Как это сделано: Оптика для EUV/BEUV литографии
 Прохождение излучения в EUV степпере
Прохождение излучения в EUV степпере
Часто в обсуждениях, посвященных внедрению все более мелких техпроцессов изготовленя СБИС, всплывает тема рентгеновской литографии. Тема довольно сложная, и запутанная, особенно если обсуждать вопрос «кто кого родил — Cymer или ASML. Но этот пост совершенно не про историю.
Так уж получилось, что последние 20 с лишним лет я занимаюсь исследованием и изготовлением многослойных периодических покрытий, являющихся ключевым элементом многих рентгенооптических приборов, включая EUV степперы, нынче активно внедряемые в производство. Вот об особенностях изготовленя таких покрытий применительно к рентгеновской оптике я и хочу рассказать.
Что за рентгеновская оптика?
Рентгеновская оптика — это одна из современных ключевых технологий, жизненно важная для многих инженерных и научных областей, таких как рентгено-флуорисцентный анализ, космическая астрономия, лазеры на свободных электронах, и т.п. Наиболее важной областью применения рентгеновской оптики стало новое поколение литографии, использующее длину волны 13.5 нм. Формально, такое излучение относится к мягкому рентгену, но больше известно под «коммерческим именем» Extreme Ultraviolet (EUV).
 Уменьшение норм техпроцесса с развитием литографии
Уменьшение норм техпроцесса с развитием литографии
С развитием микроэлектроники, нормы техпроцесса, используемого для ее производства, продолжают уменьшаться. В настоящее время наиболее широко используется глубокий ультрафиолет (Deep Ultraviolet (DUV)) с длиной волны 193 нм. Это оборудование относится к предыдущему поколению. Новое поколение уже использует EUV. Поскольку природа взаимодействие мягкого рентгеновского излучения с веществом сильно отличается от таковой для ультрафиолета, переход на новую длину волны требует буквально «все переделать». В частности, особенности взаимодействия мягких рентгеновских лучей с веществом требуют использования отражающей оптики.
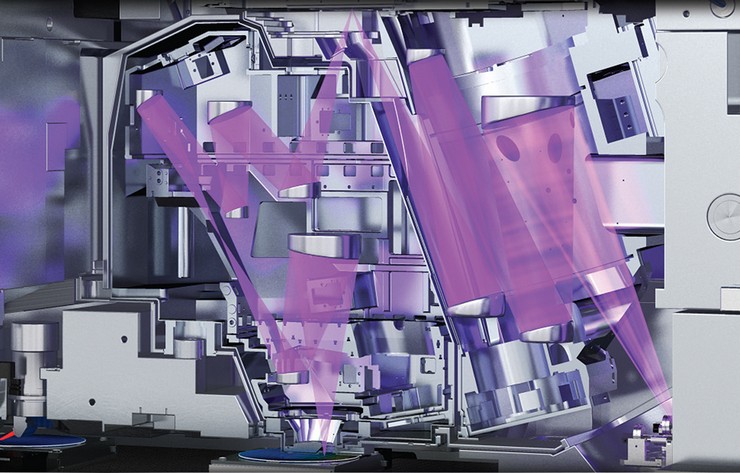
Схема EUV степпера
Рисунок выше иллюстрирует оптическую систему типичного EUV степпера, используемого в литографии. Как видно, он содержит не менее 5 зеркал в подсветке оптики и 6 зеркал в разделах проекционной оптики. Общая пропускная способность такой оптической системы примерно в сто раз ниже, чем отражательная способность одноразового зеркала из-за множественного отражения. Увеличение коэффициента отражения (КО) каждого зеркала с 53 до 65% увеличит интегральную пропускную способность системы примерно в 7 раз. Таким образом, даже небольшое улучшение отражающей способности дает немедленное повышение эффективности литографических систем. Это также снижает общую стоимость производства, уменьшая время экспозиции. Поэтому, отражательная способность рентгеновской оптики имеет решающее значение для эффективности EUV степпера. «Так давайте же увеличим КО, отполируем зеркала, к примеру…» подумает любознательный читатель. Но не все так просто…
Хьюстон, у нас проблема…
Слабое отражение мягкого рентгеновского излучения твердыми веществами требует использования специальных отражающих оптических устройств. Сразу после открытия рентгеновских лучей было обнаружено, что показатель преломления всех материалов очень маленький (~ 10–5). Позже, в результате открытия рентгеновской дифракцию на кристаллах, был обнаружен и способ отклонения рентгеновских лучей. «Новая версия» рентгеновской дифракции была предложена 30 лет назад, когда было предложено использовать искусственные дифракционные структуры вместо природных кристаллов для манипулирования рентгеновскими лучами. Обычно такие искусственные структуры состоят из периодически чередуемых нанослоев двух материалов, как показано на рисунке 3. Таким образом, отражательная способность рентгеновских лучей усиливается из-за умножения интерфейсов. Такие структуры называются многослойными периодическими рентгеновскими зеркалами (англ. periodical multilayer X-ray mirrors — PMMS).
Схема многослойного рентгеновского зеркала
Многослойки, по сути, являются искусственными Брегговскими кристаллами, состоящими из чередующихся слоев «легкого» и «тяжелого» материала; они также называются «spacer» и «absorber». Периодичность такой структуры составляет примерно половину рабочей длины волны для угла падения, близкого к нормали. Многослойные зеркала достигают высокой отражательной способности в результате интерференции излучения, отраженного на границах между легкими и тяжелыми слоями.
Показатель преломления в рентгеновском диапазоне является комплексным и равен 1 — Δ + iβ. На любой заданной длине волны материалы с высоким δ и низким β действуют в качестве отражающих слоев. Материалы с низким δ и низким β служат спейсерами. Последовательность слоев с высокими и низкими δ (чередования спейсера и абсорбера) обеспечивают оптический контраст. Как абсорберы, так и спейсеры требуют низкого β, чтобы минимизировать поглощение излучения. Например, на длине волны выше 12,8 нм свойства молибдена позволяют использовать его в качестве абсорбера. На той же длине волны кремний действует как спейсер.
Сначала посчитаем
Проектирование высокоэффективных зеркал для конкретной длины волны включает в себя несколько основных шагов. Первый шаг — выбор пары материала. Выбор определяется оптическими свойствами материалов в данном диапазоне длин волн. Например, пара Mo/Si в основном используются для длины волны 13,5 нм (EUV), а многослойки Mo/B оптимальны для 6,7 нм, поскольку бор имеет более низкое поглощение в этом диапазоне по сравнению с кремнием; Co/C являются наиболее эффективными для более короткого диапазона длин волн 4,4 — 4,5 нм.
Следующим шагом выбирает толщину отдельных слоев и их количество. Этот шаг обычно основан на компьютерном моделировании KO на заданной длине волны. Для расчета КО используются различные инструменты. Мы предпочитаем наш собственный X-RayCalc.
Например, для 13.5 нм, оптимальные толщины Mo и Si составляют 2.8 и 4.6 нм, общее число пар (периодов) — 50–60:
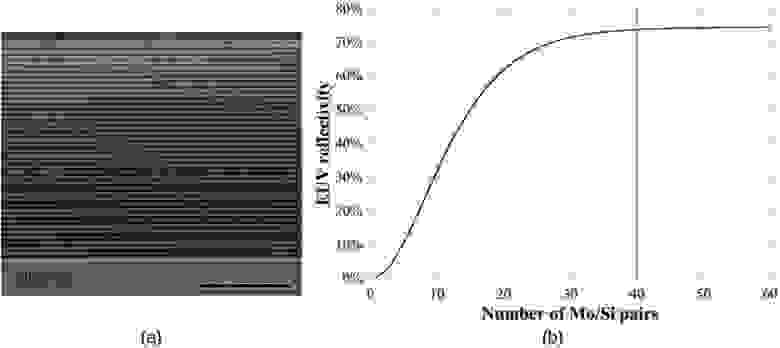 Электронно-микроскопическое изображение рентгеновского зеркала Mo/Si (поперечное сечение) и зависимость КО от числа преодов.
Электронно-микроскопическое изображение рентгеновского зеркала Mo/Si (поперечное сечение) и зависимость КО от числа преодов.
Так как же это сделано?
Традиционный метод изготовления многослойных рентгеновских зеркал — магнетронное распыление (никакого отношения в ВЧ магнетронам не имеет). Весь процесс происходит в сильно разряженной атмосфере инертного газа (аргона). Если сильно упростить — магнетронный источник имеет два магнитных кольца, расположенных под мишенью (диск из материала, который нужно распылять). Магниты создают замкнутое магнитное поле, улавливающее электроны. Электроны эмитируются из мишени под действием отрицательно электрического потенциала, прикладываемого к мишени (обычно, несколько сотен вольт). Электроны двигаются в магнитном поле, сталкиваются с атомами газа, ионизируя его. Ионы бомбардируют подложку, распыляя ее. Поток атомов направляется на подложку, где и осаждается, формируя тонкую пленку. Недавно на хабре вышла статья о постройке магнетронного источника в домашних условиях.
Для изготовления многослойного периодического покрытия необходимо использовать несколько магнетронов с разными мишенями, и чередовать потоки атомов, прилетающих на подложку. Это можно реализовать разными способами. Для рентгеновских зеркал используется особая конфигурация напылительной системы, т.н. карусель.
В такой конфигурации магнетроны расположены вокруг оси карусели и перпендикулярно ее плоскости. Карусель вращается, подложка циклически перемещается от одного магнетрона к другому. Магнетроны работают в стационарном режиме, и толщины слоев определяются временем экспозиции. Для более точного контроля времени используется вращающаяся заслонка с окном. Выглядит довольно просто, не так ли?
Еще одно лирическое отступление
За свою карьеру я построил три установки для напыления зеркал. Первая была в Харькове, во времена аспирантуры, с очень ограниченным бюджетом, и «построил» следует читать буквально, поскольку процесс включал заливку бетонного фундамента для форвакуумного насоса. Установка работает до сих пор, хотя в этом году будет отмечать двадцатилетие. Посмотрите, какой стимпанк (ось карусели расположена горизонтально):
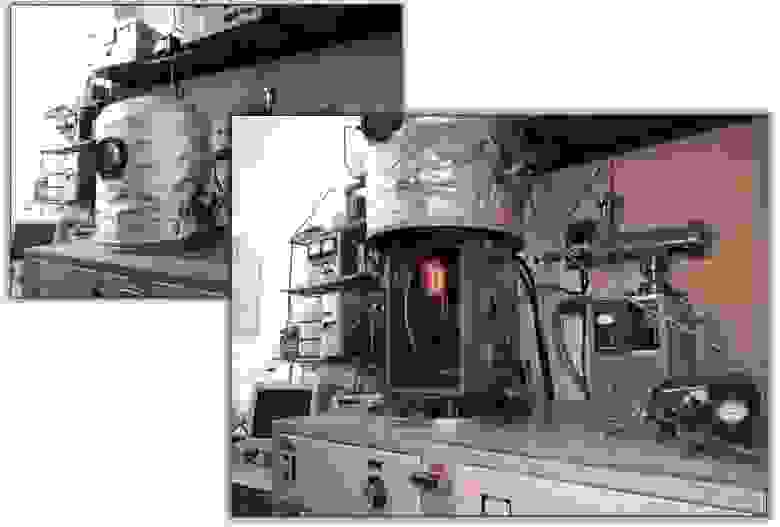 Вакуумная установка для изготовления рентгеновских зеркал, первое поколение. Харьков, 2002 г.
Вакуумная установка для изготовления рентгеновских зеркал, первое поколение. Харьков, 2002 г.
Дальше я уже ничего не строил сам, а только проектировал. Вторая установка была в Корее, и на ней удалось сделать очень неплохие зеркала Mo/B для длины волны 6.7 нм. Тут ось вертикальная, магнетроны сверху, подложка под ними.
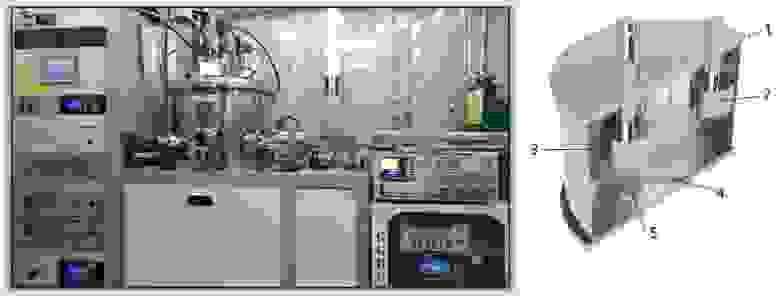 Второе поколение. Корея, 2017–2019 г.
Второе поколение. Корея, 2017–2019 г.
На схеме: 1 — вакуумная камера, 2 и 3 — магнетроны. 4–5 — подложкодержатель.
Установка третьего поколения была запущена несколько месяцев назад. Накопленный опыт + (почти) неограниченный бюджет произвели вот эту красоту:
 Третье поколение. Китай, 2021 г.
Третье поколение. Китай, 2021 г.
Четыре 150 мм магнетрона, ионное травление, водо-охлаждаемый держатель подложки, шлюз, мощные насосы, максимальная автоматизация. Базовое давление — 1e-7 Торр. Наконец-то можно развернуться по полной программе.
Кстати, для первой и третьей установок, система перемещения делалась исключительно своими силами. Импортные шаговые двигатели и продвинутые программируемые контроллеры позволяют довольно прецизионно рулить этим хозяйством. Даже своя локльная сеть внутри есть:
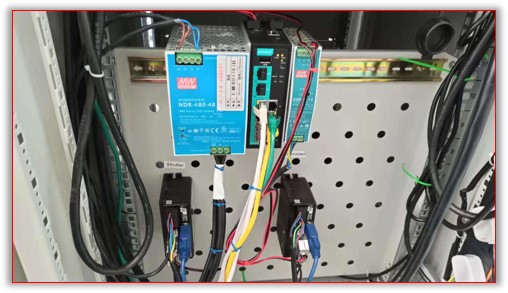 Система управления приводами подложкодержателя и заслонки.
Система управления приводами подложкодержателя и заслонки.
Ну и красивый самописный интерфейс на Delphi, куда же без него. На данном этапе это выглядит так:
Интерфейс системы управления напылением.
Ключевое здесь — свой скриптовый язык, позволяющий полностью автоматизировать весь процесс, включая управление блоками питания. Когда изготовление одного зеркала занимает 3–5 часов, не считая подготовки, без автоматизации никак.
И где мы?
Напылить рентгеновское зеркало — это только полдела. Его еще нужно аттестовать, и убедится в том, что напылили именно то, что спроектировали (обычно — нет). Прямолинейный метод — поехать на ближайший синхротрон, и померять КО на нужной длине волны. К сожалению, долго, дорого, и если что-то пошло не так, мы это увидим, но вряд ли поймем почему.
Тут на помощь приходит малоугловая рентгеновская дифракция + описанное выше компьютерное моделирование. Идея следующая — берем обычный лабораторный рентгеновский дифрактометр, использующий жесткий рентген (обычно 0.154 нм), и снимаем дифракционную кривую. Поскольку есть периодическая структура, то все работает почти так же, как с обычными кристаллами. Но из-за большего параметра периодичности, дифракционные максимумы будут находиться вблизи первичного пучка, на очень малых углах. Потом берем нашу физическую модель, считаем с помощью X-Ray Calc, и совмещаем обе дифракционные кривые. Не совпало? Подгоняем параметры модели до тех пор, пока не совпадет. Примерно так:
Не попали …
Ключевой параметр многослойного зеркала — это его период, равный сумме толщин одного легкого и одного тяжелого слоя. Все рентгеновская оптика завязана на одно простое уравнение Брэгга, которое определят условие дифракции:
2d sin θ = nλ
Где d — период, тета — угол дифракции, лямбда — длина волны, n — дифракционный порядок.
Самый частый косяк при изготовлении многослоек — не попали в период. Основная причина — скорость осаждения зависит от многих факторов, таких как состав атмосферы в камере, расстояние от мишени до подложки, температура и т.п. Все эти параметры могут меняться от эксперимента к эксперименту. И если, например, с постоянством состава атмосферы можно бороться техническими методами (использовать шлюз для загрузки подложек), то от эрозии мишени в процессе распыления никуда не денешься.
В итоге можно промахнуться на пару ангстрем (при периоде в 6,5 нм) и получится вот так:
Всего-то на один ангстрем промазали …
Тут вроде и пиковый КО на месте, только вот положение пика уехало почти на семь градусов. Такой промах юстировкой оптики уже не исправить …
Другая распространенная проблема — дрифт периода вызванный непостоянством скорости напыления во время изготовления зеркала. Опять же, в процессе меняется атмосфера, растет температура, и т.п. Это лечится длительной подготовкой, обычно за загрузкой подложек следует прогрев самой вакуумной камеры, потом несколько часов магнетроны просто работают вхолостую. «У нас поплыл период» на малоугловой дифракции выглядит как-то так:
Дрифт периода проявляется в уширении и расщеплении дифракционных пиков (серая кривая)
Ясное дело, ждать высокого КО на целевой длине волны тут не приходится.
Но ежели чудесным образом мы попали в нужный период, и ничего не уплыло, можно начинать праздновать. Но для начала, нужно оценить КО используя уточненную модель, полученную на основании малоугловой дифракции. Или дажу померять на синхротроне, если бюджет позовляет. Тогда может получиться как-то так:
Но позвольте,
Где же наш КО?
В смысле, почему такая разница с теорий, и не в нашу пользу? Проблема в том, что наноструктура многослойных зеркал имеет критическое влияние на оптические свойства. В принципе, ее (наноструктуру) можно контролировать в определённых пределах. Разумеется, это возможно, когда есть полное понимание взаимосвязей между структурой и условиями изготовления. Структурные дефекты, такие как шероховатость интерфейса и перемешивание между слоями, уменьшают резкость интерфейсов и ухудшают отражательную способность. Таким образом, без знания реальной структуры невозможно правильно предсказать отражающую способность зеркал. По этой причине интенсивное исследование структуры и механизмов формирования зеркал для EUV диапазона предшествовало их коммерческому использованию.
Межслоевая шероховатость уменьшает отражательную способность каждой границы внутри зеркала из-за диффузного рассеяния. Влияние шероховатости может быть оценено с использованием различных теоретических моделей, например, с использованием коэффициента т.н. Дебаевского фактора. Если распределение шероховатости описывается функцией Гаусса, влияние шероховатости на КО можно описать следующей функцией:
где r0 — это отражательная способность идеально гладкой и границы между двумя слоями. Расчет показывает, что введение 0,3 нм шероховатости на границах раздела может уронить КО на десятки процентов по сравнению с идеальной моделью. Уменьшение шероховатости от 0,3 до 0,2 нм увеличивает отражательную способность на 5–6%.
Дальше хуже…
Помимо шероховатости, для многих пар материалов характерно протекание твердотельных химических реакций, приводящее к т.н. межслоевому перемешиванию. Например, осаждение молибдена на кремний Si приводит к образованию тонкого слоя молибден дисилицида молибдена MoSi2. В случае Mo и B появление диборида молибден MoB2:
Микроскопический снимок границы между молибденом и бором.
Перемешивание считается структурным несовершенством, поскольку смежные слои уменьшают оптическую контрастность границы и опять роняют КО, несмотря на их низкую толщину (около 1 нм). Если произошло перемешивание, интерфейс (граница раздела) Mo/B, замещается двумя куда менее контрастными интерфейсами B/MoB2 и MoB2/Mo. Кроме того, общий объем интерфейсов в покрытии увеличился. Поскольку каждый интерфейс также имеет собственную шероховатость , происходит кумулятивное ухудшение отражательной способности. Таким образом, подавление или даже полное устранение смешивания имеют решающее значение для улучшения отражательной способности зеркал:
Эффект различных структурных носовершенств на коэффициент отражения. Фиолетовая линия — результат выбора неправильного материала для «спейсера».
И что с этим делать?
Есть разные способы. Наиболее эффективный — введение тонких барьерных слоев на зраницах между основными материалами. Например, слоев рутения или углерода. Помогает не только повысить КО, но и улучшает термическую стойкость зеркал.
А что после EUV
Технология движется в строну дальнейшего уменьшения длины волны, до 6.7 нм (т.н. BEUV). Там проблем еще больше. Во-первых, перид зеркал нужно уменьшить почти вдое (до 3.4 нм). Во-вторых, число периодов увеличить хотя бы до 300. В третьих, заменить кремнй на бор (та еще зараза). Позитивный момент — больше энергия фотонов, немного проще засвечивать фоторезист, что несколько компенсирует меньший KO.
На этом все. Если вас заинтересовала эта тема, то множество подробностей об EUV литографии (включая историю) можно найти в этой замечатльной книге:
Vivek Bakshi, EUV Lithography, SPIE 2018
Еще больше деталей по самим зеркалам и сопутствующим технологиям можно найти здесь:
Spiller Eberhard, Soft X-Ray Optic, SPIE 1994
Виноградов А., Брытов И., Грудский А., Зеркальная рентгеновская оптика, Л. Машиностроение, 1989
На тему проблем BEUV оптики можно почитать наш свежий обзор: Multilayer Reflective Coatings for BEUV Lithography: A Review.
Немножечко информации для тех, кому это интересно
В моем лице исследовательский центр инновационных наноматериалов при Международном кампусе Джедзянского университета (Zhejiang University, 53 место в мировом рейтинге THE), ищет магистров и аспирантов, желающих двигать науку в области материаловедения, включая многослойную рентгеновскую оптику.
