Почему практически бесполезно делать локомотив мощнее

То есть если нужно тянуть длинный товарняк, используется не более мощный и тяжёлый локомотив, а подцепляются вторая, третья или даже четвёртая секции.
В итоге производство локомотивов из растущего вертикально скачками благодаря НИИ превратилось в эволюционирующее постепенно, выигрывающее несколько процентов то тут, то там. И главные выигрыши сейчас — в экономике, то есть себестоимости и скорости серийного производства.
Давайте покажу завод «Уральские локомотивы» —, но не ту часть, где прекрасные Ласточки, а ту, где самый хардкор.

Вот так производство выглядит изнутри. Справа и слева — обрабатывающие центры, сверху — краны, на которых можно перемещать детали дальше.

Производство, мы идём в правую часть. Гламурная левая — для «Ласточек». Справа преимущественно сталь, слева преимущественно алюминий, и материалы стараются не пересекать.
Почему понадобились локомотивы вообще
Так исторически сложилось, что у нас с вами очень большая страна. В качестве кандидатов на логистические пути ещё при царе рассматривались дирижабельные трассы, железная дорога и речные пароходы. Уже тогда железная дорога эффективно обошла речной транспорт, а дирижабли что-то не взлетели. В итоге к концу СССР мы имеем одну из самых крупных в мире железнодорожных систем, от которой очень сильно зависит почти всё в стране.
Дальше с 1993 года по 2003 год парк тяги почти не обновлялся и быстро устаревал и амортизировался. К началу двухтысячных стало понятно, что объём перевозки грузов будет снова расти. Понадобилось много новых тепловозов и электровозов. Электровозы были нужны больше, поскольку их системный экономический КПД был выше. При этом у нас на тот момент было два стандарта электрификации — на переменном и постоянном токе. Постоянный достался нам ещё от царя (но в прод вошёл в СССР), а переменный — более современный стандарт. На переменном токе контактная сеть 25 кВ, а ток небольшой очень. На постоянном всё наоборот — 3 кВ, но при этом токи очень большие, поэтому частые пережоги проводов. Но, очевидно, перекладывать старую электрофикацию — почти космическая программа.
Первые электрифицированные участки начали появляться примерно в 1926 году. Была электричка под Баку, там электрификация была 1,2 кВ. Переменный ток появился в середине 50-х. Первые электровозы купили во Франции. Появился Н60 (ВЛ60) на ртутных выпрямителях. Из-за паров ртути было много проблем со здоровьем машинистов — это, в частности, к вопросу безопасности и эргономики рабочего места. Потом уже появились более современные выпрямители — ВЛ60К с «К» в конце, потому что кремниевые.

В СССР электровозы переменного тока делал Новочеркасский электровозостроительный завод, а для постоянного тока — Тбилисский завод. На 2003 год Новочеркасск был жив, а Тбилисский завод, скорее, нет. То есть они брали разовые заказы, выпускали локомотивы старых серий и вообще не входили в состав нашей страны.
В 2003 году понадобился новый завод, и его основали под Екатеринбургом, в Верхней Пышме. Напомню, Екатеринбург — это город-завод, куда в ВОВ эвакуировали очень много тяжелого производства из Москвы. Почти полный цикл производства материалов и компонентов рядом был — ну, если не считать таких штук типа электродвигателя или его прошивки, которые довольно тяжело отлить на оборудовании времён ВОВ. Позже «Группа Синара» и «Сименс» заключат союз, и у нас будет локализовано производство наиболее наукоёмких частей для разных поездов. Так старый завод сварных машиностроительных конструкций стал «Уральскими локомотивами».
Модификация ВЛ11
Первые заказы были на модификацию 30 старых добрых рабочих лошадок ВЛ11. В первую очередь туда были нужны новые микропроцессорные системы управления, плюс раз уж всё разбирали — несколько пропатчили кабину, чтобы она была комфортнее и соответствовала новым нормам труда. Тогда в 1998 году впервые для России и стран СНГ возникли нормы безопасности для сертификации подвижного состава. Кто-то понял, что замерзающий скрюченный машинист не в полной мере может сосредоточиться на работе, и появились требования по микроклимату и основным эргономическим параметрам рабочего места. В смысле, не то, чтобы всё было так плохо, но стало удобнее, просторнее, и локомотивы стали испытывать для диапазона температур +50 и -50 не только в плане «узлы не отказывают».
Фрагмент кабины ВЛ11 из музея железных дорог Екатеринбурга

Более современная кабина 2ЭС6
Гораздо важнее, что стояла задача набраться опыта модернизации ВЛ11 и разработать электровоз переходного периода. Стратегия РЖД подразумевала, что сначала будет выпущена некая времянка, которая закроет острую потребность в тяге, а потом уже придут перфекционисты и сделают нормальный электровоз. Поскольку в развитии РЖД работают здравые люди, и у них есть огромный НИИ для оценки долговременных параметров, уже тогда подозревали, что времянка будет постоянной, и поэтому хотели собрать все шишки как можно раньше на ВЛ.
Самое важное — локомотивы переходного периода всё ещё были с коллекторными тяговыми двигателями (следующее поколение поменяет движки), но уже с интегрированной микропроцессорной системой управления.

Локомотивы переходного периода 2ЭС6
На локомотив накатили все мелкие патчи, которые копились примерно последние полвека.
Увеличили комфорт локомотивной бригады.
Выросла сила и мощность — в первую очередь сила тяги. В локомотиве вообще главное не мощность, а его способность что-то за собой тащить (где что-то — это грузовые вагоны).
Появилась система самодиагностики и вообще куча микросхем площадью менее 1 квадратного метра. Это же изменило парадигму управления. Если раньше электровоз в плане устранения неисправностей в пути был похож на беготню с перемычками, которыми надо было отсекать участки цепей, то теперь он стал программно-управляемым, то есть машинист мог сделать всё с пульта.

Сейчас в производстве трёхсекционная «Синара» (2ЭС6). Одну секцию на практике никто не эксплуатирует, потому что для разворота нужен круг, а у нас в стандарте почти везде тупики, то есть нужно иметь кабину спереди и кабину сзади. Сцепка из двух секций даёт нужную силу тяги и возможность ездить в обе стороны. Если нужно больше тяги — в середину ставят третью бустерную секцию. Она принципиально такая же, как две другие, просто без кабины. Например, такие сцепки используются на Кузбассе для перевозки угля — для поездов до 12 тысяч тонн. Как правило, бустерную секцию из сцепки не вынимают, а просто эксплуатируют всё это вместе как один объект. Для самых тяжёлых участков используется две бустерные секции внутри, получается «квадрат» — четырёхсекционный электровоз.
И ещё из очень важного — к этому моменту уже улучшились материалы, и можно было переделать много узлов под новый сопромат. Появились новые стали, которые могли держать гораздо большую нагрузку большее время. А это дало возможность улучшить почти всё: и обычное поведение, и поведение в кривых, и во время набора и сброса тяги, и реакцию на удары от неровностей путей. Самое важное — усталостная прочность стали, по ней в сфере закладывается двойной запас.

Тележка для 2ЭС6
Ну и кое-что поменялось в самой архитектуре узлов. Если на Свердловской железной дороге у ВЛ11 бандаж надо менять на колесе и на колесной паре каждые 350 тысяч километров, то на 2ЭС6 надо менять его каждые 500 тысяч километров. Хотя бандаж там стоит тот же самый —, но из-за особенностей устройства лучше вписывается в кривые. Те же листовые рессоры заменены на более сложные, двигающиеся не только вверх-вниз, но и по горизонтали.
2ЭС6 выпущено 1155 штук, и он вполне нормально эксплуатируются на железных дорогах по всей стране.
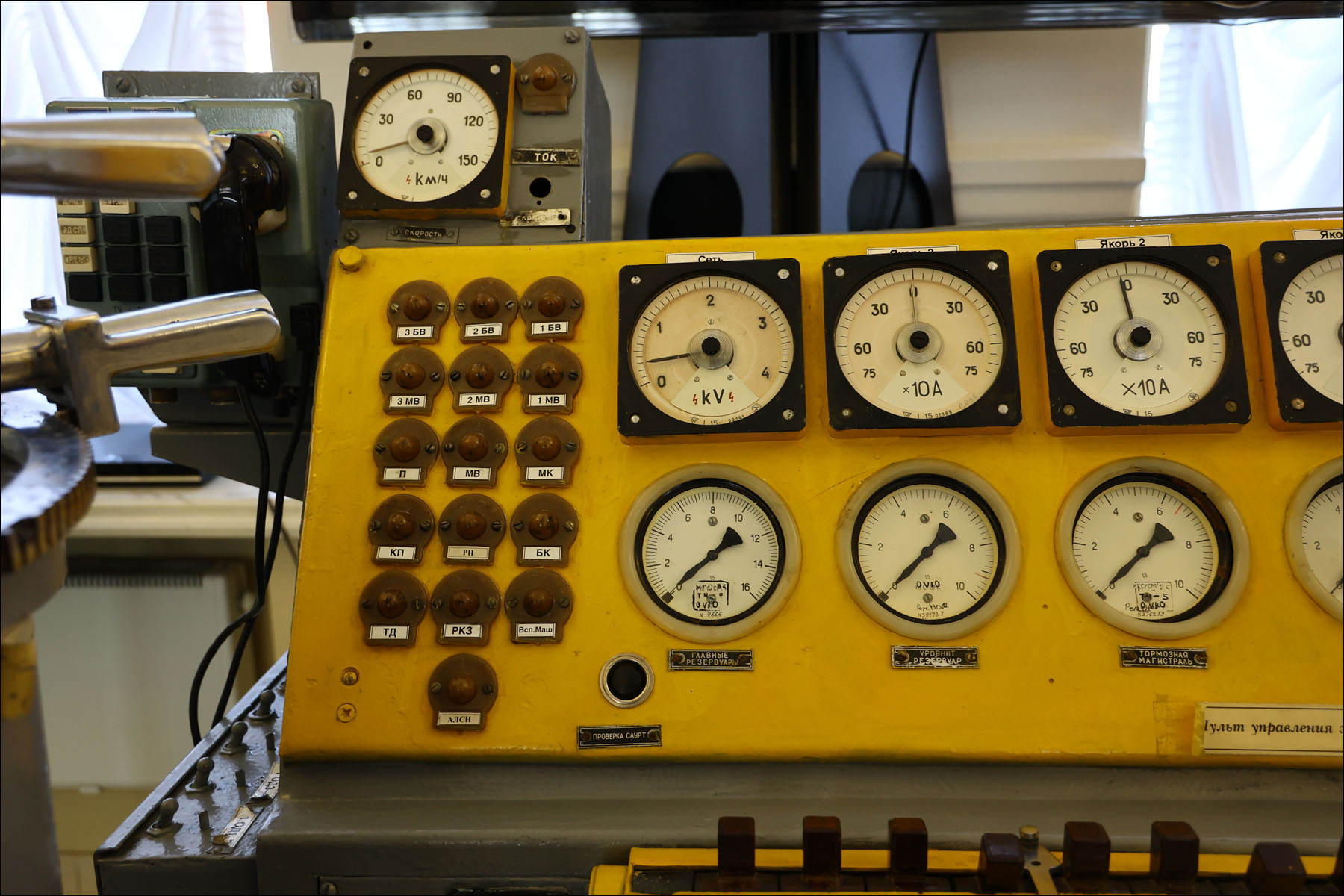
Вот так трёхсекционка выглядит сверху:

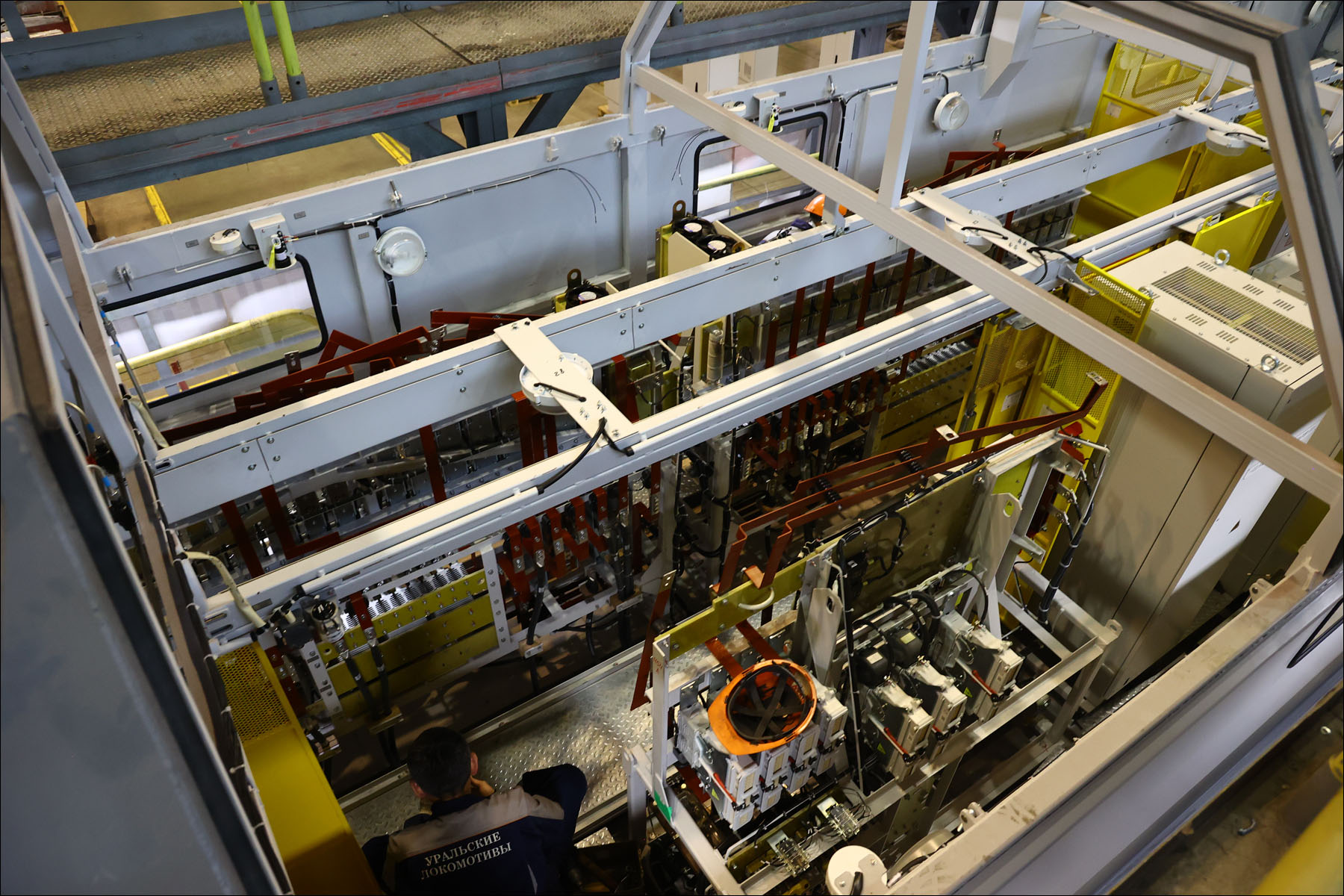
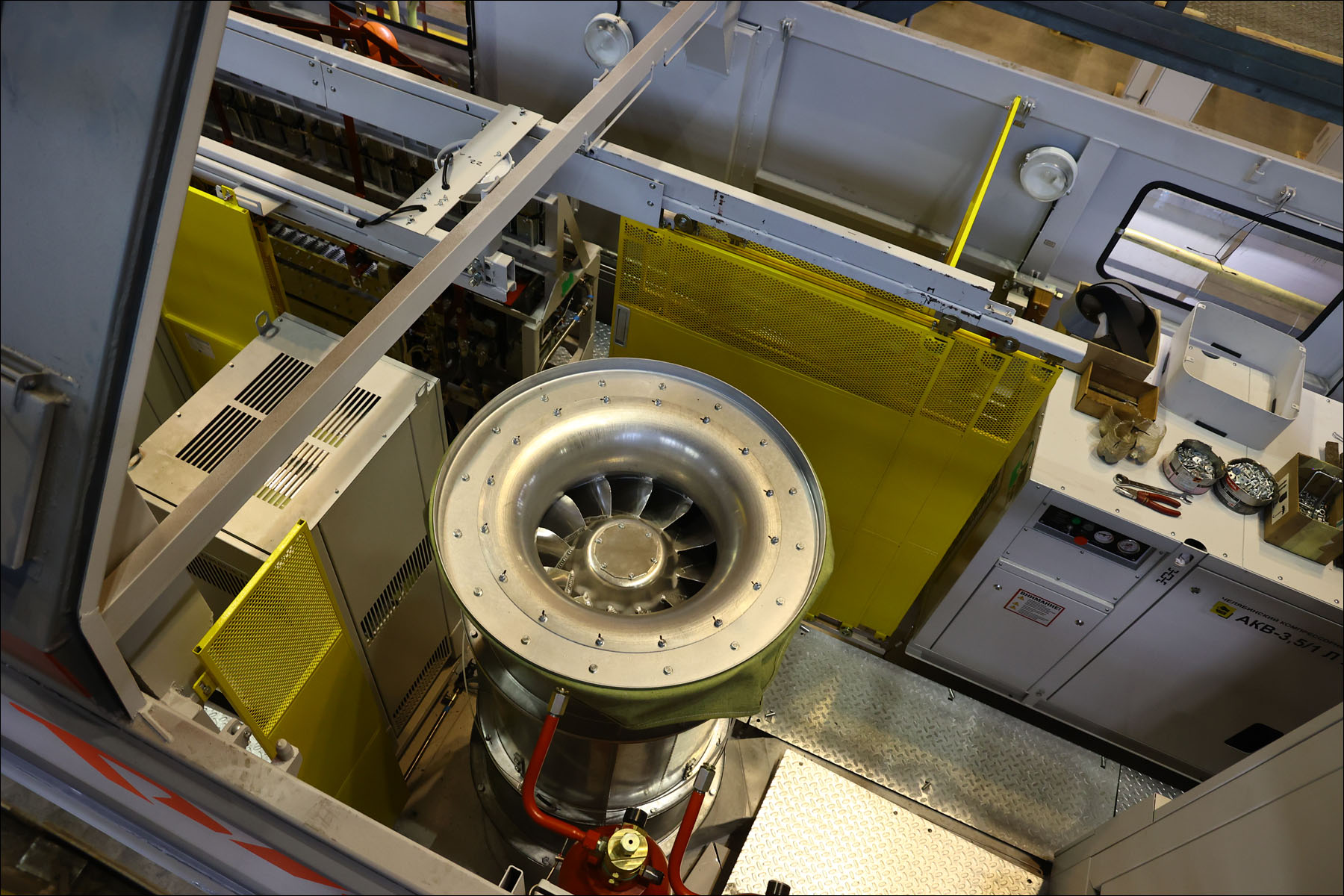


А это охлаждение:

Вот таблички ждут своего часа:

Конечно, я не удержался и заглянул в вентилятор:
Сварка аккуратная, потому что её делает робот. Красноватые метки — это приходил контроль качества и нанёс свой раствор.
А вот портрет робота-сварщика:

Рядом с ним работают и обычные мужики:


2ЭС10 «Гранит»
Следующее поколение — 2ЭС7 и 2ЭС10. 2 — это две секции (может быть и больше), ЭС — электровоз секционный, 6, 7 и 10 — тип. Художественное название получили тип 6 двухсекционный электрический — «Синара», и тип 10 двухсекционный электрический — «Гранит».
«Гранит» получился очень крутым на тот момент. Потому что он упёрся уже не в конструкционные особенности и недостаток технологий, а в те самые физические пределы по рельсам и ширине колеи.

Музейный экспонат: чем может кончиться излишняя нагрузка на головку рельса
В итоге как раз «Гранит» максимально соответствует задаче «перевозить максимум грузов минимумом единиц тяги». Плюс его можно было производить много, очень много — сейчас завод готов делать до 320 секций в год, то есть если делать только двухсекционки — 160 локомотивов в год. На конец весны произведён 171 «Гранит» и 12 2ЭС7.
К сожалению, для гордости патриотов это некоторый удар: главная наукоёмкая часть разработки как ЭС10, так и ЭС7 — это асинхронные приводы, которые привнёс «Сименс». Правда, собираются они сейчас уже в России в Санкт-Петербурге.
Асинхронные приводы дали более плавное регулирование тяги, чем приводы с независимым возбуждением (а они регулировались плавнее приводов первых поколений). Микропроцессорное регулирование дало возможность лучше работать с тягой — и это тоже сыграло на основную задачу. Там, где двухсекционный ВЛ11 везёт в номинале 4 тысячи тонн, новый может взять 5,5 тысяч тонн (у электровоза с приводом независимого возбуждения тяговых двигателей сила тяги лучше там реализуется, чем у обычного электровоза примерно на 12–14%, а у асинхронного выигрыш ещё до 12%). Разместить в тележке коллекторные движки больше чем 800–850 кВт не получается из-за текущих изоляционных материалов. На 2ЭС6 двигатель уже был мощностью 810 кВт, и дальнейшее развитие лежало уже только через асинхронный привод. 2ЭС6 — 5,5 тонн на 810 кВт, 2ЭС10 — примерно 4 тонны на 1050 кВт.
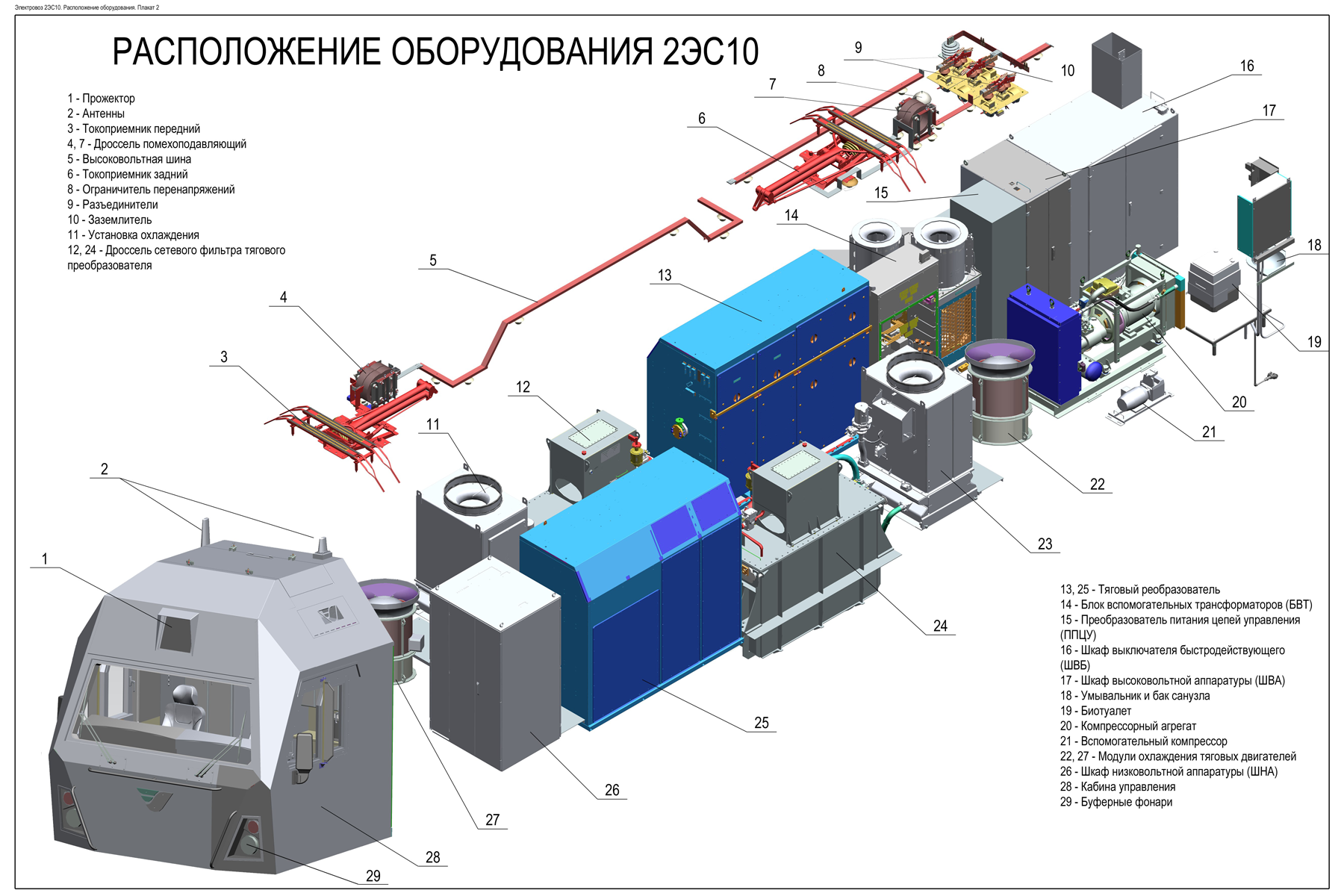
Схема расположения оборудования в 2ЭС10, изображение предоставлено пресс-службой «Уральских локомотивов»

Электродвигатель «Ласточки», просто оцените размер
Конечно, можно пойти и по другому пути — маневрировать количеством секций (сейчас дополнительные подцепляют на подъёмах) или же модернизировать сам путь, либо расширяя колею, либо меняя стали головки рельса. Но это, как вы понимаете, скорее, из области фантастики.
Ещё по мере прогресса электровозов менялось торможение — рекуперация, более точное управление. Это влияет на техническую скорость: пневматическое торможение вообще-то не даёт такую фичу как «сбросить скорость на 5 км/ч». Практика была такая: идёте вы на 80 километров в час, применяете торможение и через 7–8 минут едете уже 40. А вот задачи уровня «ехать с точно заданной скоростью через N минут» или «удерживать фиксированную скорость на спуске» решались очень примерно. Точное их решение даёт возможность выбирать оптимальные варианты движения — то есть экономить энергию.
Поменялось охлаждение. Более мощные машины потребовали индивидуальных вентиляторов на каждую тележку. В следующем поколении и на каждый двигатель вентилятор будет свой.
У коллекторных электровозов (2ЭС6) интервал между техобслуживаниями не очень большой, а у асинхронных в силу другой архитектуры обслуживание не через сутки происходит, а через 96–120 часов.
Ещё немного про завод
Вот примерно так выглядит сборка деталей локомотивов:

Отдельный центр обработки:

Завод создавался не по «советской» схеме полного цикла, а по европейской (или по довоенной московской), когда, например, то же литьё делается там, где с ним уже работают. То есть приезжает довольно много деталей высокой степени готовности. То, что критично для изделия, — изготавливается на месте, остальное дособирается. То есть если на ТВЗ оказалось проще собирать мебель для вагонов внутри комплекса, то тут те же электрошкафы приезжают готовыми.

Преобразователи собственных нужд для 2ЭС6
Из последних приобретений завода — новая покрасочная линия для крупных элементов. Вообще, окраска тут совершенно особенная, потому что наносится два слоя грунта и поронаполнитель, а только потом основной слой. До окраски элемент обрабатывается в дробеструйной камере. В комплексе 2 камеры для мелких деталей, 3 камеры для крупных узлов (рам тележек), моечная камера. До секции стоит дробеметная установка и дробеструйка, после — сушильная камера.
Если на всём заводе элементы и материалы двигаются кранами или перевозятся на погрузчиках, то в покрасочной линии есть своя транспортная система — элемент один раз подвешивается и едет до последнего. В старых камерах надо было двигать всё вручную.

Вот ручная окраска сложных участков. Краски используются водорастворимые.


Контроль качества
Качество контролируется по IRIS (ISO/TS 22163). Как обычно — входной контроль поставок, сквозной контроль (каждый следующий обрабатывающий центр — внутренний заказчик с требованиями по приёмке) и приёмочные испытания. Внутренний контроль автоматизируется, где можно — например, геометрия колёсных пар замеряется роботом с лазером (Calipri). На электрической пусконаладке стоит «Адаптроник» NT 850. Её мы в это посещение лично не видели, но вот цитата из описания: «В программу системы вносятся все электрические схемы, на основании которых подключенный к вагону NT 850, проводит проверку каждой схемы, каждого соединения во всех узлах вагона».
Всё то, что можно контролировать неразрушающими методами (магнитопорошковый для поиска дефектов поверхностей, ультразовуковой для поиска дефектов внутри, вихретоковой для поиска дефектов структуры металла + рентген + капиллярный метод). Часть продукции выборочно контролируется разрушающими методами — то есть выбирается случайная деталь, случайный кусок материала или другой элемент из потока и относится посмотреть прочность на растяжение, на химические анализы, макрошлифование сварных швов и так далее.

Вот лежат оси, ждут контроля качества. Это оси электровоза, их очень легко отличить от осей «Ласточек»

Оси «Ласточек». Все оси проверяют на комплексе «ГЕОМЕТРИКС-О» — робот берёт ось, качает ей, крутит — и на основе нагрузок на разные датчики ищет геометричесекие дефекты.
Куда двигаться дальше
К концу года должен появиться новый электровоз 2ЭС6А с асинхронным приводом. Причём отечественного производства. И это базовая платформа для целой линейки машин.
Конечно, завод идёт по пути локализации. И пандемия, и вообще последние экономические события заставляют где-то просто экономически стимулировать отечественных производителей, где-то учить и помогать поставить какие-то процессы —, но те, кто способен конкурировать с европейскими поставщиками, подключаются к программе поставок. И, конечно, системно выгодно, чтобы таких было больше.
Гораздо больше сосредоточено не в изменении изделия, а на производстве. За последние годы сильно снизилась себестоимость проектирования, например. Если раньше конструкторский коллектив состоял из нескольких тысяч человек, которые упирались по производительности в бутылочное горлышко бумажного чертежа и калькулятора, то сейчас ту же работу может делать 120 человек, имеющих нормальный софт. Примерно похожий процесс произошёл с технологами, которые могут сразу же проектировать ТЗ для обрабатывающих центров и выгружать на станки параметры. Для примера на Новочеркасском заводе во времена его расцвета работало около 14 тысяч человек, и выпускал он тот же порядок электровозов по количеству в год. На «Уральских локомотивах» же работает 3917 человек (на апрель 2021). То же примерно количество локомотивов плюс «Ласточки» (всего выпущено 1338 электровозов на начало июня и 193 «Ласточки», там в том числе пятивагонные, семивагонные и десятивагонные). Да, понятно, что это другие инвестиции в оборудование и автоматизацию, но итоговый выигрыш всё равно ощутимый.

