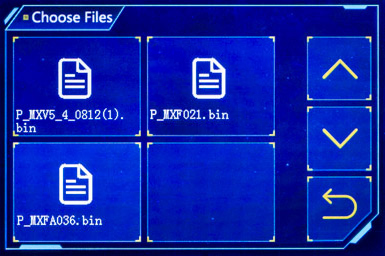
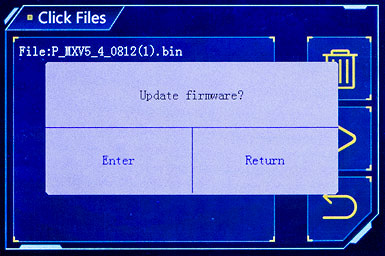
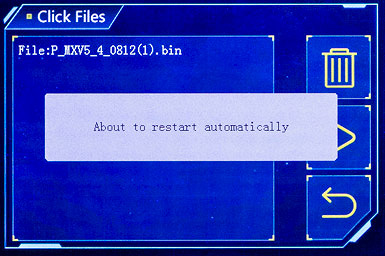
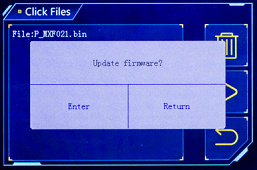
Выбираем P_MXV5_4_0812(1).bin и запускаем его на печать (с запросом подтверждения), о нормальном окончании процесса свидетельствует перезапуск принтера. Этот этап проходит быстро.
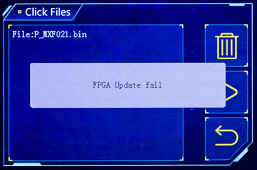
Затем пробуем один из оставшихся, если после запуска на печать отображается сообщение об ошибке — переходим ко второму файлу.
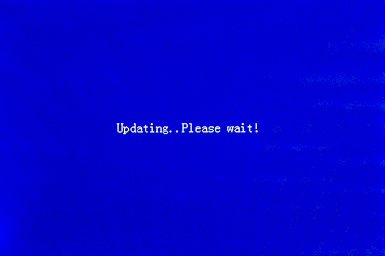
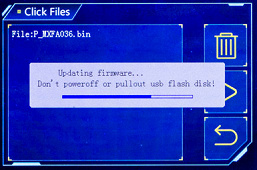
Прошивка в правильном случае занимает минуты две-три, на дисплее отображается прогресс-индикатор, по окончании также будет перезагрузка.
Убеждаемся, что версия поменялась:
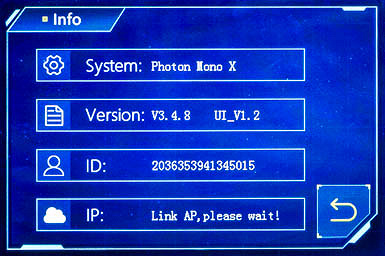 до
до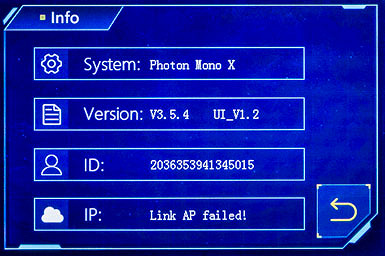 после
после
Приведенные скриншоты (кроме последнего) сделаны для исходной прошивки 3.4.8, каких-то отличий в меню после апгрейда до 3.5.4 не обнаружено. Комментариев относительно исправлений или полезных добавлений, появившихся в новой версии, мы также не нашли.
Владельцы порой жалуются, что не все флешки нормально читаются — с некоторыми прин
Полный текст статьи читайте на iXBT
