Металлообработка — 2015, часть первая: электроэрозия, гидроабразивы, прессы, лазеры и фрезеры
И вновь в нашем блоге репортаж с выставки Металлообработка-2015 — самой крупной выставки, посвященной станками для различных видов обработки металла. 32 страны, более 900 экспонентов, из которых 400 — российские компании, тысячи станков, сотни тонн металла, литры эмульсии и килограммы стружки. Было весело!

В этот раз мы посетили все 7 павильонов, и поэтому одна часть вместе с гифками весит почти 50 мегабайт.
Товарищ! Будь осторожен с трафиком, заходя под кат!
Это первая часть статьи. Читайте вторую часть тут.
Основной темой выставки в этом году стало импортозамещение.
Почти у всей отрасли возникли определенные проблемы с покупкой новых станков — санкции повлияли и на сами станки, и на большое количество комплектующих для них. Из-за этого появился очень большой спрос на аналогичные станки производства России, на что и отреагировали компании, представив довольно много станков собственного производства.
Начнем с самого простого — компании Дидактические системы, которые делают лабораторные стенды для обучения специалистов по самым разным специальностям — от гидравлики и сварки до автоматизации производства и умного дома. Вот, например, милый сортировщик: 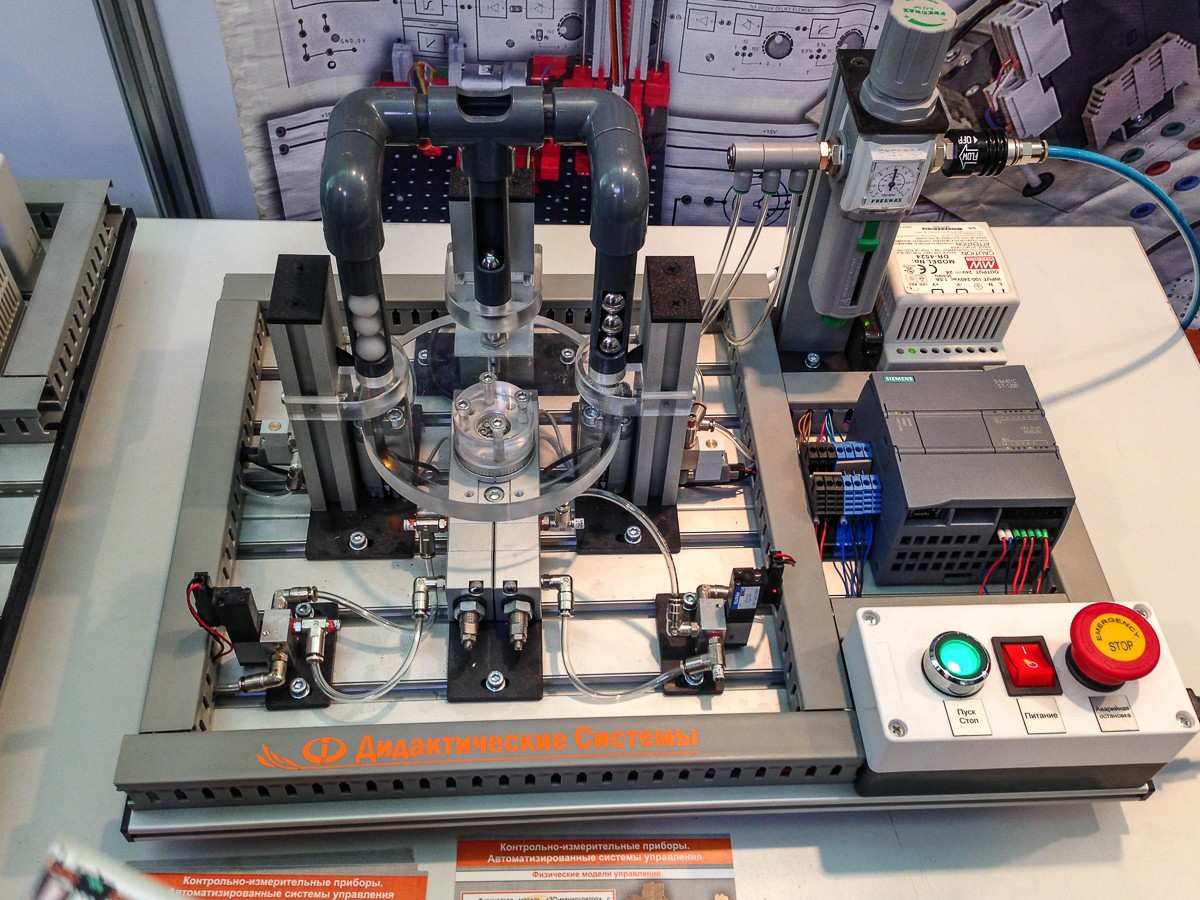
Он работает на основе ПЛК Simatic S7–1200 от Siemens: 
Работает он так: 
На основе данных от магнитного датчика он сортирует пластиковые шары (белые) и металлические (блестящие). Это не реальный станок, а только маленькая модель, которая позволяет студентам понять, как программируются ПЛК.
Двигатели и толкатели, кстати, не электрические, а пневматические. Во время работы слышатся теплые ламповые и милые сердцу пшш-пшш.
Следующий экспонат от той же компании сделан на гидравлике: 
В отличии от сортировщика, он сделан не на ПЛК, а на реле (обратите внимание на нижнюю часть кадра). Это сделано, поскольку у него другая задача — научить работать с гидравликой (насосы, клапаны, движки, и все такое), а не разбираться в тонкостях программирования.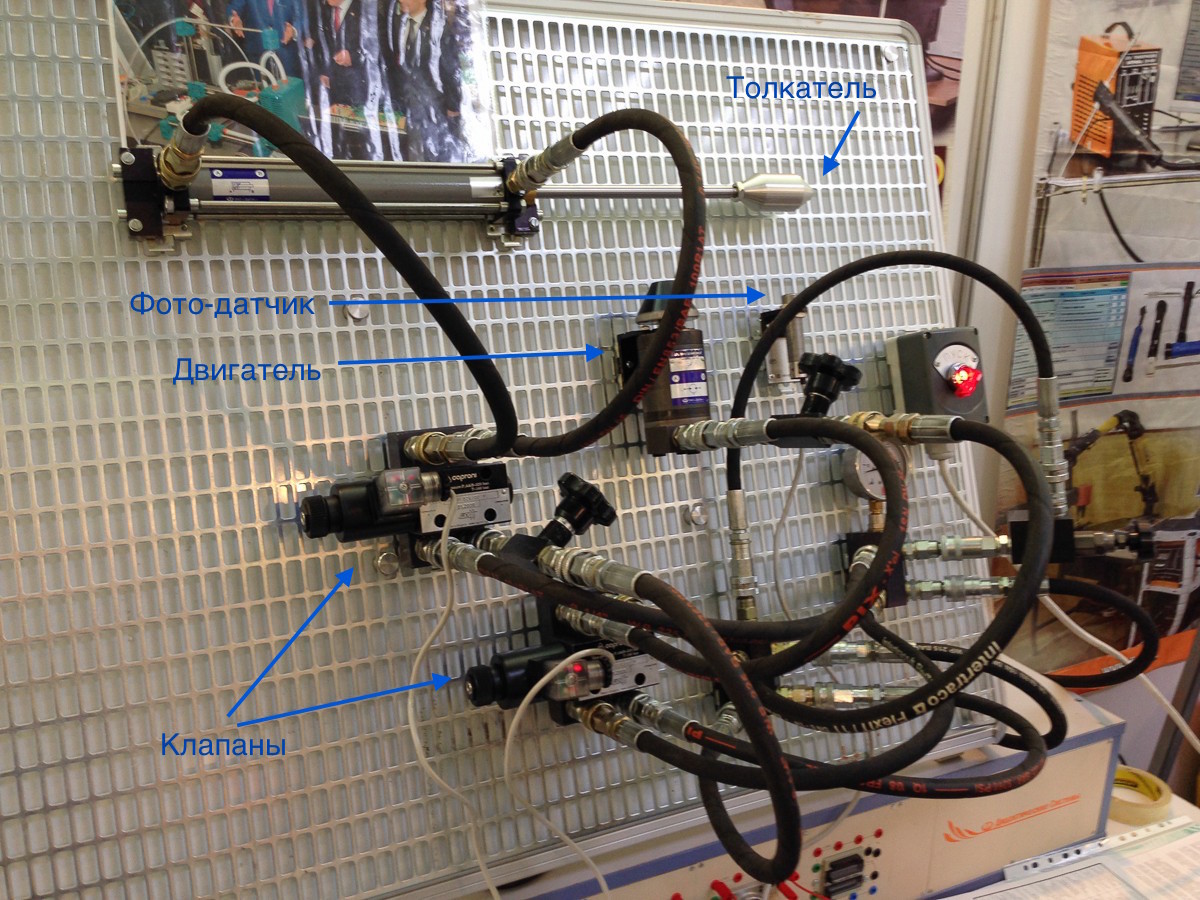
Схема простая — выдвигается шток толкателя, при пересечении им поля зрения датчика начинает вращаться вал двигателя. Потом цикл повторяется.
Дальше пошли станки поинтереснее. Например, станок электроэрозионной резки (кстати, питерская компания): 
Сам узел резки ближе: 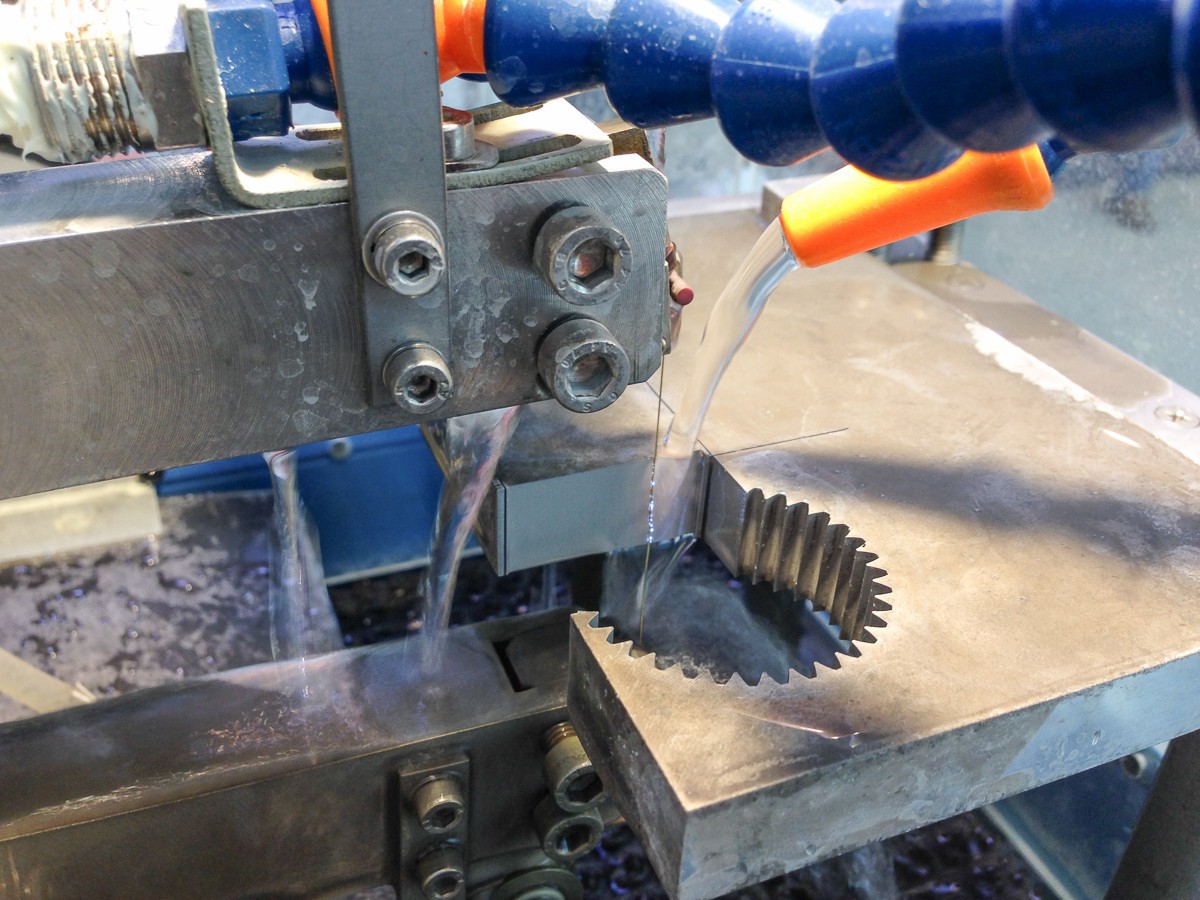
Он состоит из, собственно, детали и натянутой проволоки, на которую подается высокое напряжение относительно детали. Из-за возникающих разрядов между проволокой и деталью, малые частицы металла отрываются от поверхности и уносятся дистиллированной водой (она не должна проводить ток, потому что это ухудшает кпд обработки). Проволока бывает разной — латунная, медная, вольфрамовая, молибденовая, в данном случае это латунь: 
Так как она тоже изнашивается — это расходный материал. Она непрерывно сматывается с одной катушки, проходит зону резки и наматывается на другую: 
А это другой станок для электроэрозионного сверления отверстий: 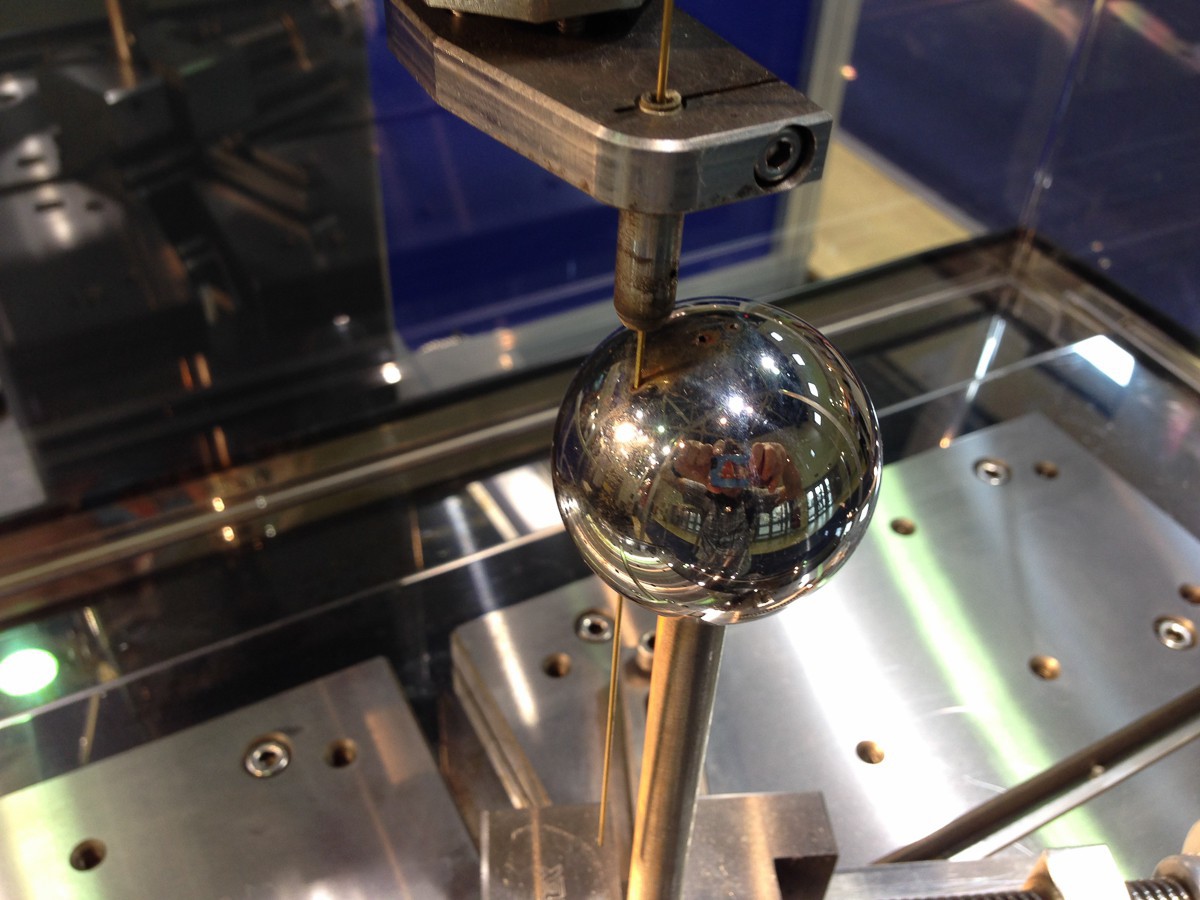
Он может проходить детали со сложной поверхностью, делать глубокие тонкие отверстия (до 400 мм и толщиной от 0.2 мм до 6 мм), работать по очень твердым или плохо поддающимся обработке материалам. Как выглядит процесс сверления — можно посмотреть на примере другого станка, который делает примерно то же самое (только стартовые отверстия, а не сквозные, а дальше по ним работают другие станки).
В тот момент, когда поток воды сбоку меняет цвет — и происходит касание электрода детали и, собственно, само сверление.
И вот результат: 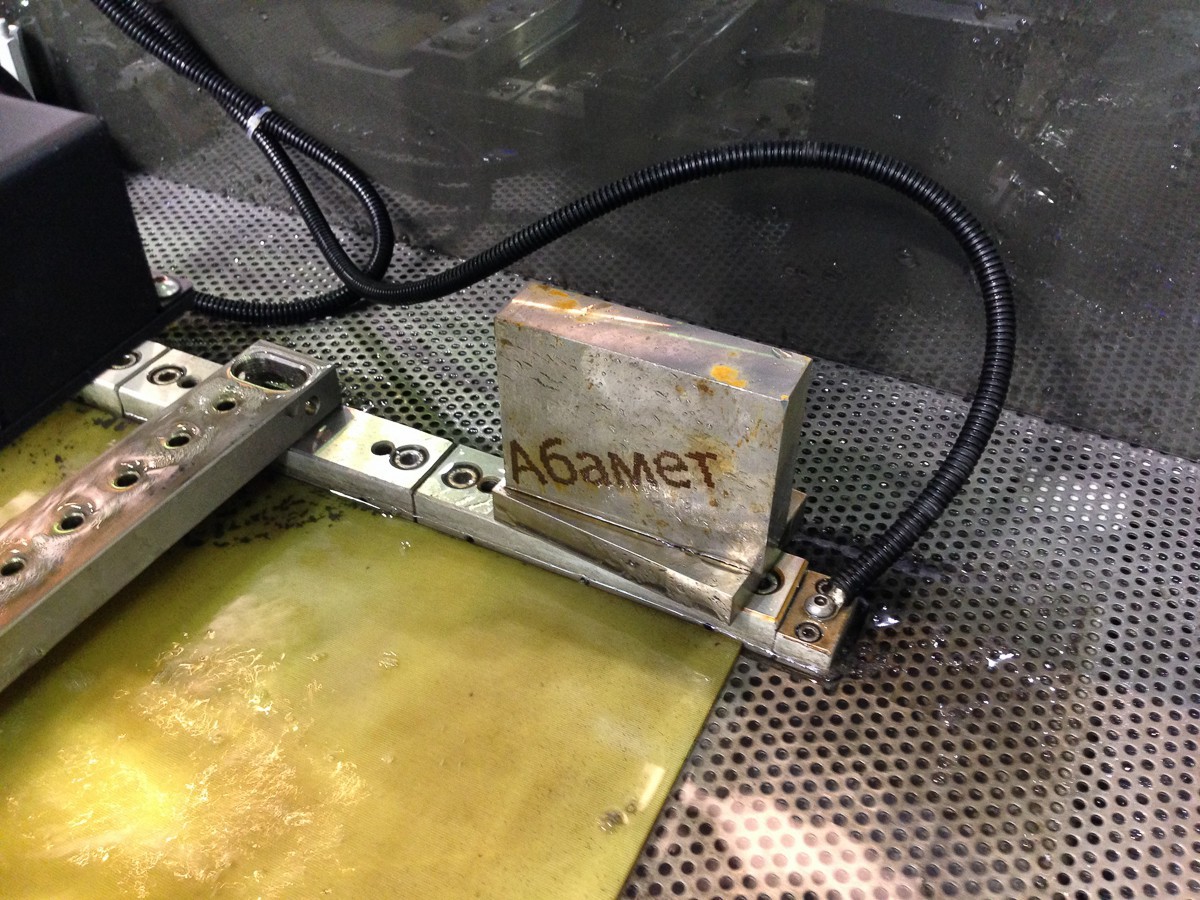
Стоит такой станок примерно $35к.
Делать отверстия и резать материалы можно так же десятком других способов. Например, гидроабразивной резкой: 
Такой станок режет материал тонкой струей воды с абразивом (гранатовым песком) под сверхвысоким давлением (порядка 4000 атмосфер) и большой скоростью. Вот как выглядят результаты работы, красиво расположенные на порошке абразива: 
Достоинством такого способа обработки является то, что он не перегревает деталь и может обрабатывать очень большое количество разных материалов — от металлов до… кафельной плитки.
При мне оператор станка спас ремонт дядечке, разрезав ему большую кафельную плитку по точным размерам, чего никак не получалось у строителей.
А вот на станке за 22 миллиона рублей — получилось. Конечно, такой станок не просто так стоит таких денег — в отличии от более дешевых собратьев, он может резать материал под углом, благодаря голове с 5 степенями свободы:
Слева — гидроабразивная резка курильщика соплом, умеющим резать только вертикально, справа — под углом.
Станок называется T3000(тут все улыбнулись).
Кроме гидроабразивной резки, существует еще и плазменная, которая шутя режет вот такие металлические болванки: 
Причем сам сам аппарат выглядит не очень внушительно — размером с обычный сварочный инвертор: 
И еще на порядок больше места занимает координатный стол: 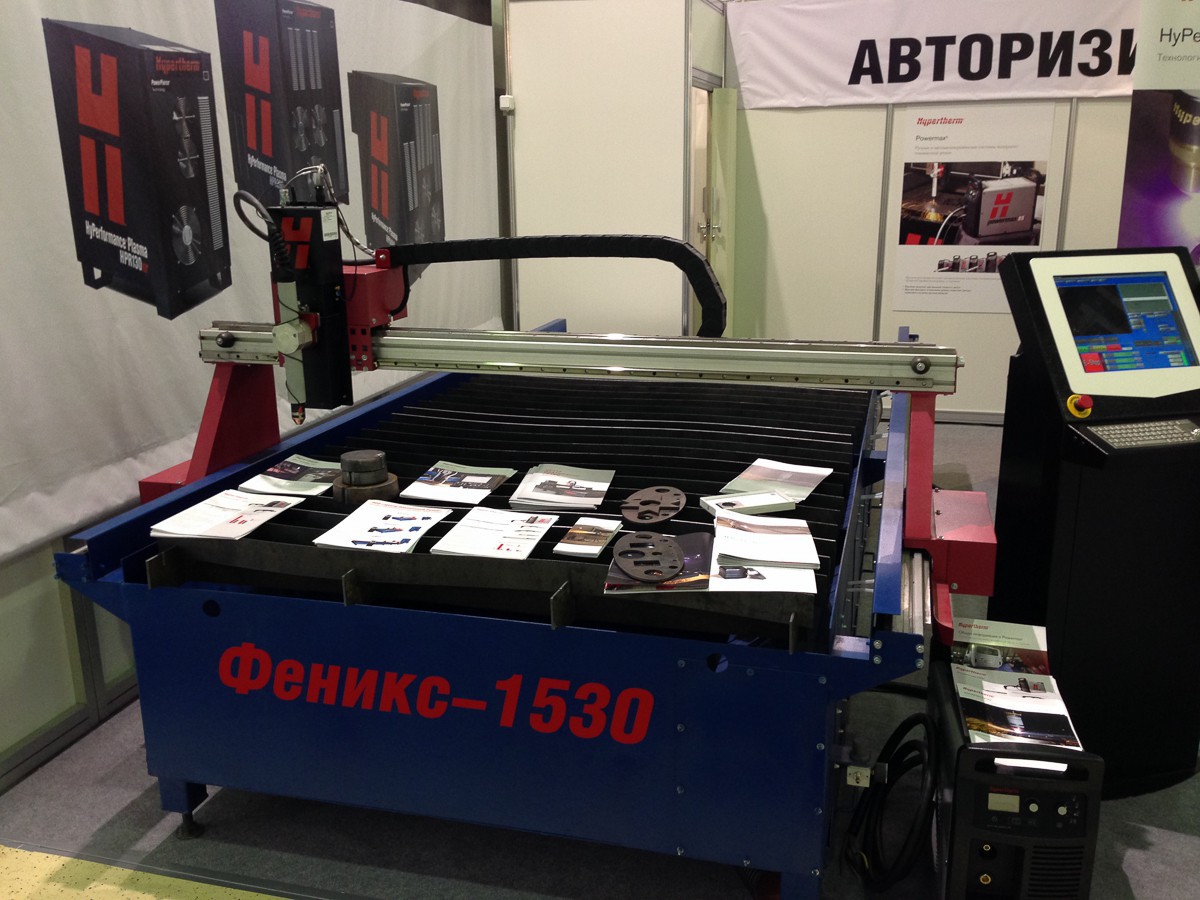
У плазменного резака особенно интересно строение сопла: 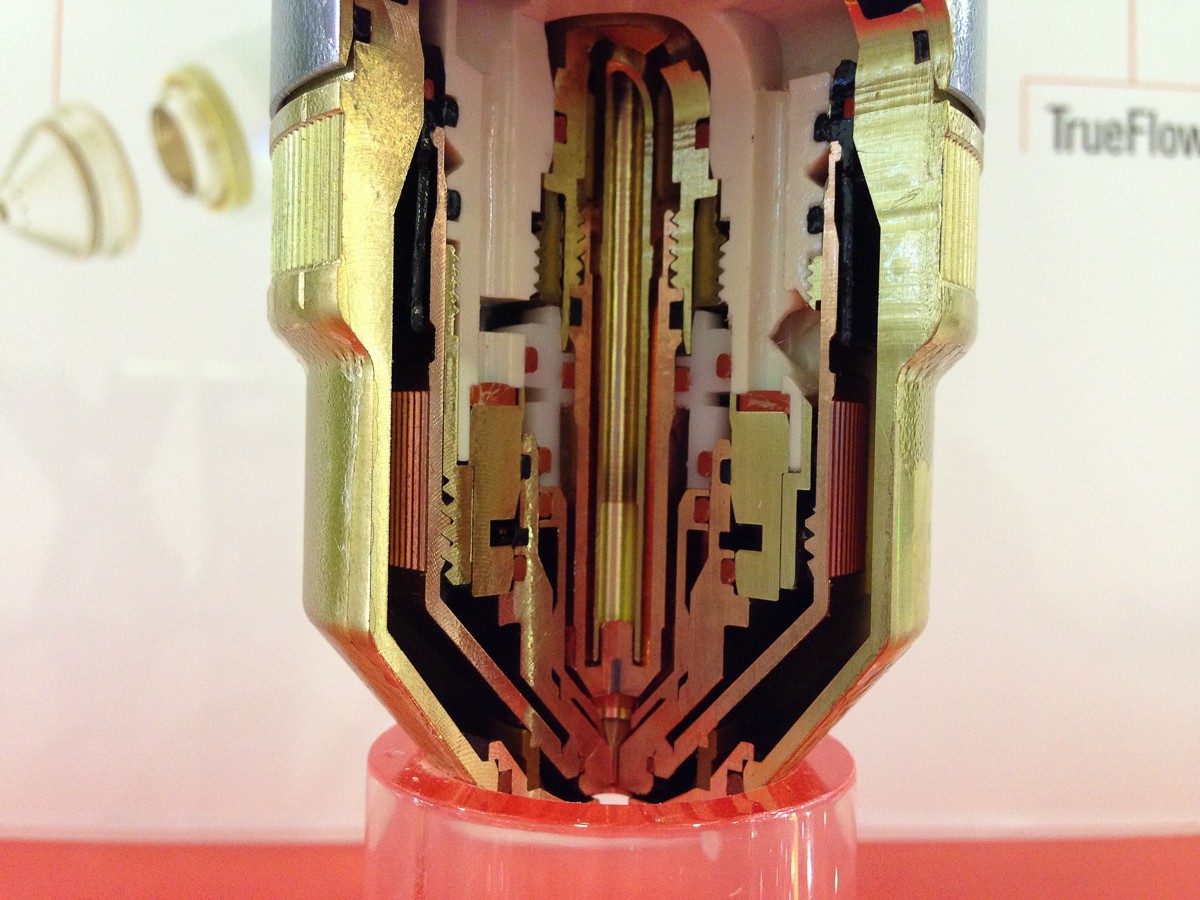
Такая сложная конструкция обусловлена тем, что в головке находятся два электрода, между которыми и возникает плазменная дуга, изоляция и каналы жидкостного или воздушного охлаждения.
Если лист металла надо разрезать просто по ровной линии, применяются сабельные резаки: 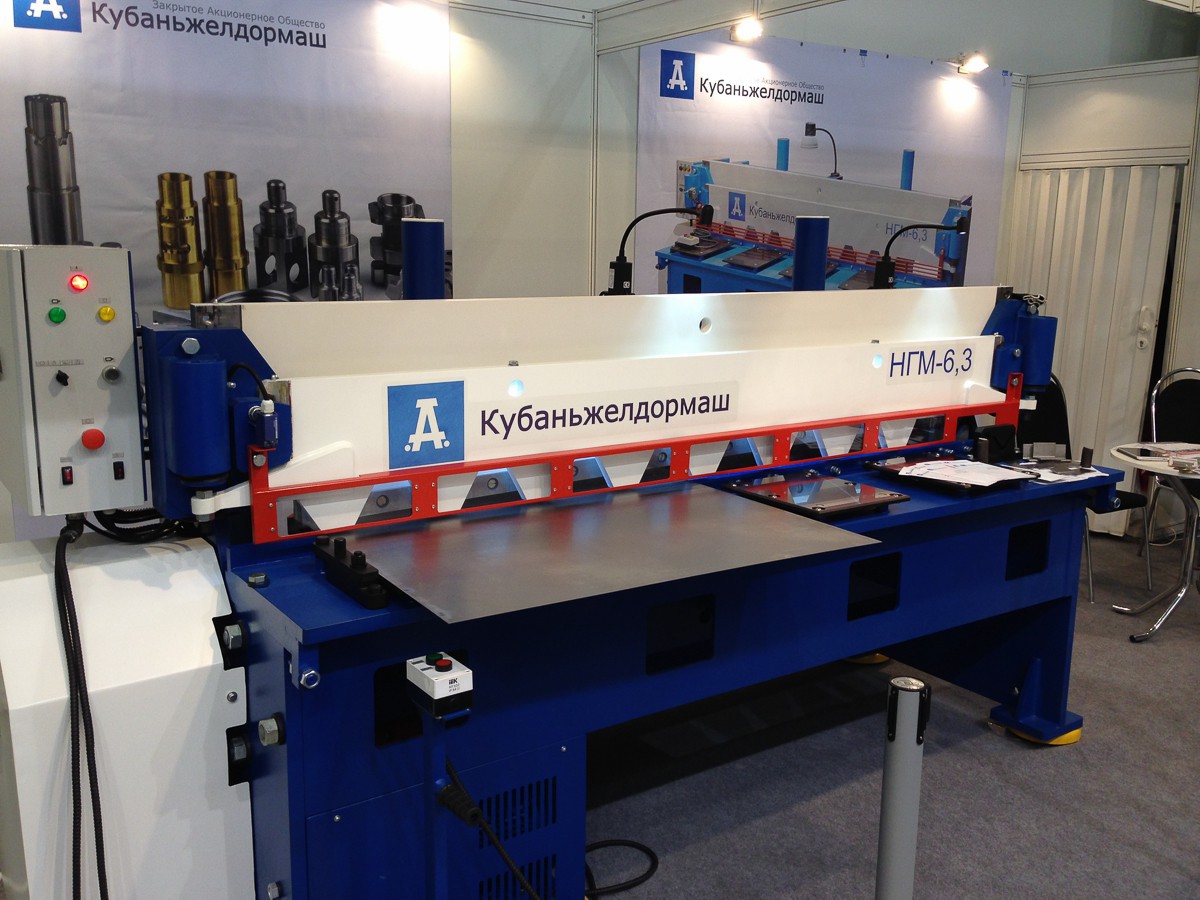
Выглядит эффектно — такой резак не напрягаясь нарезает лист на вот такие квадратики: 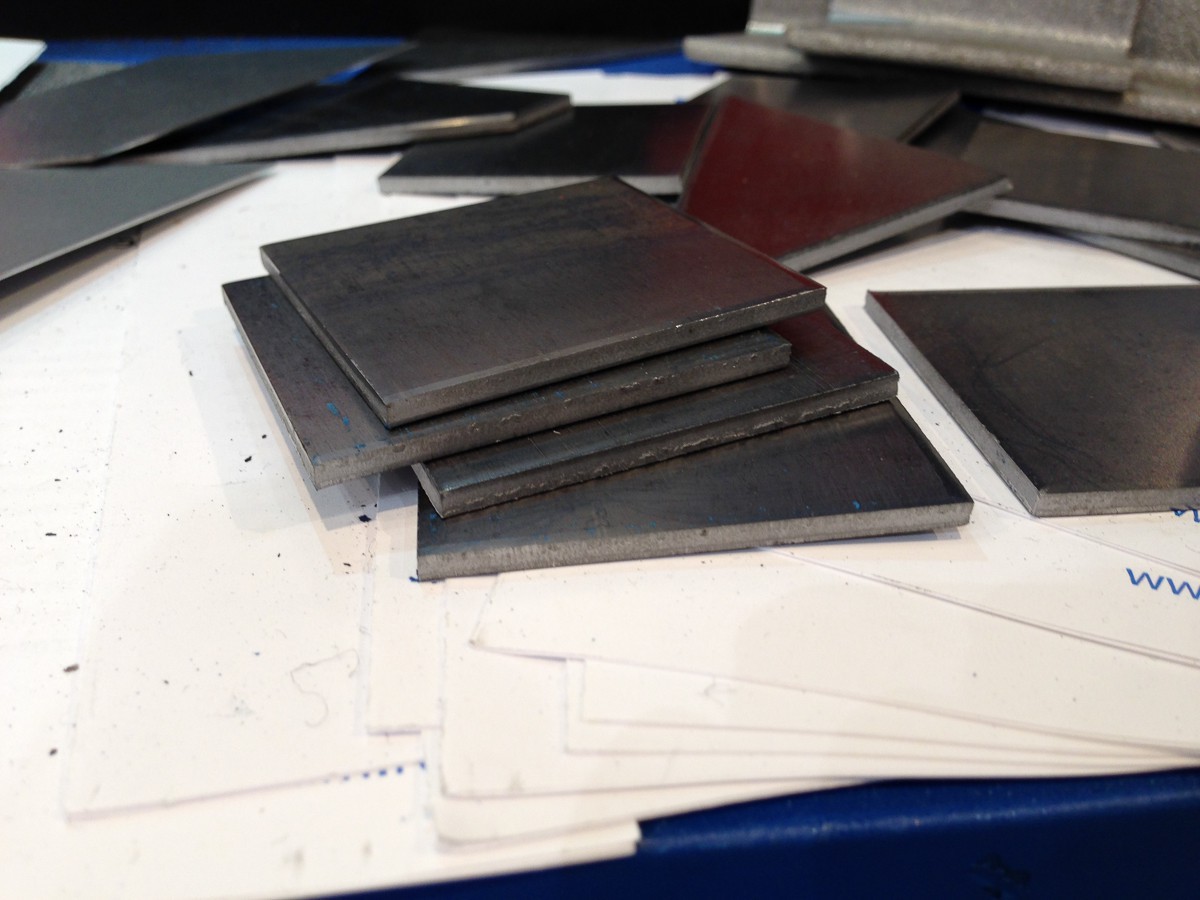
А это — револьверный пресс с ЧПУ TNT-2510.
Револьверный — потому что может использовать за раз 58 разных инструментов, которые находятся в специальном барабане, как у револьвера. Вот в таком: 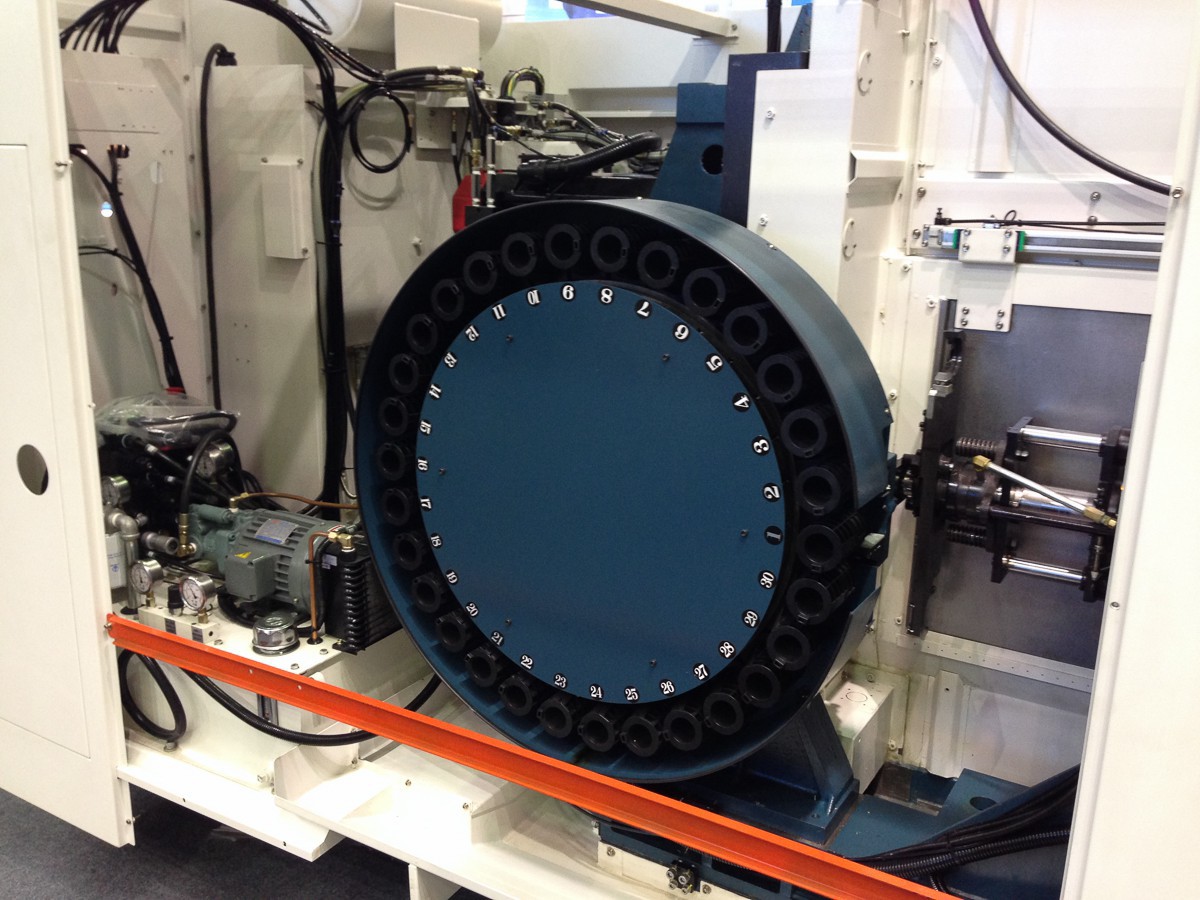
Несмотря на то, что это всего лишь пресс, делать он может вещи не хуже иных фрезеров. Например вот такие картины: 
Где изображение формируется отверстиями разного диаметра: 
А может делать вот такие симпатичные мангалы: 
Универсальность!
Еще бывают прессы, которые делают не просто отверстия, а различные вырубки, выдавливания, штамповку и прочие милые вещи: 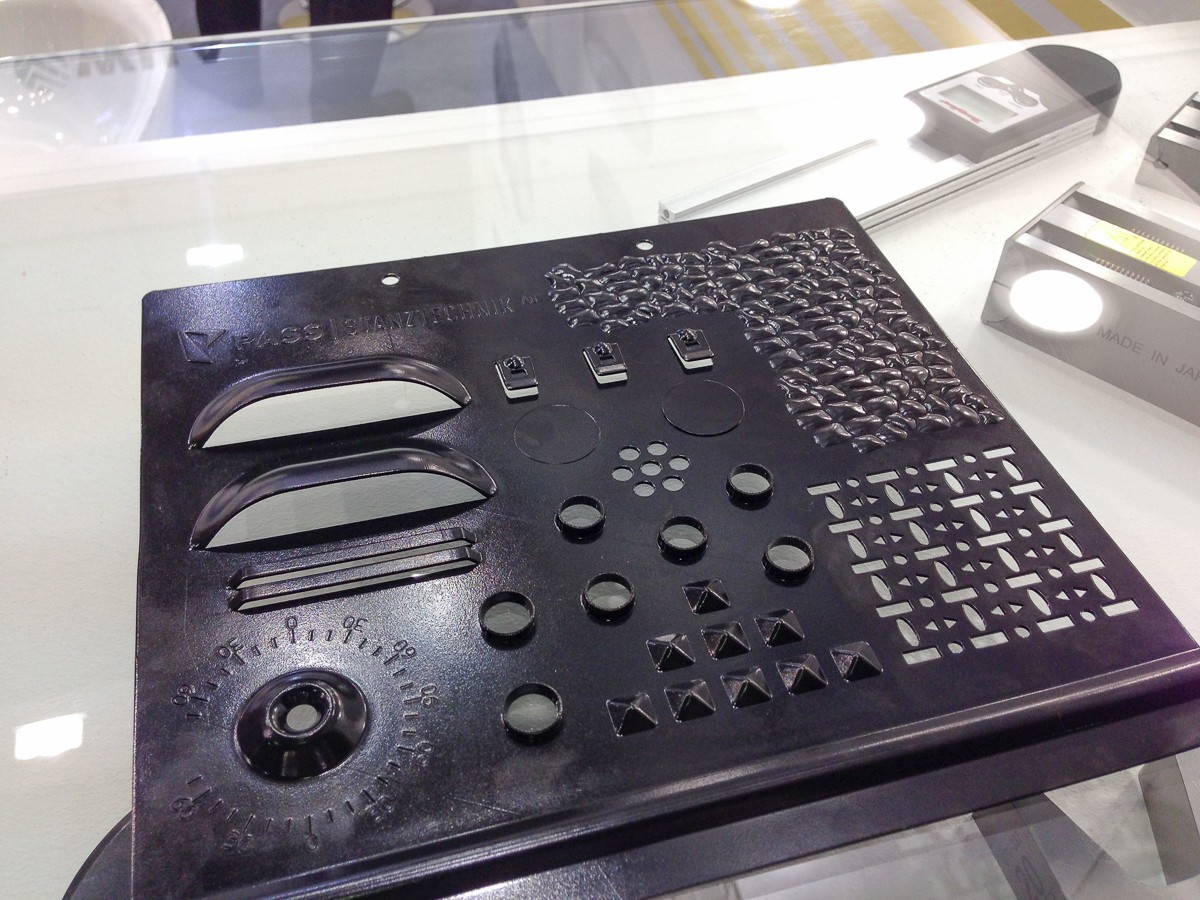
Правда, на каждую такую штуку нужна специальная оснастка: 
А бывают прессы с ЧПУ, которые гнут металлические заготовки в полуавтоматическом режиме. В смысле, гнет он ее сам, но оператор нужен для того, чтобы подсунуть ее в нужное место: 
Кстати, производство Беларуси. Сама рабочая зона выглядит вот так: 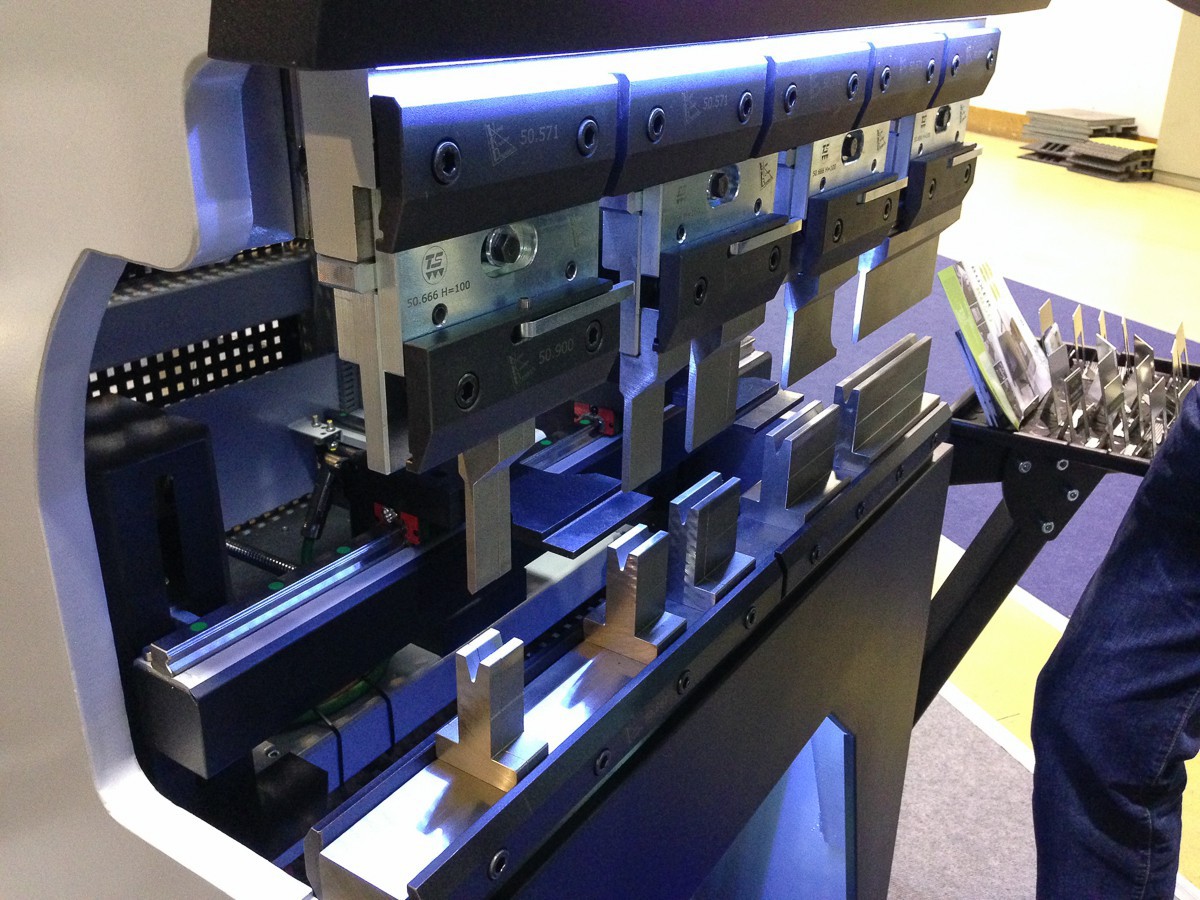
Собственно, станок умеет только опускать верхнюю оснастку вниз, но зато делает это с большой точностью и силой. И в результате работы из такой заготовки: 
Получается вот такая визитница: 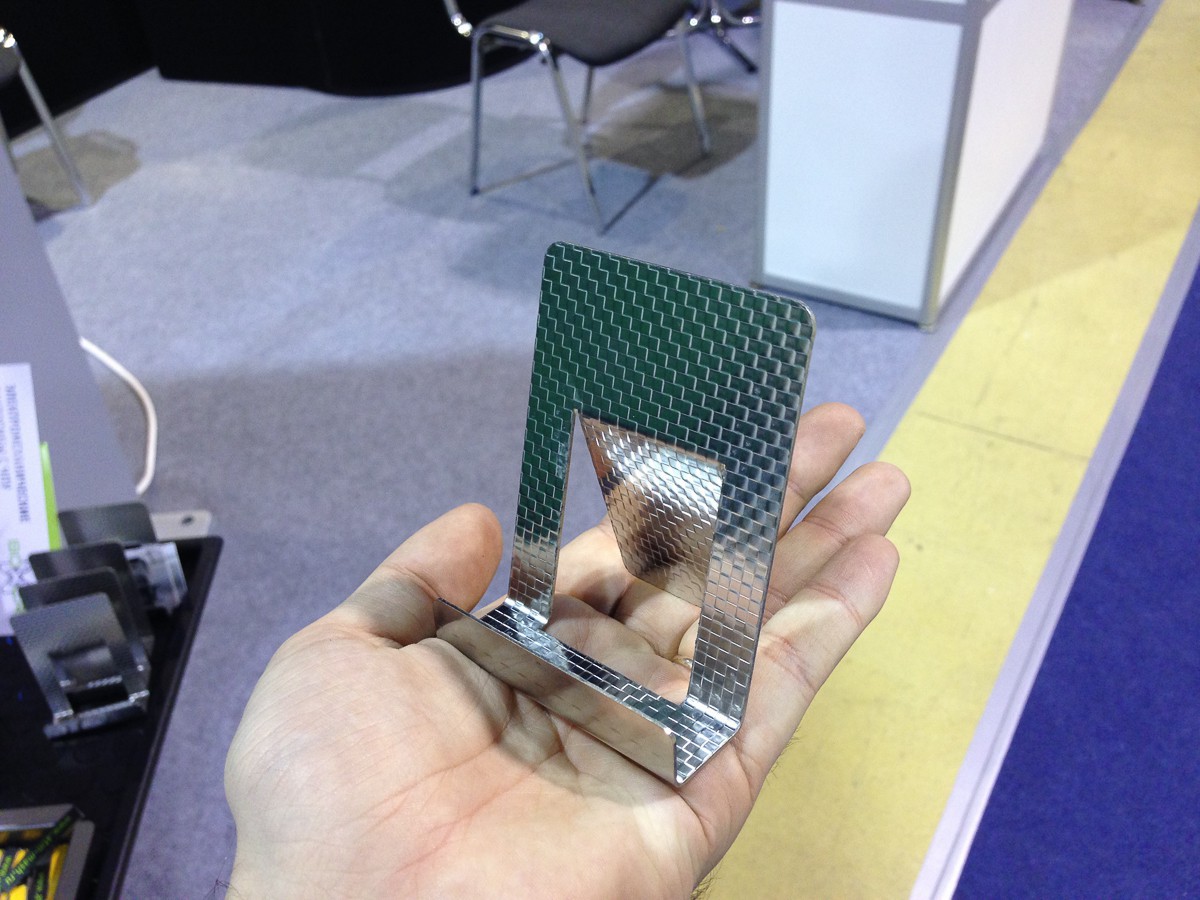
А вот кусочек процесса гибки: 
В результате из заготовки (которую надо еще предварительно нарезать из листа металла, например, лазером) получается такая коробочка: 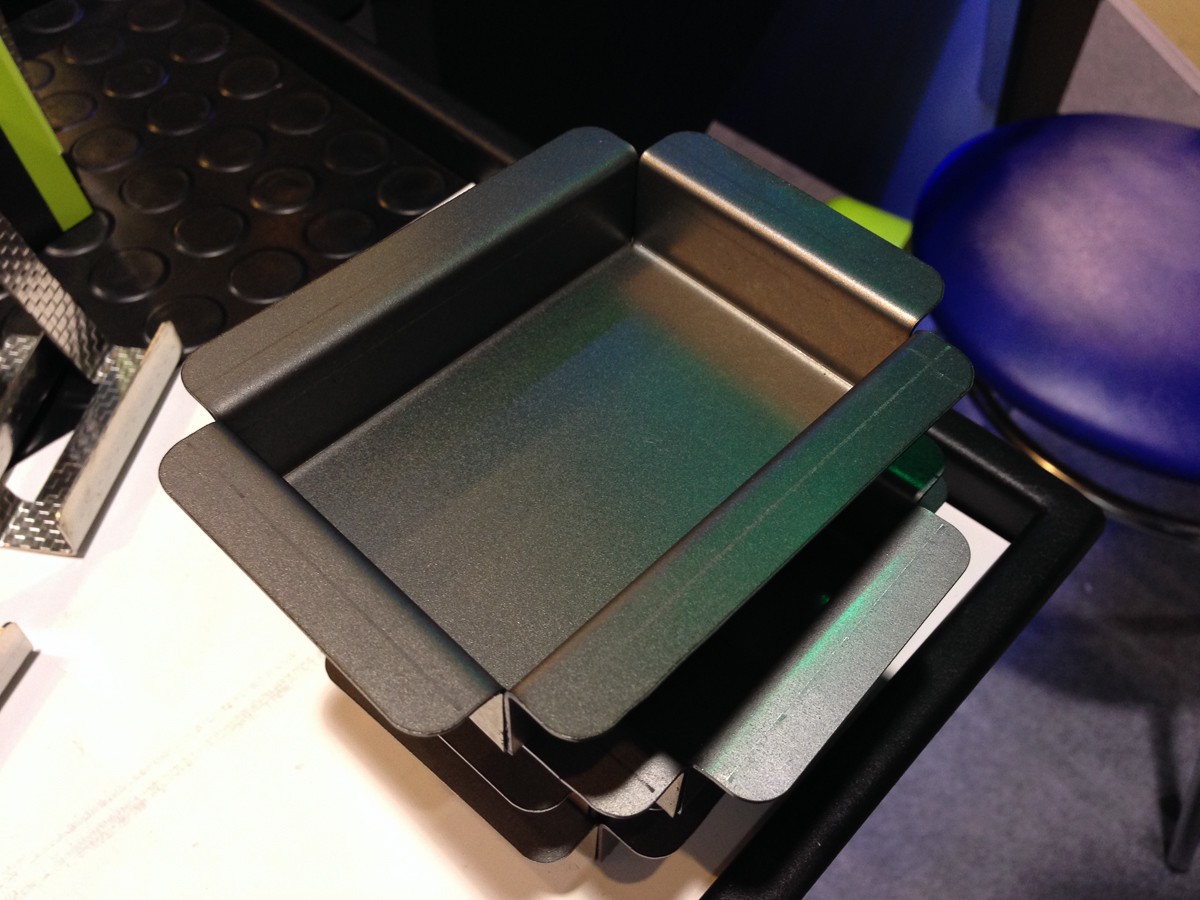
Вот тут на другом гибочном станке (не таком продвинутом, правда), можно посмотреть, какие бывают инструменты для гибки: 
А это уже более мощные станки, которые могут гнуть толстые металлические профили: 
Устроен он довольно просто — пары роликов, высоту которых можно менять, с приводом от двигателя: 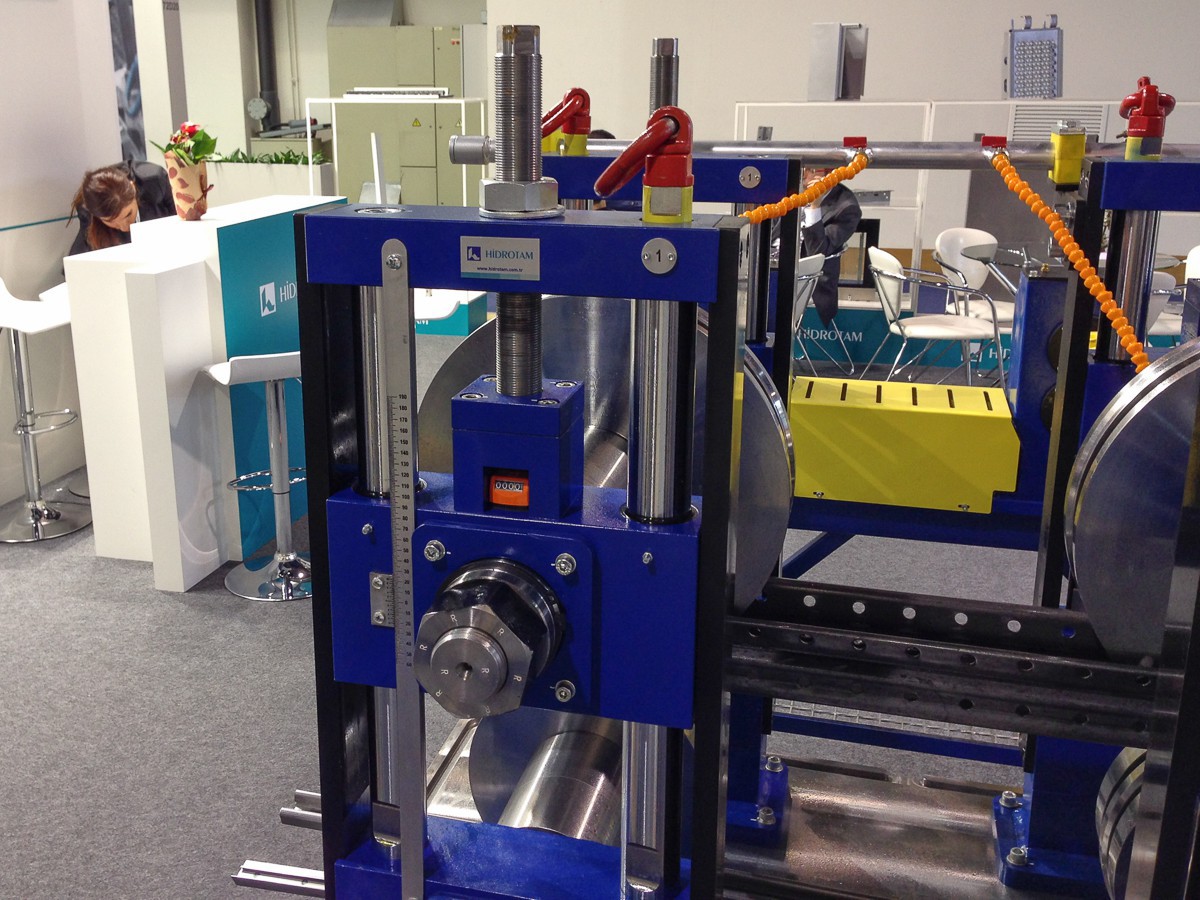
Профиль проходит между ними, вынужденно изгибаясь вслед за их расположением.
Для облегчения процесса есть система подачи СОЖ (смазочно-охлаждающей жидкости) — оранжевые трубки на фото выше.
А кого мне напоминает вот этот станок? 
Правильно! 
В случае резки не листового металла, а например, труб, используют разные хитрые механизированные средства: 
Два вращающихся лезвия аккуратно разрезают трубу, не изменяя геометрию и обеспечивая ровный стык для последующей сварки: 
Если надо резать какие-то толстые детали — на помощь приходят ленточнопильные станки. От совсем маленьких: 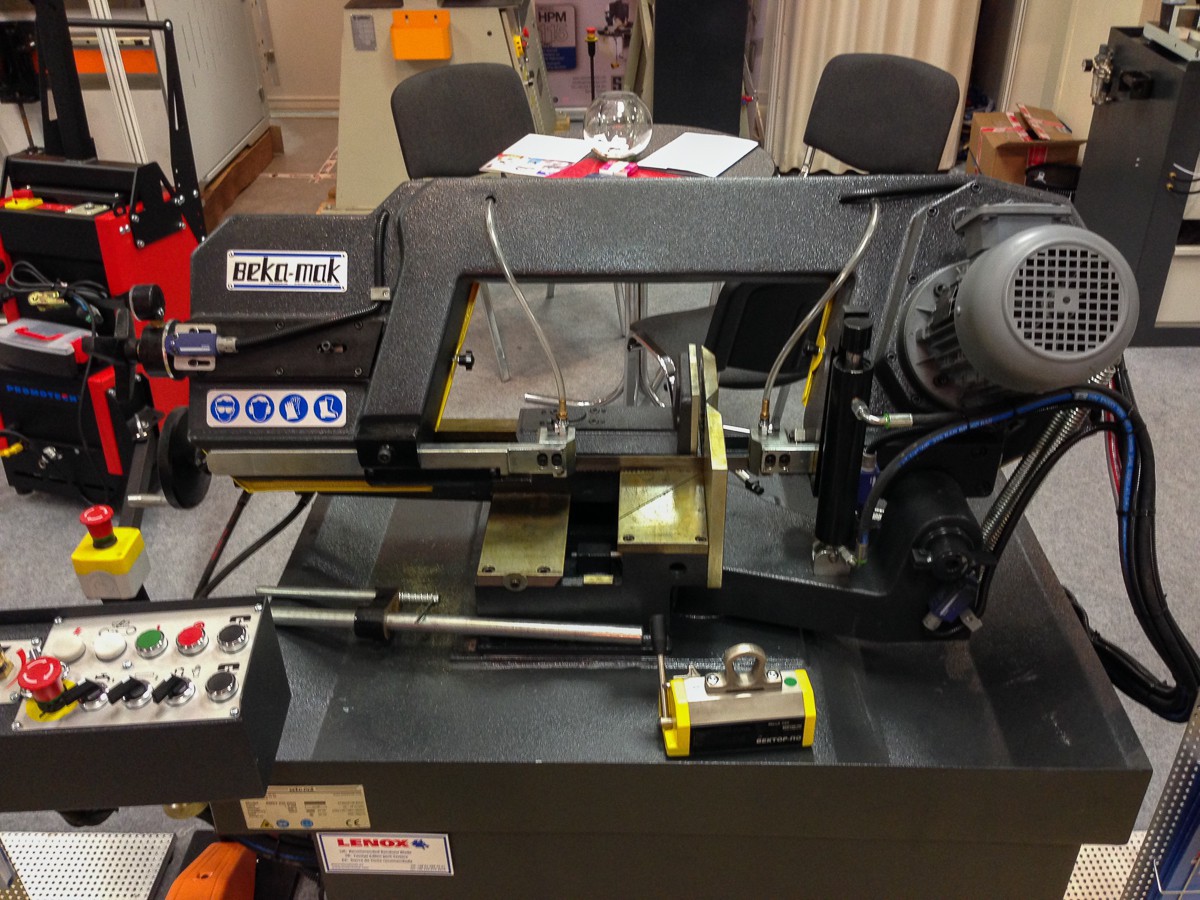
И чуть больше: 
До больших: 
Их отличительная особенность — полотно у них свернуто в кольцо и не имеет начала и конца. Причем, проходя по станку, оно два раза поворачивается на 90 градусов — переходя с барабана привода в зону резки и обратно.
Такие станки способны (с СОЖ, естественно) резать очень толстые металлические заготовки: 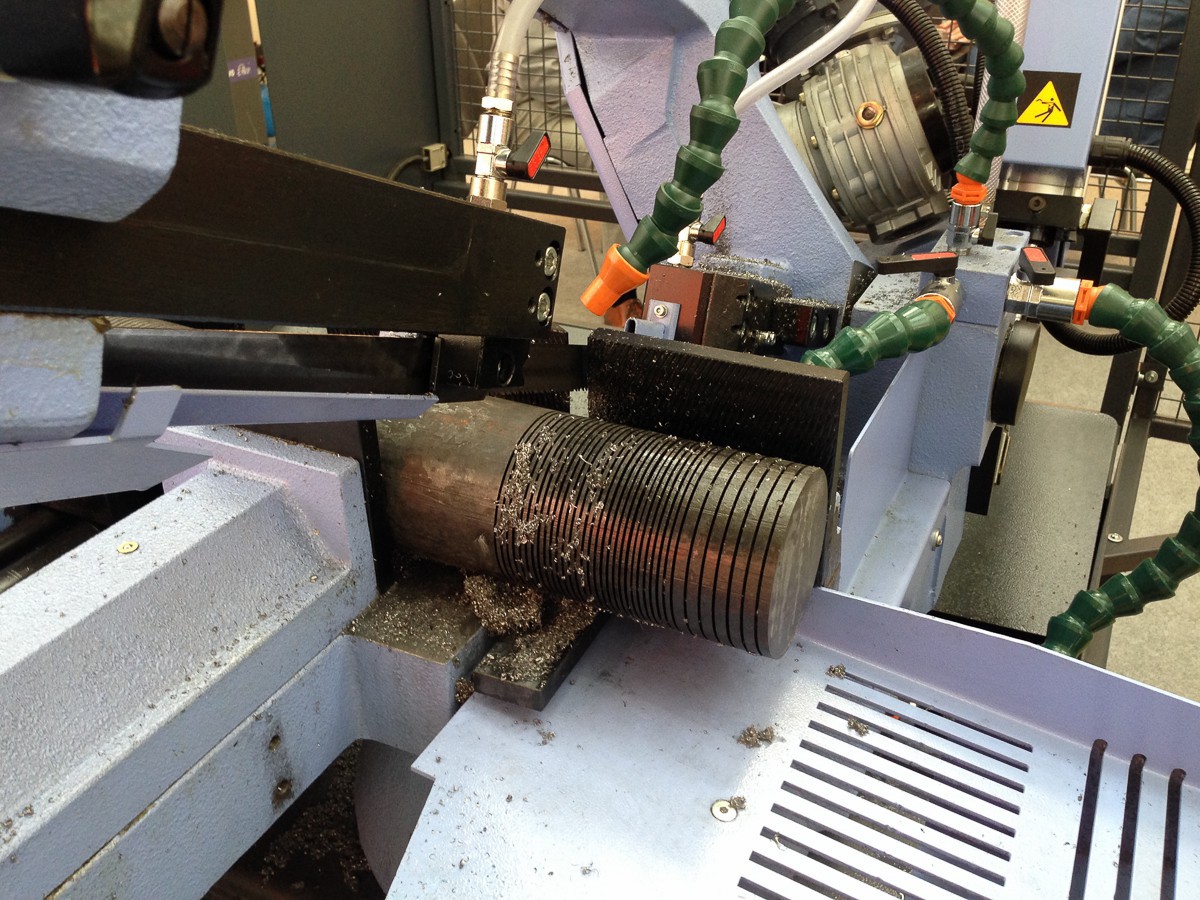
Еще большой класс станков — это лазеры. Не все из них режут металл, это умеют делать только злые и мощные станки, типа такого: 
Закрыт он со всех сторон потому, что смотреть на лазер, режущий металл — не самая лучшая идея. Во-первых, сотая или даже тысячная доля мощности, которая делает вот так, способна обеспечить пенсию и собаку-поводыря за долю секунды: 
Во-вторых, эта самая мощь отлично испаряет металл во время резки, а вдыхание паров тоже не прибавляет здоровья оператору. Внутри лазер выглядит примерно вот так: 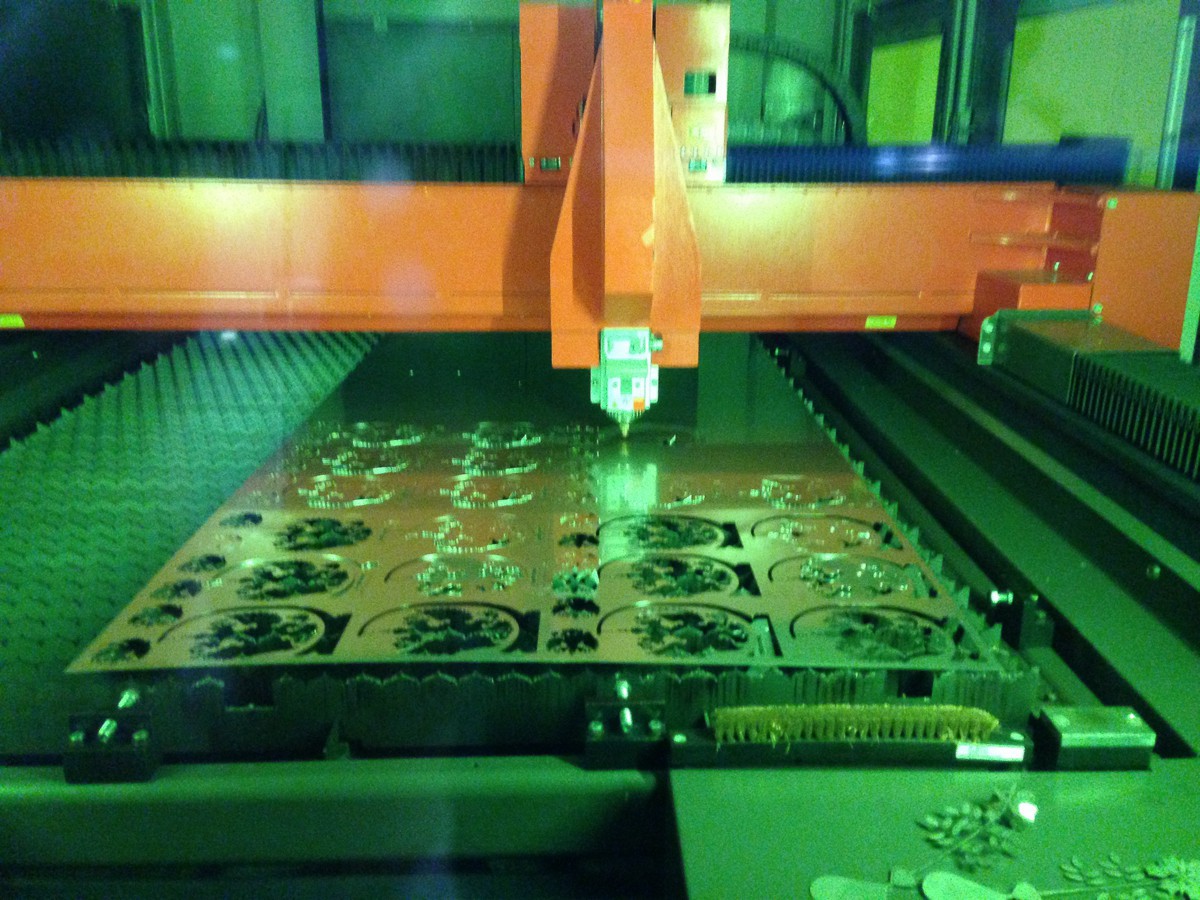
А вот так выглядит панель управления. Да, она на XP: 
Воротящим нос скажу, что это не более чем визуализация — скорее всего, программа работы загружается непосредственно в контроллер лазера, и даже если XP зависнет — станок даже этого не заметит.
Кстати, о панелях управления. Было несколько компаний, которые занимаются тем, что производят не станки, а панели управления к ним: 
Некоторые даже могут «обновить» старый станок, заменив в нем шкаф с электроникой на такую гламурную сенсорную панель: 
Но вернемся к нашим баранам лазерам.
Любителям футбола посвящается: 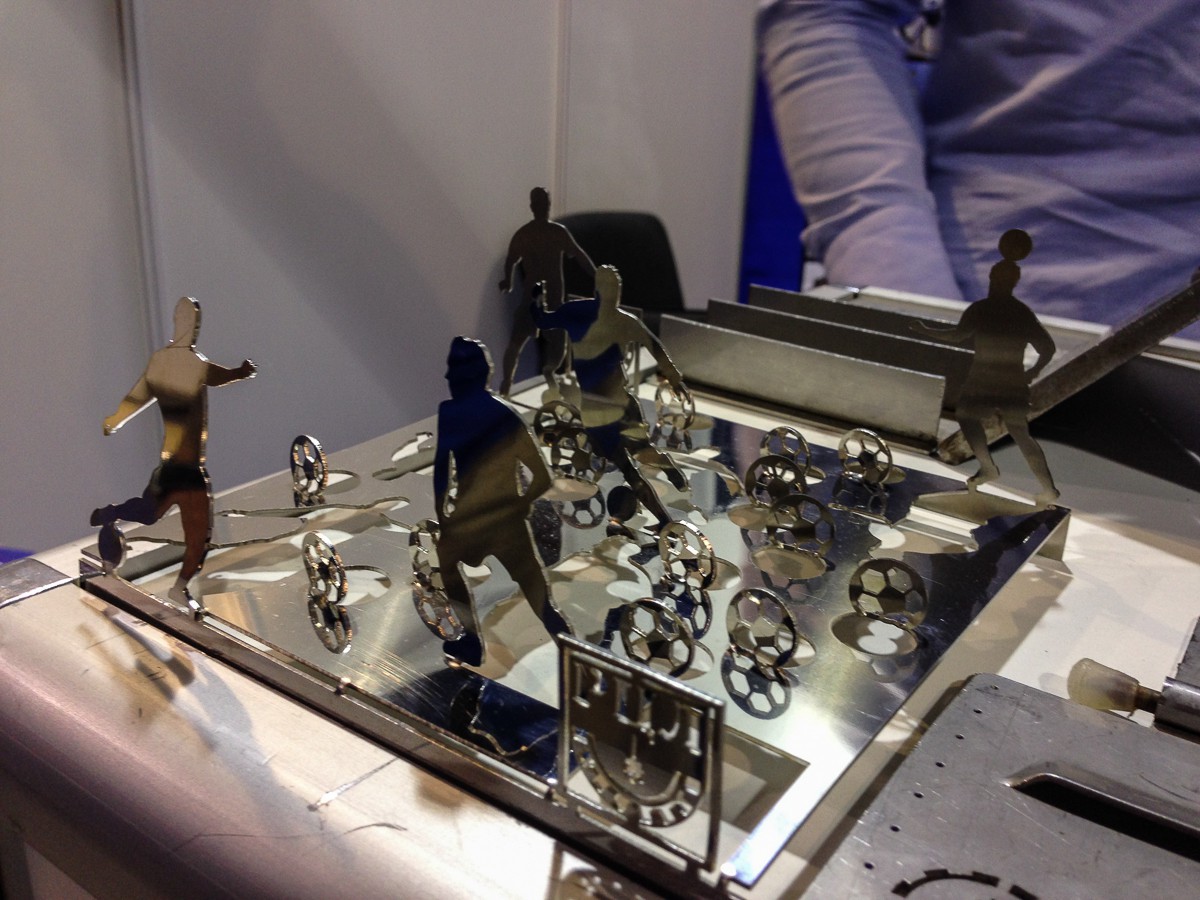
И брелок, который раздавали всем интересующимся: 
А вот Эйфелеву башню не раздавали — штучный экспонат: 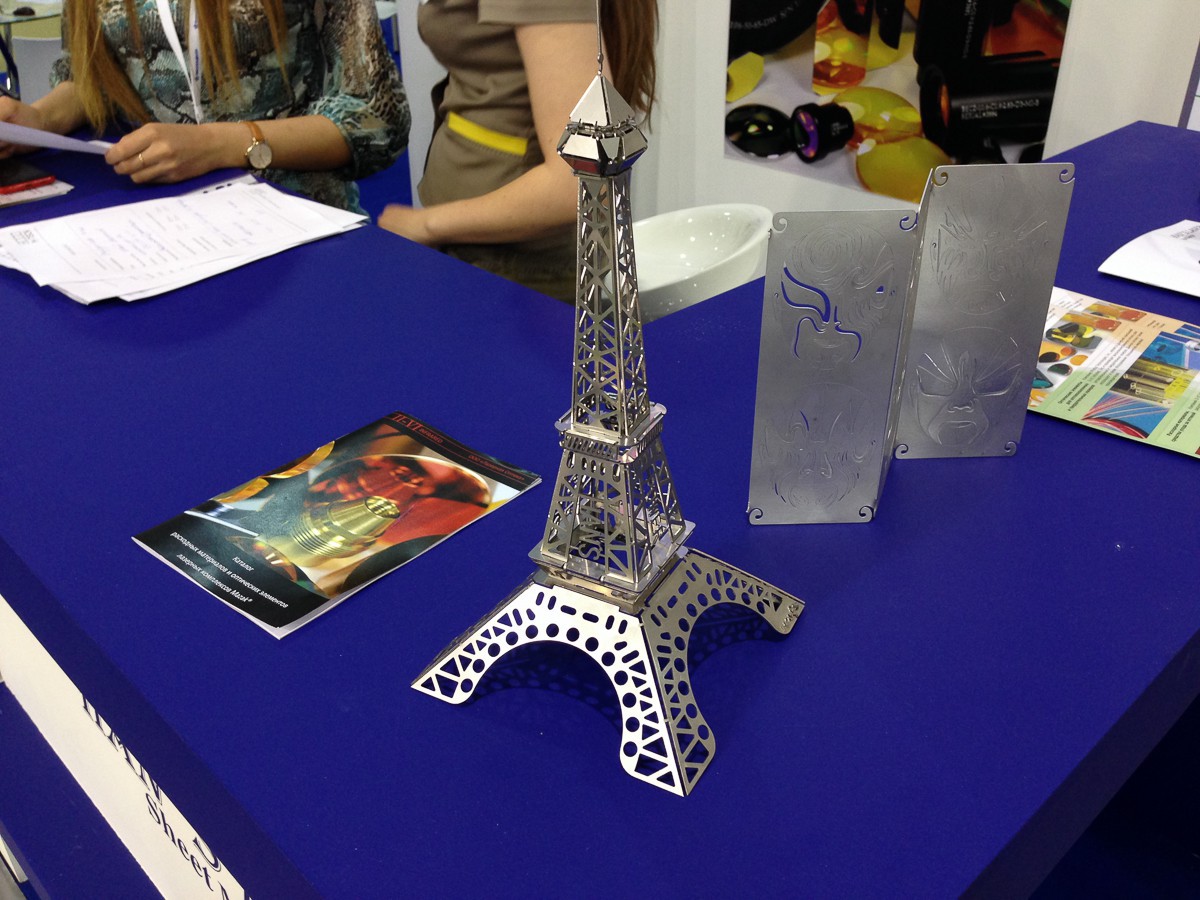
Еще один лазер (кстати, российский), с большим количеством степеней свободы: 
Может резать, может сваривать. Умеет обрабатывать детали сложной формы, потому что имеет ось вращения: 
А вот так выглядят внутренности управляющего щитка: 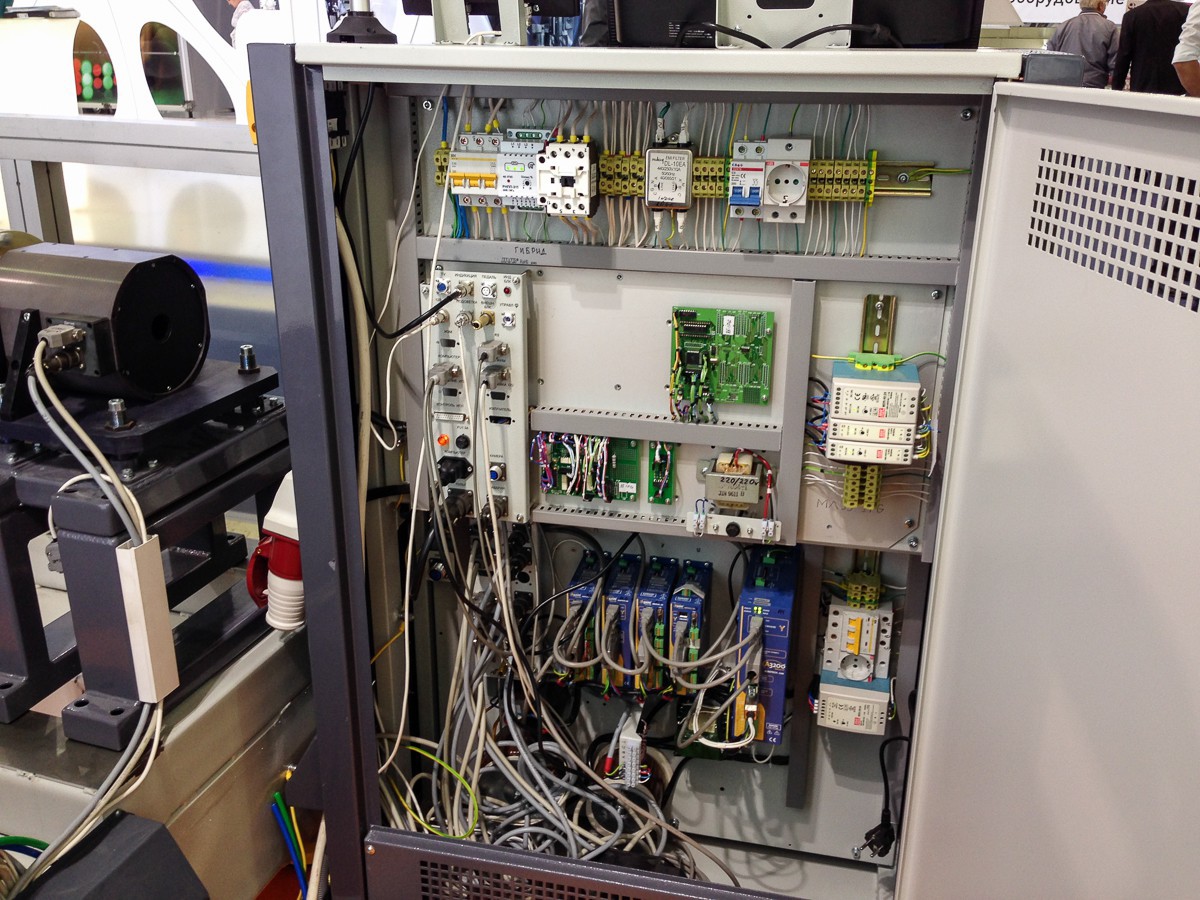
Вот эти синие корпуса внизу — контроллеры двигателей: 
Если говорить о более сложной обработке металла, чем просто резка — на ум приходят различные фрезеры.
Маленькие, размером с настольный 3д-принтер: 
Есть даже варианты, который используют ручной инструмент типа дремеля в качества двигателя: 
Тут он правда режет корпус из пластика, но может работать и по металлу. Офигенно режет корпус, кстати. Мне бы такой, отпала бы проблема с изготовлением корпусов для самоделок: 
Фрезеры чуть побольше (кстати, он делает мастер-пуансон для отливки форм для производства печенья): 
Которые делают небольшие детали, вроде такой: 
Еще больше: 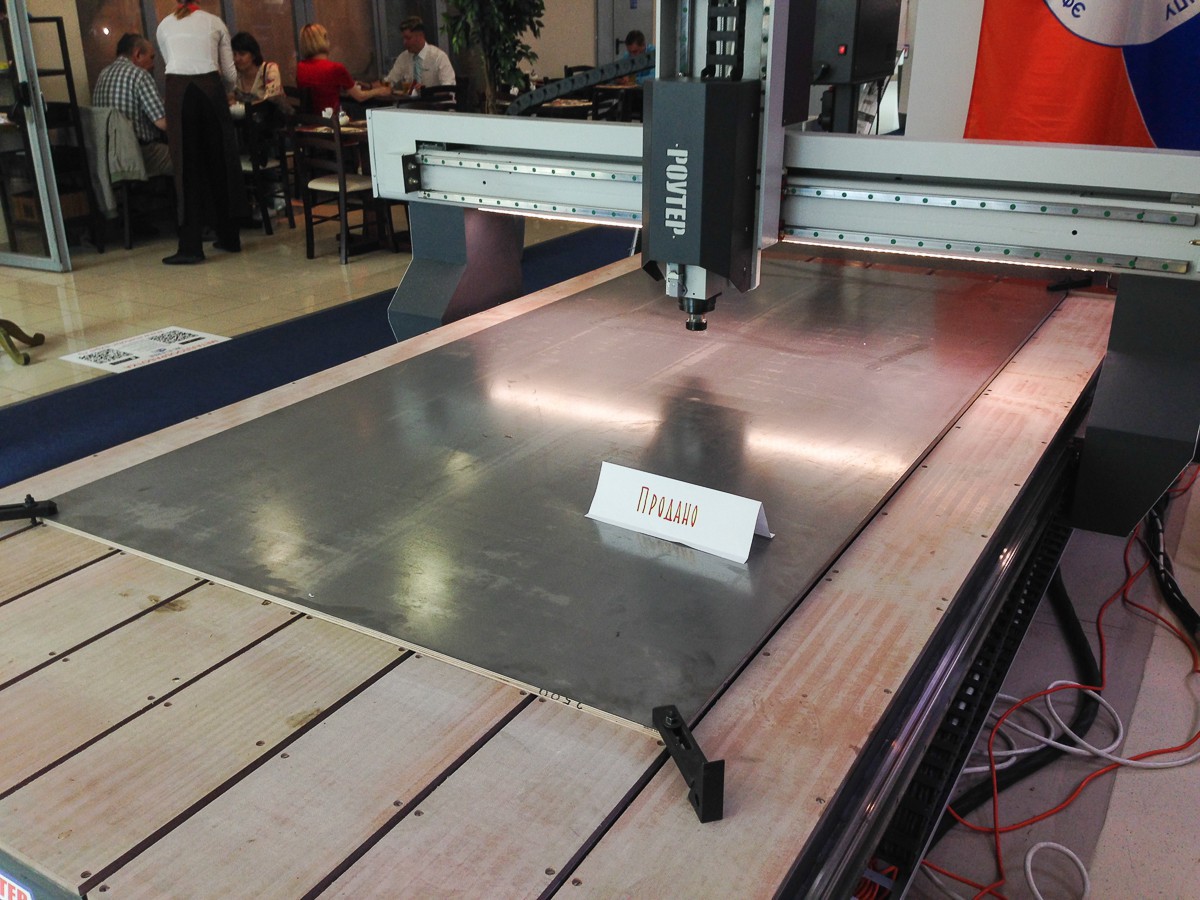
Да, их продавали прямо на выставке: 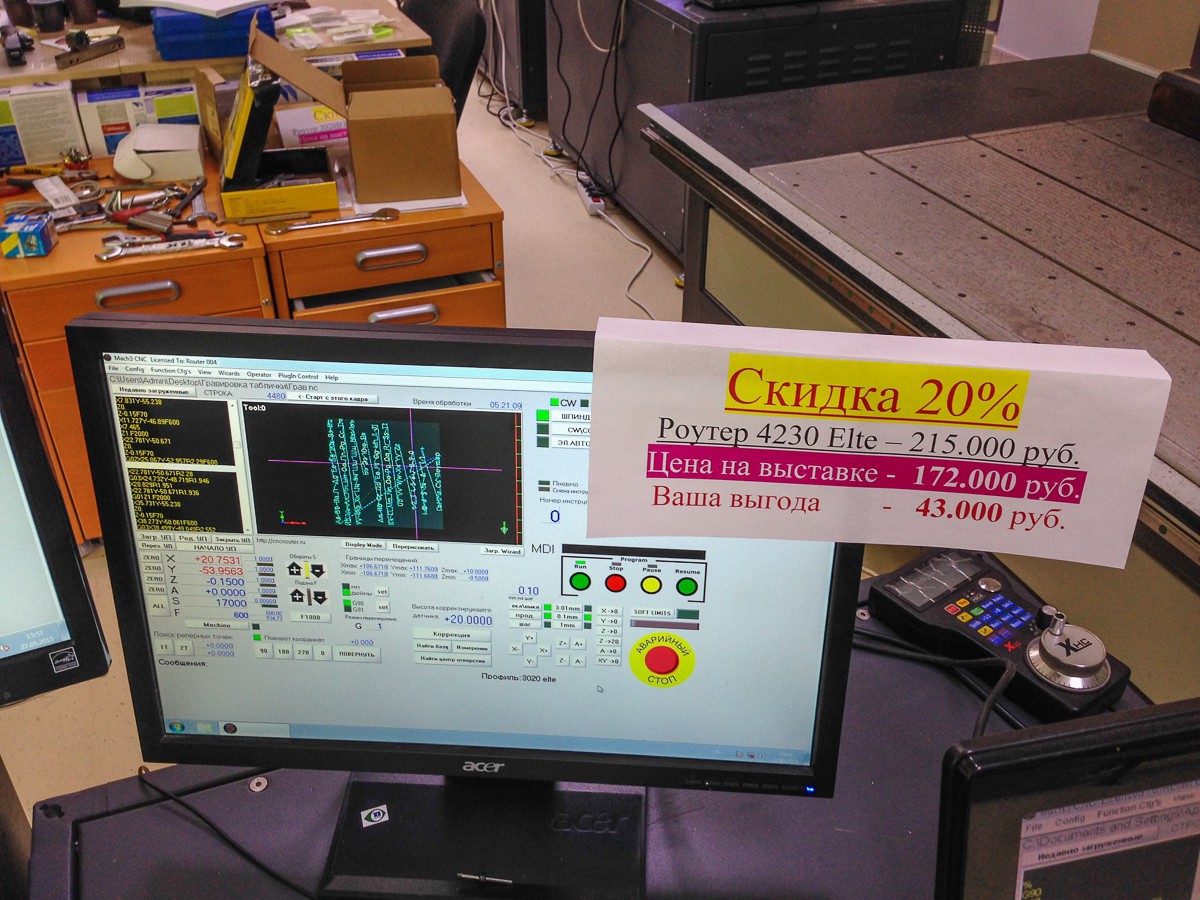
Добавляем степени свободы и увеличиваем размер: 
Он уже может сделать из алюминиевого цилиндра модель ДНК: 
Он, кстати, тоже револьверный — весьма забавно умеет менять инструмент: 
Еще увеличиваем размер и получаем вот такую дуру: 
Процесс работы — это то, на что может залипать любой инженер. Вы же чувствуете запах эмульсии, правда? 
Получается просто офигенно: 
Очень.
Использовать при обработке СОЖ или нет — зависит от многих факторов. От металла, который обрабатывается (твердые стали обрабатывать можно и без смазки и охлаждения, а в вязком алюминии сверло без СОЖ застрянет и сломается), от типа фрезы, от скорости обработки и так далее. Вот, например, обработка «на сухую»: 
А вот сама режущая оснастка: 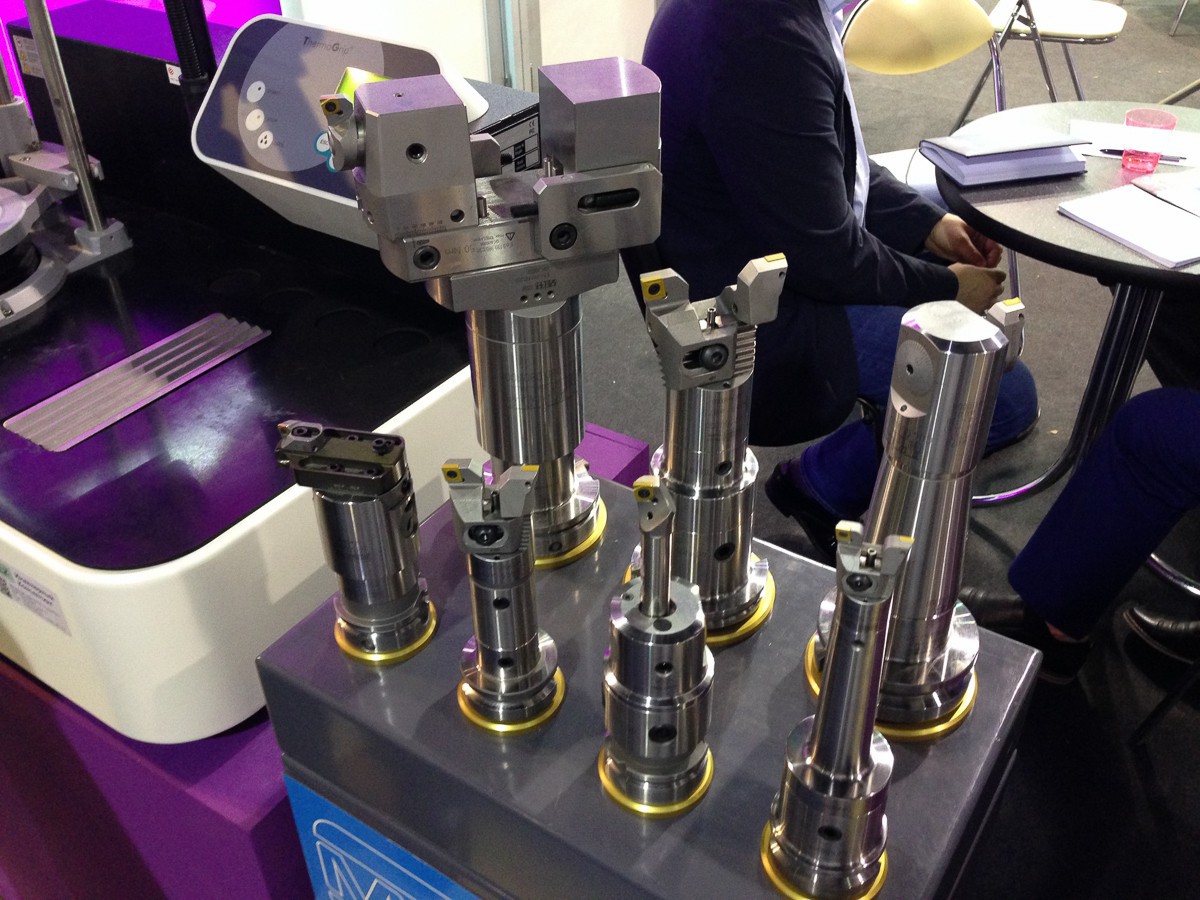
Сама режущая часть — это та маленькая, желтенькая: 
В завершение раздела — то, что умеет делать маленький, но гордый точный станок: 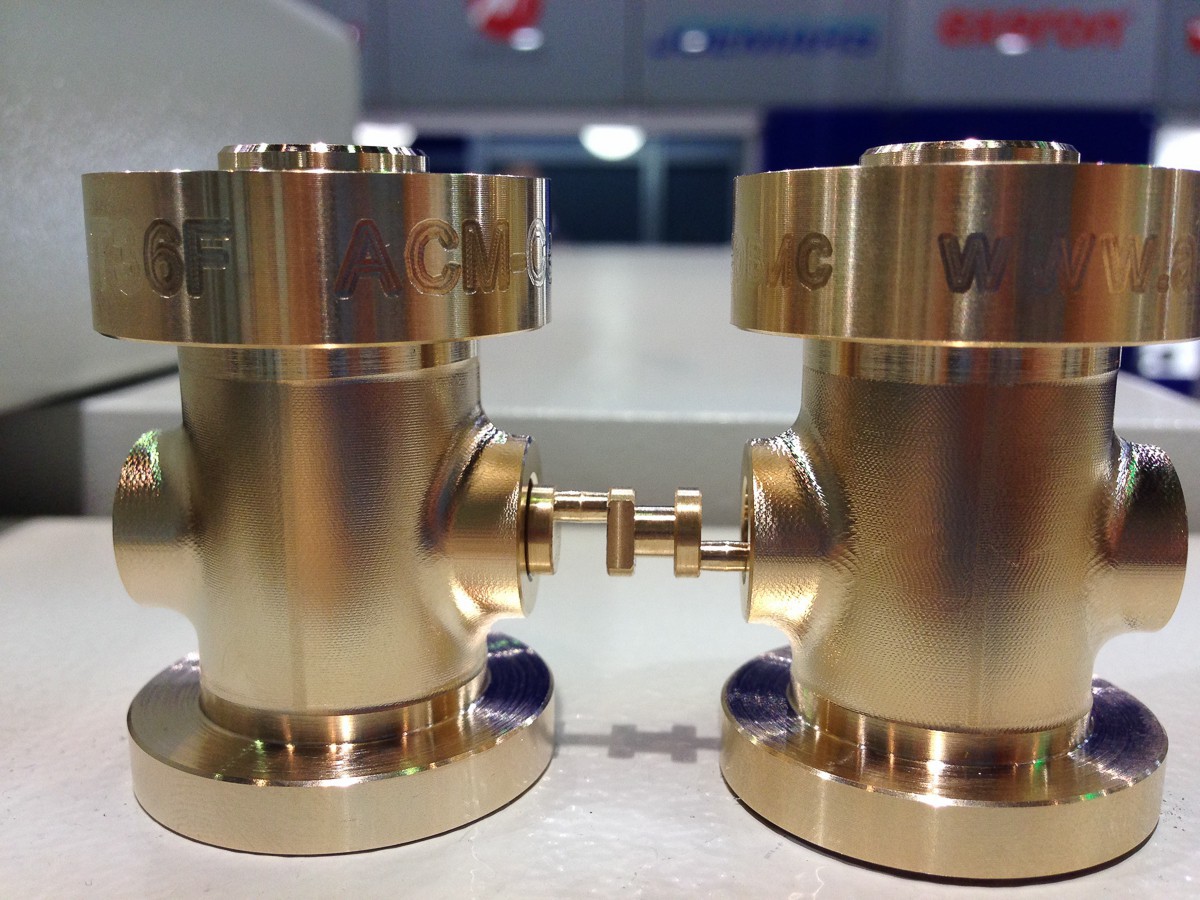
Панель управления этим станком: 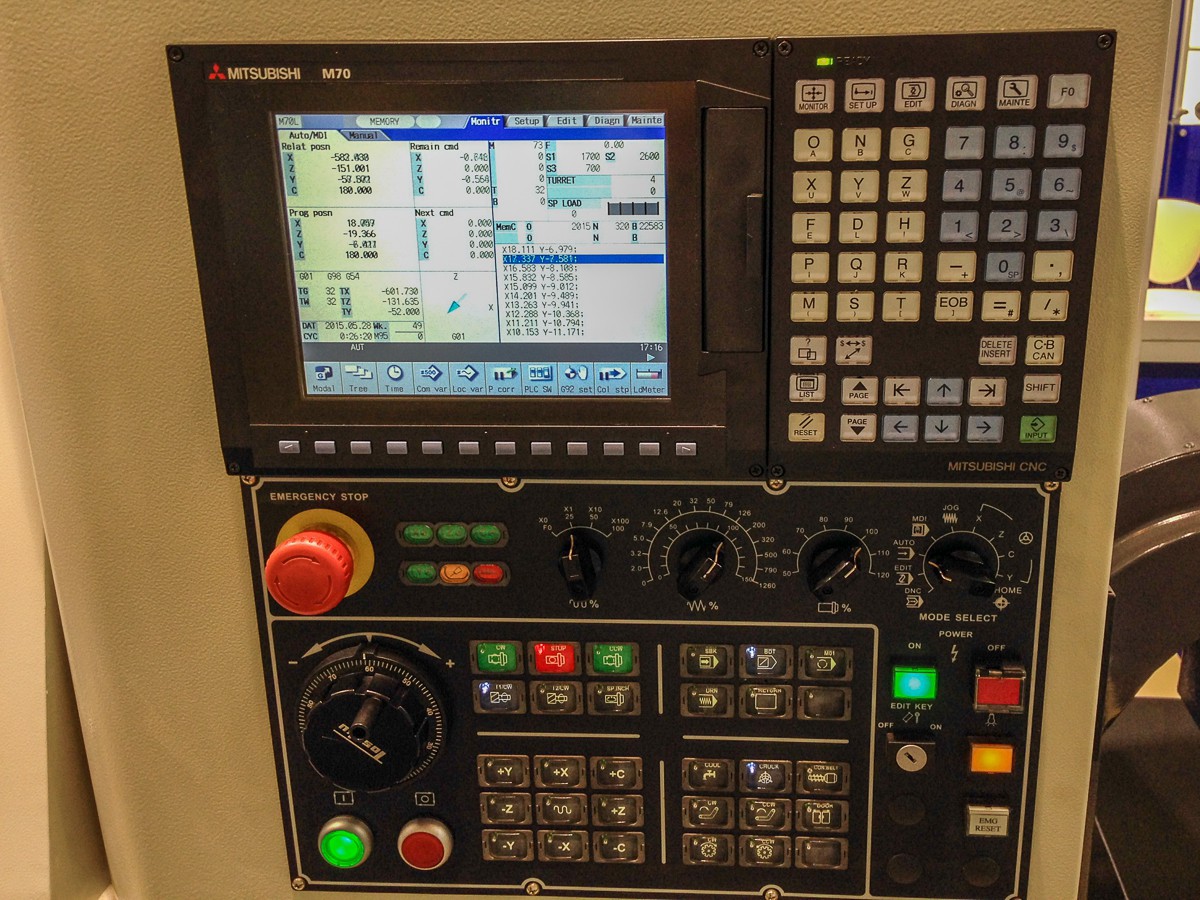
И банкет рядом с этим станком, видимо по поводу N-й продажи: 
Из-за очень большого объёма статьи, ее пришлось разбить на две части. Читайте вторую часть тут.
