Как мы собираем ТВ-приставки

Как сделать шаг навстречу такому модному сегодня понятию, как импортозамещение? На самом деле, несложно, если ты уже имеешь соответствующий опыт разработки и производства отечественного продукта. У нас такой опыт имеется. Вот уже больше года в Екатеринбурге функционирует сборочное производство телевизионных приставок.
На дворе стоял 2018 год, когда, взвесив все «за» и «против», мы начали работу над бизнес-планом будущего производства телевизионных приставок и плотно занялись подготовкой помещения под сборочный цех. До этого полный цикл производства аппаратной части был развёрнут на заводе наших партнёров в Китае, а разработка программного обеспечения и работы по схемотехнике велись в стенах компании НАГ.
Перед тем, как продолжать рассказ, остановимся на том, что представляет из себя производственный процесс, который нам предстояло освоить. На первый взгляд, может показаться, что сборка такого, вроде бы простого и компактного устройств, не должна представлять особых трудностей.

Казалось бы: чего там? Корпус, плата и несколько «плюшек» на ней, а после, главное, аккуратно уложить все в коробочку, «разбавить» комплектующими и отправить счастливому заказчику. Но всё оказалось несколько сложнее. И перед началом работы над проектом, мы решили посмотреть, как сборочный процесс поставлен у наших коллег в Китае.
Для сборки одной приставки Vermax необходимо в определенной и строгой последовательности собрать воедино 27 элементов, поскольку даже некоторые небольшие конструктивные части устройства состоят из нескольких, более мелких. В Китае каждую такую операцию выполняет один человек и вся эта «конвейерная машина» из человеческих рук вполне успешно справляется с работой. К сожалению (или к счастью), мы позволить себе такое количество людских ресурсов не могли, да и площадь нашего цеха недостаточна для размещения такого количества работников. Поэтому, пришлось приложить большие усилия, прежде, чем скомпоновать сборочную линию в соответствии с нашими запросами и возможностями. Некоторые процессы пришлось автоматизировать и оптимизировать, дабы один человек мог выполнять несколько сборочных операций. Но об этом чуть позже, ведь прежде чем начать собирать, нужно подготовить помещение.
Помещение
Основными критериями при выборе помещения под сборочную линию были его близость к головному офису компании и вместимость, достаточная для размещения производства. Изначально выбрали другое здание рядом с нашим огромным складом, и уже готовы были сносить перегородки, но тут появилась идея получше. Благо, что на этаже бизнес-центра, где располагается наш офис в Екатеринбурге, часть помещений была свободна. Дело оставалось за «малым» — ремонт и техническое оснащение, дабы превратить четыре бетонных стены в настоящий цех с защитой от статического электричества.
Когда помещение, наконец, было готово, мы закупили все необходимое оборудование и утвердили схему его расстановки. Получилось так:

Позже было принято решение несколько изменить этапы сборки и методы передачи операций. Это позволило нам существенно сэкономить площади. Теперь в помещении, где изначально располагалась одна линия, могут разместиться две. Это открывает для нас перспективы масштабирования производства по мере необходимости без открытия второго цеха, хотя рано или поздно нам придётся пойти и на это.
Этапы производства
На производстве каждый человек закреплен за определенным постом, на котором выполняются конкретные сборочные операции. Каждый пост пронумерован, поэтому начнем, как водится с Поста №1.
На производство с SMT-линии платы приходят в коробках по двести штук. Каждая плата упакована в отдельный пакет.
На первом посту происходит визуальный осмотр плат на предмет повреждений, а также сверяется количество штук в коробке с документами. Делается пометка во внутреннем журнале учета, куда заносится серийный номер и артикул коробки. После этого платы распаковываются и на них с помощью теплопроводящего клея крепится радиатор.


Далее, будущая приставка отправится на проверку на Пост №2, но перед этим в нее вставляются два USB-накопителя и flash-карта.
Пост два — это один из самых важных участков сборки. Здесь отбраковываются платы, которые могли получить повреждения процессе перевозки. Брак может быть разным: от некачественной пропайки до мелких поломок. И тут особо стоит отметить, что это уже вторая проверка. Первая осуществляется прямо на заводе перед отправкой, а вторая после тысяч километров тряски.
Кстати, некоторые дефекты позволяет выявлять специальное увеличительное стекло:

Первым делом проверяется работоспособность всех портов (для чего и необходимы те самые USB-накопители и «флешка»). На этом же этапе, при необходимости, происходит перепрошивка устройства.


Для проверки одновременно подключаются шесть плат. Происходит проверка работоспособности всех функций приставки, например таких как звук, видео, wi-fi, ethernet, bluetooth, общая производительность, работа с пультом дистанционного управления и т.п. Звук мы проверяем с помощью специального устройства с визуальными индикаторами собственной разаработки.
Отдельно стоит отметить и то, что большинство тестов проводится автоматически — частично с использование встроенного в приставку программного обеспечения, частично — с помощью внешних устройств, например, опять нашего же контроллера ERD.

Далее, исправные платы передаются на Пост №3, где происходит частичная сборка корпуса, а также крепятся антенны и вклеиваются световые барьеры. Световой барьер — это тот самый элемент, благодаря которому приставка не слепит пользователя ночью ярким светодиодом, а лишь светит маленькой световой точкой. По той же причине, кстати, нет диагностических диодов на сетевой карте, а сама диагностика вынесена в интерфейс. Поэтому приставка не работает ночником и не мешает пользователю вечером наслаждаться просмотром фильмов и спать.
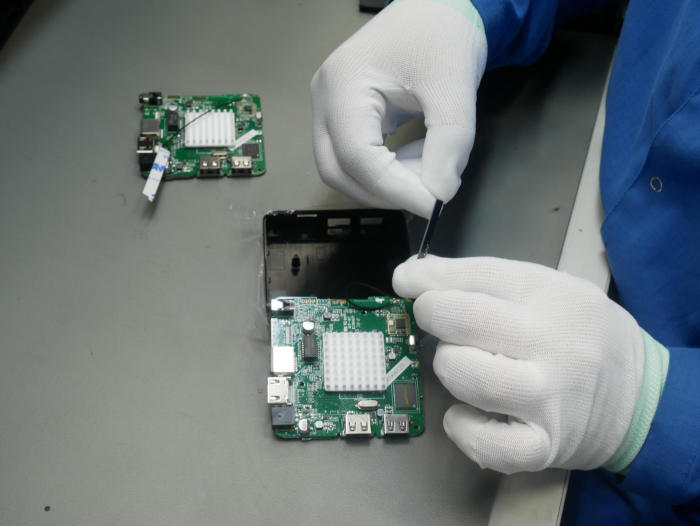
Полусобранная приставка продолжает свое движение и перемещается на Пост №4. Это, наверно, наиболее технологически оснащенный этап сборки. Здесь установлен пневмоэлектрический шуруповерт, которым плата прикручивается к верхней крышке.


Шуруповерт подает саморезы автоматически сразу же после того, как завершено предыдущее вкручивание. Дабы избежать поломок и перекрутов, на шуруповерте выставляется усилие, с которым будут вкручиваются саморезы. Это экономит те самые секунды, которые позволили нам сократить число людей на сборочной линии.
Затем сборщик защелкивает основание корпуса, и теперь приставку можно считать почти собранной. Но и здесь есть нюанс. Важно, чтобы при защелкивании, кнопка доступа в сервисное меню совпадала с защелкой крышки. Мелочь, а в случае необходимости сервисных работ будет неприятно.

Корпус собран и остается лишь наклеить резиновые ножки. Кстати, с ними связана интересная история, которая еще раз подчеркивает преимущество собственной сборки. Один наш крупный заказчик попросил заменить резиновые ножки приставки на такие, которые бы не пачкали поверхность белой мебели. Мы в кратчайшие сроки выполнили просьбу и новая партия приставок уже не оставляла черных следов. Если бы этот запрос пришлось транслировать на фабрику в Китай, его урегулирование заняло бы месяцы.
На следующем посту приставка укладывается в коробку, а вместе с ней — и те компоненты, что нужны конкретному клиенту. Это один из плюсов нашей кастомизации. Например, клиент ведёт свой бизнес в восточном городе России, где до сих пор у населения имеется большое количество старых телевизоров. Для них актуальны «тюльпаны» (порты RCA). Значит, приставки будут укомплектованы «тюльпанами». В целом же, набор комплектующих стандартен: пульт, батарейки, блок питания и кабель HDMI, сама приставка, руководство по эксплуатации и далее по списку заказчика.



На следующем этапе приставка укладывается в коробку. Удаляется транспортировочная пленка, а взамен торец приставки оклеивается защитной пленкой.




Все это дело упаковывается в пакет и помещается в коробку, на которую наклеивается индивидуальный штрих-код.

После маркировки все коробки взвешиваются. Взвешивание необходимо для контроля наличия всех комплектующих в коробке. Если отличие в весе от стандартных значений окажется значительным, то сборщикам приходится вскрывать коробки и передавать на контроль.


После, каждый номер вносится в базу и компьютер формирует штрих-код коробки. Именно в этой коробке поставщику поедут двадцать, уже собранных и полностью укомплектованных, приставок.


Ну, а далее, всё просто. Определённое количество приставок прямо из коробок отправляются на ручную распаковку и контроль, а часть из них — в термошкаф нашего собственного производства, чтобы быть уверенным в надежности собранного устройства.
Зачем нам эти «заморочки»?
Собственно, а зачем же нам нужны все эти хлопоты с собственной сборкой? Зачем нанимать сотрудников и вкладывать средства, если где-то там, в далеком Китае, сотни рук готовы выполнить эту работу?

Самое важное преимущество, которое мы получили открыв собственный цех — это сокращение сроков кастомизации, что, несомненно, очень важно для больших операторов связи. Срок производства средней партии приставок в Китае составляет 3–4 недели. На относительно недорогую доставку уходит 1 — 2,5 месяца. Сборочное же производство позволило нам сократить эти сроки до одной недели. Также, мы начали выпускать собственные коробки, существенно удешевив конструкцию и сделав ее менее трудоемкой.
Исторически сложилось так, что НАГ работал с огромным числом небольших операторов, поэтому мы, в том числе, ориентируемся и на эти компании. В России сотни провайдеров, чьи потребности в приставках не превышают двух тысяч в год. Как правило, такие компании не могут себе позволить сразу платить за крупные партии оборудования, а значит, у них фактически нет возможности кастомизировать «железо» под себя, поскольку — это просто невыгодно производителю. Для таких компаний мы уже разработали специальное предложение, которое позволит решить и их потребность в приставках и получить заказное решение.
Перспективы
Уже сейчас количество собираемых за день приставок варьируется от 600 до 720 штук. В ближайших планах увеличить количество постов сборки, чтобы уменьшить время затрачиваемой на некоторые операции. Это позволит нам значительно нарастить объем собираемых за день устройств. Мы уже сегодня можем в течение дня покрыть потребности в приставках для оператора.
