В мире сыпучего металла
В связи с тем, что в последнее время широко распространилась 3D печать и многие используют её в качестве промежуточного этапа для создания конечных изделий из металлов, попробуем разобраться, а только ли стандартный метод литья возможен для этого?
Из занимающихся 3d печатью, кто-то всё ещё лелеет мечту, а кто-то уже приступил к практическим опытам по созданию металлических деталей. Обычно для этого используют два метода: литьё по выплавляемой модели или литьё по выжигаемой модели. В первом случае, как легко можно догадаться, модель распечатывается на 3D принтере, после чего засыпается литейным составом (например, песком), утрамбовывается, и помещается в высокотемпературную среду, что позволяет выплавить из песчаной формы легкоплавкую модель. Таким образом, мы получаем пустотелый сосуд, который может принять в себя металл. Альтернативой является способ литья по выжигаемой модели, когда металл наливается прямо поверх легкоплавкого оригинала, который выгорает, соприкасаясь с высокой температурой расплава металла.
Однако существует альтернативный метод создания металлических копий, который заключается в использовании так называемой «порошковой металлургии».
Порошковая металлургия — технология получения металлических порошков и изготовления изделий из них (или их композиций с неметаллическими порошками). В общем виде технологический процесс порошковой металлургии состоит из четырёх основных этапов: производство порошков, смешивание порошков, уплотнение (прессование, брикетирование) и спекание.
Применяется как экономически выгодная замена механической обработки при массовом производстве. Технология позволяет получить высокоточные изделия. Также применяется для достижения особых свойств или заданных характеристик, которые невозможно получить каким-либо другим методом.
Порошковая металлургия существовала в Египте в III веке до н. э. Древние инки из драгоценных металлических порошков делали украшения и другие артефакты. Массовое производство изделий порошковой металлургии начинается с середины 19-го века. В 1826 году Пётр Григорьевич Соболевский и Василий Васильевич Любарский разработали способ аффинажа сырой платины и превращения её в ковкий металл.
Порошковая металлургия развивалась и позволила получить новые материалы — псевдосплавы из несплавляемых литьём компонентов с управляемыми характеристиками: механическими, магнитными, и др.
Изделия порошковой металлургии сегодня используются в широком спектре отраслей, от автомобильной и аэрокосмической промышленности до электроинструментов и бытовой техники. Технология продолжает развиваться.
Центральным процессом в этой технологии можно назвать непосредственно сам способ получения металлического порошка. Был разработан целый ряд таких способов, среди которых можно назвать:
- Механическое измельчение металлов в вихревых, вибрационных и шаровых мельницах.
- Распыление расплавов (жидких металлов) сжатым воздухом или в среде инертных газов. Метод появился в 1960-х годах. Его достоинства — возможность эффективной очистки расплава от многих примесей, высокая производительность и экономичность процесса.
- Восстановление руды или окалины. Наиболее экономичный метод. Почти половину всего порошка железа получают восстановлением руды.
- Электролитическое осаждение металлов из растворов.
- Использование сильного тока, приложенного к стержню металла в вакууме. Применяется для производства порошкового алюминия.
На эту тему есть хорошее «доброе старое» видео: В промышленных условиях специальные порошки получают также осаждением, науглероживанием, термической диссоциацией летучих соединений (карбонильный метод) и другими способами.
▍ Этапы создания изделий
Типовой технологический процесс изготовления деталей методом порошковой металлургии состоит из следующих основных операций: приготовление шихты (смешивание), формование, спекание и калибрование.
Приготовление смеси — это приготовление с помощью смесителей однородной механической смеси из металлических порошков различного химического и гранулометрического состава или смеси металлических порошков с неметаллическими. Смешивание является подготовительной операцией. Некоторые производители металлических порошков для прессования поставляют готовые смеси.
Формование изделий — осуществляется путём холодного прессования под большим давлением (30–1000 МПа) в металлических формах. Обычно используются жёсткие закрытые пресс-формы, пресс-инструмент ориентирован, как правило, вертикально. Смесь порошков свободно засыпается в полость матрицы, объёмная дозировка регулируется ходом нижнего пуансона. Прессование может быть одно- или двусторонним. Пресс-порошок брикетируется в полости матрицы между верхними и нижним пуансоном (или несколькими пуансонами в случае изделия с переходами). Сформированный брикет выталкивается из полости матрицы нижним пуансоном. Для формования используется специализированное прессовое оборудование с механическим, гидравлическим или пневматическим приводом. Полученная прессовка имеет размер и форму готового изделия, а также достаточную прочность для перегрузки и транспортировки к печи для спекания.
Спекание изделий — из однородных металлических порошков производится при температуре ниже температуры плавления металла. С повышением температуры и увеличением продолжительности спекания увеличиваются усадка, плотность, и улучшаются контакты между зёрнами. Во избежание окисления спекание проводят в восстановительной атмосфере (водород, оксид углерода), в атмосфере нейтральных газов (азот, аргон) или в вакууме. Прессовка в итоге в зависимости от материала и технологического режима, может превратиться в монолитное изделие или пористое спечённое изделие, технологическая связка при этом выгорает (в начале спекания).
Тут следует отметить интересный момент: существует вариант смеси для порошковой металлургии, где смесь составлена из 2-х компонентов, один из которых — более легкоплавкий. И при спекании температуру повышают ровно до того предела, чтобы «размягчить» более легкоплавкий компонент, чтобы он «смочил» окружающие его частицы более тугоплавкого материала, после чего спекание считается завершённым и ведётся остужение готового изделия (в соответствии с принятым за основу технологическим процессом). Таким образом, легкоплавкий компонент является своего рода «цементом», скрепляющим изделие. Плюсы: мы не затрачиваем усилия на плавление тугоплавкого материала, в то же время — изделие обладает его прочностью!
Калибрование изделий — необходимо для достижения нужной точности размеров, улучшается качество поверхности и повышается прочность.
▍ Преимущества и недостатки
Благодаря структурным особенностям (имеют более мелкоячеистую структуру, чем просто литьё) продукты порошковой металлургии более термостойки, лучше переносят циклические перепады температур и напряжений деформации, а также радиоактивного излучения.
Однако порошковая металлургия имеет и недостатки, сдерживающие её развитие: сравнительно высокая стоимость металлических порошков, необходимость спекания в защитной атмосфере, что также увеличивает себестоимость изделий порошковой металлургии, невозможность изготовления в некоторых случаях заготовок больших размеров, необходимость использования чистых исходных порошков для получения чистых металлов.
Порошковая металлургия широко применяется в различных отраслях и сфера её применения только увеличивается. Как было сказано ранее, основной выгодой при применении порошковой металлургии является отсутствие потребности в дальнейшей обработке деталей, например, на токарных и фрезерных станках по металлу. Такая экономия при широкомасштабном производстве является весьма существенной, так как обычно в отходы уходит от 20 до 80% металла от веса конечного изделия.
Тут следует оговориться, что финишная обработка всё равно может быть произведена в отдельных случаях, — целиком или частично. Например, чтобы выровнять части деталей, обращённые друг к другу и трущиеся в процессе эксплуатации:

Источник картинки: bizorg.su
При этом производительность труда возрастает более чем в полтора раза, а себестоимость конечных деталей получается приблизительно в 2,5 раза меньше, чем полученных стандартным способом, с применением металлорежущих станков. Кстати, тут следует отметить, чтобы при металлообработке образуются не только отходы самого обрабатываемого материала, но также происходит масштабный износ обрабатывающих резцов оборудования, стоимость которых может быть весьма существенной.
Кстати, раз уж мы упомянули о резцах металлорежущего оборудования, следует сказать, что и здесь нашлось применение порошковым технологиям: твердосплавные напайки на резцы и фрезы, использующиеся при металлообработке, — так же делают методом порошковой металлургии. Например, инструмент на основе спечённого карбида вольфрама начали использовать в середине 1920-х годов в Германии. При создании используется метод порошковой металлургии: мелкодисперсные порошки карбида вольфрама и связующего кобальта перемешиваются и затем прессуются в соответствующих формах. Спрессованные изделия спекаются при температуре, близкой к температуре плавления связующего металла.
В СССР такие твёрдые сплавы были впервые получены в 1929 г. и получили собирательное название «победит». Под ним спрятались такие известные твёрдые сплавы как: ВК4, ВК6, ВК8, ВК10, Т15К6, состоящих на 90% из карбида вольфрама в качестве твёрдой фазы, 10% кобальта в качестве связующей фазы и небольшого количества углерода. Обладают высокой твёрдостью (80—90 по шкале Роквелла (шкала А, HRA)) и применяются при изготовлении различного режущего инструмента — как в виде напайных и вставных пластин различной формы, так и цельного твердосплавного инструмента.

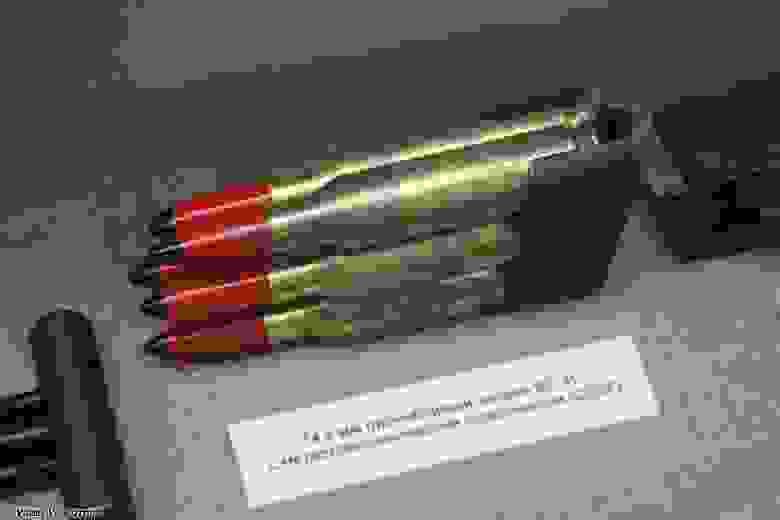
Разработанный твёрдый сплав сослужил хорошую службу и в годы Великой Отечественной Войны: использовался в бронебойно-зажигательном патроне БС-41 для ПТРД-41 (противотанковое однозарядное ружьё образца 1941 года системы Дегтярёва):
 Автор: Vitaly V. Kuzmin
Автор: Vitaly V. Kuzmin
Немецкие военные специалисты отмечали, что 14,5-мм ПТРД доставили значительные неприятности не только для лёгкой бронетехники вермахта, но и для танков — для защиты ходовой части от выстрелов из ПТРД на борта немецких танков и САУ пришлось навешивать дополнительные бронеплиты.

Среди некоторых изделий, получаемых методом порошковой металлургии, можно перечислить: разнообразные шкивы, валы и другие изделия машиностроительного производства, порошковая проволока (для полуавтоматических сварочных аппаратов).

Источник картинки: stankiexpert.ru
Ещё одним примером применения порошковой металлургии является изготовление нитей из вольфрама для ламп накаливания.

Источник картинки: pauk.top
Дело в том, что на момент появление первых ламп, использовавшиеся Эдисоном углеродные нити были недостаточно долговечными, и тогда инженеры обратили свой взор к вольфраму. Однако тут же столкнулись с проблемой: вольфрам является достаточно тугоплавким материалом и плавится при температуре более 3.650 К. Им удалось обойти эту проблему с помощью получения порошка вольфрама химическим путём, после чего этот порошок можно спрессовать, проковать и вытянуть с помощью волочения до необходимого сечения.
В настоящее время, усредненнный способ производства вольфрамовых нитей накаливания выглядит примерно так:
«Вольфрамовый порошок, применяемый для производства проволоки, должен иметь высокую чистоту. Обычно смешивают порошки вольфрама различного происхождения, чтобы усреднить качество металла. Смешиваются они в мельницах и во избежание окисления нагретого трением металла в камеру пропускают поток азота.
Затем порошок прессуется в стальных пресс-формах на гидравлических или пневматических прессах (5–25 кг/мм2). В случае использования загрязнённых порошков прессовка получается хрупкой, и для устранения этого эффекта добавляется полностью окисляемое органическое связующее. На следующей стадии производится предварительное спекание штабиков. При нагревании и охлаждении прессовок в потоке водорода их механические свойства улучшаются.
Прессовки ещё остаются достаточно хрупкими, и их плотность составляет 60–70% от плотности вольфрама, поэтому штабики подвергают высокотемпературному спеканию. Штабик зажимается между контактами, охлаждаемыми водой, и в атмосфере сухого водорода через него пропускается ток для нагрева его почти до температуры плавления. За счёт нагревания вольфрам спекается и его плотность возрастает до 85–95% от кристаллического, в то же время увеличиваются размеры зёрен, растут кристаллы вольфрама.
Затем следует ковка при высокой (1200–1500° С) температуре. В специальном аппарате штабики пропускаются через камеру, которая сдавливается молотом. За одно пропускание диаметр штабика уменьшается на 12%. При ковке кристаллы вольфрама удлиняются, создаётся фибриллярная структура. После ковки следует протяжка проволоки.
Стержни смазываются и пропускаются через сита из алмаза или карбида вольфрама. Степень вытяжки зависит от назначения получаемых изделий. Диаметр получаемой проволоки составляет около 13 мкм».
▍ Металлоглина
Исходя из всего вышесказанного, можно прийти к мнению, что занятие порошковой металлургией — это занятие «для взрослых парней» и совсем не предназначено для дома. Хотя бы даже из-за необходимости прессования металлических порошков (хотя, для маленьких изделий, возможно попробовать применить метод прессования с использованием гидравлического домкрата для подъёма легковых машин).
Однако это не совсем так. Существует один из её видов, который позволяет заниматься любителям без применения редких или особо дорогих приспособлений: использование «металлической глины».
В двух словах: это металлический порошок или смесь порошков, смоченные небольшим количеством воды до такой консистенции, чтобы предварительно хорошо перемешанная смесь представляла собой подобие обычной глины, которая может быть легко размята руками (в некоторые смеси добавляются ещё пластификаторы, которые затем испаряются).
Материал металлоглины является вариацией технологии порошкового спекания. Разработан металлургом компании Mitsubishi Materials Inc. Масаки Морикавой (англ. Masaki Morikawa) в 1990-м году. Товарная глина под торговым названием Precious Metal Clay (PMC) появилась в продаже в 1991 году. В 1994 году на рынок выходит ещё один японский производитель, Aida Chemical Industries Co. Ltd с материалом под торговой маркой Art Clay Silver.
Аналогов японским глинам не было до 2008 года, когда началась революция в производстве альтернативных (по типу металлов) глин. Пионером стал американский химик Билл Струв (англ. Bill Struve), разработавший метод карбонового обжига (восстановительный обжиг в кокосовом активированном угле) и первую в мире бронзовую глину под торговой маркой BronzClay (бренд Metal Adventures Inc.).
Следом были выпущены аналоги от Prometheus, Hadar Jacobson (первые порошковые глины Hadar’s), Metheor, Goldie Metals, Aussie Clay и т.д.
Сейчас каждая из компаний в своём ассортименте имеет различные линейки глин, а также виды фасовок — как в глине (для лепки), в пастообразной форме (для обмазки и склейки элементов), так и в шприцах (для мелкой пластики и ажурных изделий).
Металлическая глина может использоваться как материал для моделирования и лепки, вручную или с использованием текстурных матов (молдов). После высыхания (выпаривания воды из глины) изделия могут быть спечены различными способами, например, в муфельной печи, при помощи газовой горелки с пьезо- или ручным поджигом, или даже на газовой плите. Органическое связующее выгорает и металлические частицы спекаются в цельнометаллическое изделие. Усадка составляет от 6% до 30% в зависимости от используемого металла и производителя материала. Металлические глины по состоянию на 2018 год производятся множеством компаний по всему миру и бывают:
- Серебро (999 проба, 960 проба, 950 проба, 925 проба) — в виде глины, пасты, шприцов, бумаги;
- Золото (917 проба) — в глине и пасте;
- Бронза (много цветов) — в порошке и готовая, в глине, пасте и шприцах;
- Медь — в порошке и готовая, в глине, пасте и шприцах;
- Латунь — в порошке;
- Железо (много цветов) — в порошке;
- Сталь (много цветов) — в порошке;
- Мельхиор — в готовом виде.
Если кто желает почитать об этом подробнее, то может ознакомиться с книгой на англ. языке:

Процесс изготовления изделий из неё выглядит, в общем виде, следующим образом (для изделия из бронзы):
- приготовление металлической глины (смешивание металлического порошка с водой и разминание);
- помещение готовой глины в гибкую форму (например, силиконовую, которая, может быть даже создана самостоятельно — заливкой силиконом, распечатанной 3d модели!);
- извлечение готового изделия из силиконовой формы и сушка его в муфельной печи, при температуре порядка 100 градусов, в течение приблизительно 1 часа;
- предварительный обжиг, при температуре около 350 градусов, в течение получаса;
- засыпание изделия древесным углем и обжиг в течение получаса, при температуре порядка 900 градусов.
Если необходимо получить изделие жёсткое и прочное (мы всё ещё говорим о случае, когда работаем над бронзовой деталью), — после последнего этапа деталь извлекается из муфельной печи и охлаждается медленно на воздухе. Если необходимо, чтобы деталь была более податливой, — то охлаждение ведётся в воде.
Конечно, для изделий из разных металлов, температурные режимы и их продолжительность будут также отличаться, и это описание приведено лишь для общего понимания, как протекает процесс получения изделий на дому из металлической глины.
Таким образом, применительно к 3d печати, метод использования металлической глины может выглядеть так: 3d печать изначальной формы — заливка силиконом — извлечение из застывшего силикона ненужной уже 3d модели — формование в силикон металлической глины — извлечение глины из формы и её запекание.
После всего вышесказанного становится понятно, почему такое внимание уделяется разработке процесса быстрого и качественного получения металлических изделий с использованием 3D печати порошковыми металлическими материалами — так как это многократно облегчает процесс производства, устраняя ряд промежуточных этапов.
Автору же этой статьи наиболее перспективным процессом среди всех методов 3D печати порошковыми металлическими материалами видится способ спекания этих материалов с использованием электронного луча («Electron Beam Melting» или EBM): при таком способе электронный луч высокой энергии быстро пробегает большие площади порошкового материала (примерно как в старых ЭЛТ-телевизорах или мониторах), спекая их с высокой скоростью и хорошим качеством.
Спекание проходит в инертной газовой среде. Одной из интересных «фишек» этого процесса является возможность предварительного нагрева материала, когда электронный луч с пониженной энергетикой предварительно пробегает по всему материалу, повышая его температуру.
Для более глубокого ознакомления и общего развития, можно прочитать на тему спекания материалов в порошковой металлургии, книгу Я.Е. Гегузина — «Почему и как исчезает пустота».
В статье использованы в том числе открытые материалы wikipedia.org

