Для чего нам в СИБУРе продвинутая аналитика
Когда у вас возникает какая-то проблема, вы начинаете искать способы ее решения, параллельно думая, как бы снова не пройтись по этим же самым граблям в следующий раз. Что бы вы ни делали, от небольших мобильных приложений до громоздких информационных систем, у ошибки всегда есть цена, и чем более критична отрасль, в которой используется ваш продукт, тем выше цена этой ошибки. Поэтому идеальной видится ситуация, когда вы работаете на опережение, а именно — пытаетесь предсказать возникновение проблемы до ее фактического наступления.

Экструдер на производстве полипропилена
У нас в СИБУРе есть функция «Цифровые технологии», одно из направлений которой занимается продвинутой аналитикой. Мы участвуем во всех процессах, так или иначе связанных с анализом данных, которые есть в компании: от показаний множества датчиков с производства до биржевых сводок и прогнозов. Используя эти данные, мы создаем цифровые продукты, которые ощутимо помогают повысить операционную эффективность компании.
Меня зовут Александр Крот, я представляю направление продвинутой аналитики, и под катом расскажу вам вот о чем:
- как сократить количество внеплановых остановок экструдера, который нарезает полипропилен на гранулы и имеет свойство забиваться;
- как с помощью анализа данных и настроенной модели можно увеличить производство бутадиена более, чем на 100 тонн в месяц;
- почему проблемы реактора проще предсказать, чем исследовать его с помощью рентгена.
Операционную эффективность производства можно повысить двумя путями. Первый — увеличение выработки продукции с помощью более стабильного режима производства. Второй — сокращение потери из-за внеплановых остановов, каждый из которых стоит нам миллионных потерь.
Очень часто под рабочей моделью, которая будет использоваться для предиктивной аналитики, понимают просто программу. Мол, вот вам код, он поможет предсказать возможные проблемы, пользуйтесь. Мы решили пойти другим путем и создаем готовую модель как полноценный продукт под ключ, на выходе получается рабочая самообучающаяся модель, которую можно корректировать, удобные интерфейсы и терминалы наблюдения, а еще поддержка, которая реагирует на запросы от пользователей новых функций. Наши пользователи — это операторы, которые следят за производственным процессом, поэтому они точно знают, что и как стоит поменять в продукте, чтобы им было удобнее пользоваться. Ведь именно операторы будут наблюдать за терминалом, реагировать на изменения показателей и вносить коррективы.
Поэтому такие модели мы строим по классической продуктовой схеме, под каждый продукт создается команда с владельцем продукта, разработчиком, дизайнером, датаинженером. Еще в команде всегда есть технолог производства — сотрудник, который понимает, как именно устроен процесс производства, который мы намереваемся улучшить.
Каждый из подобных проектов у нас длится от 3 до 6 месяцев, в зависимости от его сложности. Для начала мы проводим разведку, отправляя команду в поля (на предприятия), у нас такая процедура исследования называется «фрейминг», чтобы точно определить, чего именно хочет заказчик и можно ли вообще решить проблему с помощью данных. Если можно, тогда начинаем оценивать дальше: хватит ли имеющихся данных для решения задачи, откуда их можно выгрузить, потребуются ли организационные изменения. Само собой, отдельно считаем экономический эффект, чтобы впоследствии ранжировать проекты и браться только за те, которые дают максимальный эффект. Понятное дело, что если мы потратим кучу сил и времени на проект, который в итоге позволит сэкономить по 5 000 рублей в месяц или пару лампочек, то такой проект не особо и нужен.
Если же понимаем, что продукт принесет компании реальную пользу (как в плане оптимизации самой работы и улучшения условий для персонала, так и в плане прямой финансовой выгоды), то начинаем работать. Сейчас мы такими темпами реализовали почти десяток разных проектов, в этой статье я хочу остановиться на паре самых значимых из них.
Предиктивное обслуживание экструдера на производстве полипропилена
Один из товаров, которым торгует СИБУР, это полипропилен, продаем мы его в виде гранул, расфасованных по мешкам (подробнее о нашей продукции мы писали здесь). Само производство полипропилена из газа занимает несколько стадий, мы тут остановимся на последней — нарезке гранул. Существуют пероксидные марки полипропилена, для их создания в гомогенизированную массу полипропилена в процессе добавляется пероксид. То есть течет расплав с таким полипропиленом, в него на ходу добавляется пероксид, вся эта масса перемешивается и подается в экструдер.
Экструдер это как большая мясорубка по своей сути. Только размером со среднюю двухкомнатную квартиру. Части экструдера, которые нам в этом деле интересны, это шнеки (как мясорубочный винт, здесь он перемешивает расплав с пероксидом), фильера (это уже аналог сеточки в мясорубке, к которой под давлением подается эта смесь) и кассета с ножами, которые с обратной стороны фильеры активно нарезают полипропиленовые макаронины на гранулы. Затем нарезанный гранулят потоком воздуха поднимается на специальное вибросито, гранулы упаковываются в пакеты и в общем-то готовы к транспортировке.
В силу разных причин происходят внеплановые остановы экструдера.
Например, пероксид плохо перемешался, потому что немного нарушился температурный режим, или было подано недостаточное давление, или что-то еще. Кончается это тем, что между фильерой и кассетой с ножами вся эта масса начинает налипать. Из-за этого вместо нормальных гранул образовывается агломерат, который поднимается с потоком воздуха вверх и забивает вибросито.
Дело тут в том, что если эти агломераты становится видно, значит, что в самом экструдере все уже совсем сильно забилось. Надо останавливать производство, все отключать, разбирать, доставать детали, чистить фильеру и ножи. Останавливается это все обычно дольше, чем на полчаса, и стоит компании серьезных денег.
А вот причем тут, собственно, data science.
За 2017 год было 19 таких остановов. Собрали данные по ним, посмотрели параметры технологического режима производства — телеметрию экструзии и полимеризации. Проанализировали все это, нашли ряд закономерностей. Итогом стало создание модели, которая начинает сигнализировать оператору о том, что скоро что-то может забиться, примерно за час до наступления такого события.
Мы поставили операторам полноценную систему. Теперь у них есть интерфейс, несколько экранов, на которые мы в реальном времени выводим всю связанную с техпроцессом телеметрию. Для простоты мы подсвечиваем нужные показатели разными цветами (зеленый-желтый-красный), как на спидометре. Причем визуально при взгляде на экструдер ничего предположить еще нельзя, а система, проверив телеметрию и показания, начнет заранее алармить, что через 2 часа (горизонт прогнозирования нашей модели) возможно забитие. И что если прямо сейчас просто усилить прижим ножей, к примеру, то внеплановой остановки можно будет избежать.
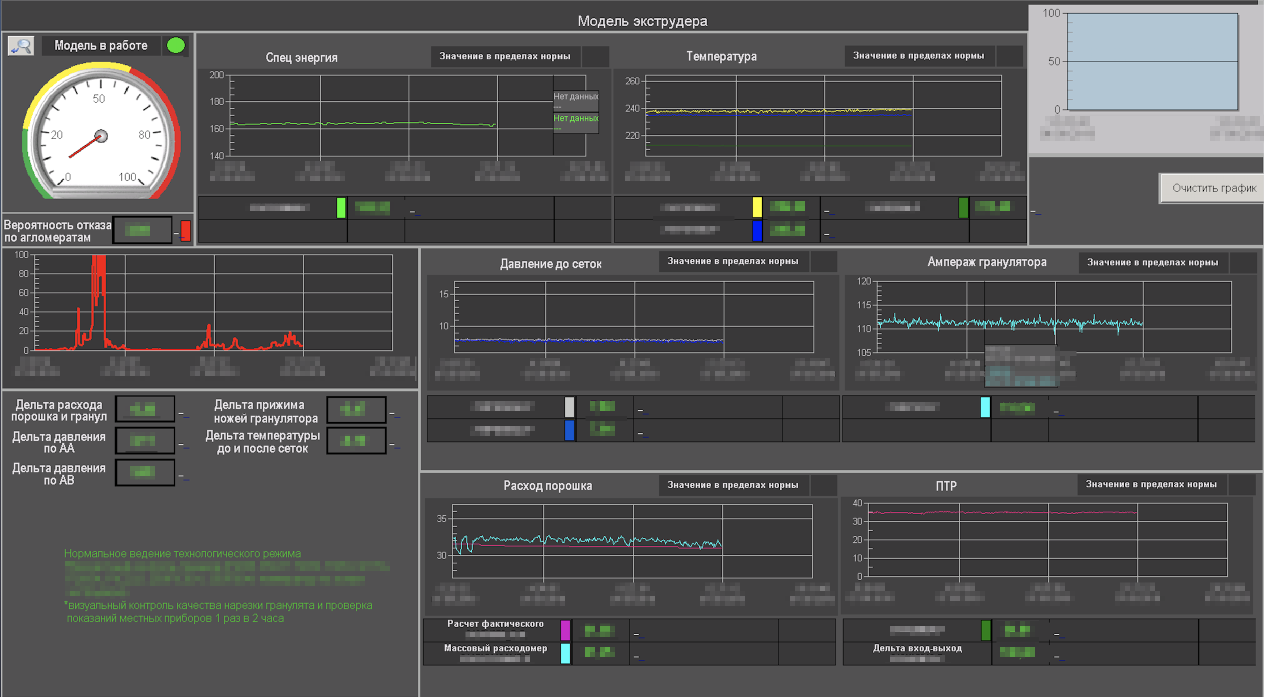
Одна из наших главных задач при этом — обеспечить приживаемость наших инструментов. Операторы должны доверять системе. Если она будет часто срабатывать ложно, а он будет отвлекаться и все перепроверять, то рано или поздно он будет реагировать на ее алармы как на привычный раздражитель. А то и вообще станет думать, что поставили какую-то не очень понятную систему, которая иногда ложно срабатывает и отвлекает от работы. Поэтому мы на ходу дообучали модель, чтобы минимизировать такое. Мы установили над виброситом видеокамеры, чтобы оператор мог смотреть, как обстоят дела, если вдруг система проморгает что-то, в этом случае он визуально заметит агломераты заранее, а не когда уже все вибросито забьется. Если сотрудники производства меняют ножи либо настройки экструдера, они сразу пишут нам в саппорт и просят учесть это, чтобы модель работала точнее.
Что в итоге. Модель запустили в 2018. И с этого момента у нас больше не было ни одной внеплановой остановки.
Этот проект из сферы предиктивного техобслуживания. Оно очень помогает в работе, например, мы прогнозируем, к какому времени с той или иной установкой что-то может пойти не так, надо будет заменить масло или подшипник, и заранее заказываем нужные детали на склад, чтобы к моменту наступления события осталось только взять и установить их, а не решать вопросы с заказом, доставкой и прочим.
Теперь перейдем к оптимизации выработки продукции за счет поддержания оптимального режима.
Советчик на производстве бутадиена
Бутадиен — наш промежуточный продукт, из которого, например, впоследствии делают всем известный синтетический каучук. У производства бутадиена есть одна особенность, для этого необходим катализатор, элемент довольно ценный. Закупается обычно года на 2–3 вперед и стоит несколько миллиардов рублей, так как содержит драгоценные металлы.
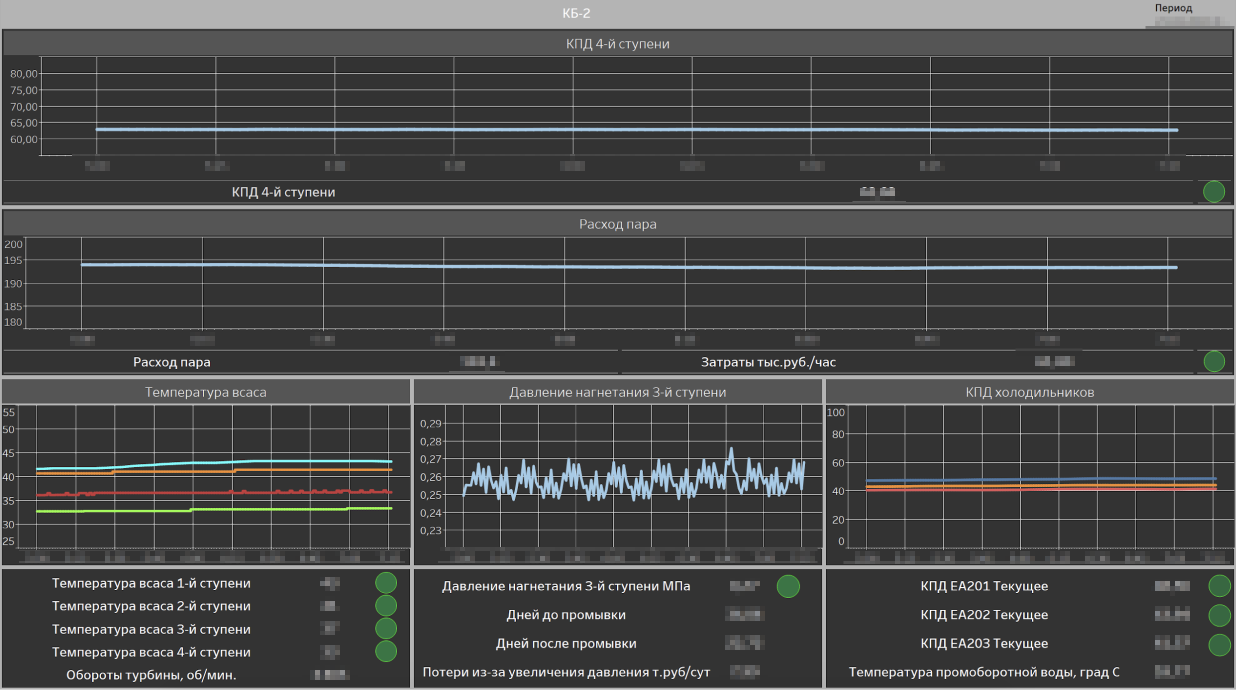
У нас есть 2 реакторных блока по 8 реакторов в каждом. Не вдаваясь подробно в технологический режим производства, описать работу оператора простыми словами можно так: у тебя есть заданная температура (мы называем ее «уставка»), и ее надо держать в течение смены. Регулируется она с помощью заслонок путем подачи воздуха. Задачей оператора является поддержание температуры у верхней допустимой границы, чтобы, с одной стороны, не подгорал катализатор, а с другой — чтобы получать максимальный выход конечного продукта. Итого все сводится к поддержанию максимально стационарного режима.
Поэтому надо держать ровненько температуру, близкую к верхней границе, когда продукта вырабатывается достаточно, но вреда для катализатора еще нет. И все бы было хорошо (казалось бы — зафиксируй температуру и все), но на это влияет много разных факторов.
Стоит сказать, что со стороны оператора там тоже не все так просто. Любое его действие по изменению температуры с помощью открытия заслонок имеет инерцию в несколько часов. Это дома в душе просто, открыл горячую воду, понял, что переборщил, добавил холодной, и тут же все ОК. Пока стиралка воду набирать не стала или кто-то из соседей не задумался о гигиене.
А здесь вот так. Открываешь заслонку на 1 градус, и можешь оценить влияние этого на общее изменение температуры сильно не сразу. Итого за смену средний оператор крутит эти заслонки туда-сюда в среднем трижды.
Здесь мы собрали исторические данные, посмотрели по ним, как сильно меняется температура при открытии заслонки на 1 градус. На 2. На 3. В итоге построили целый комплекс моделей, которые стали де-факто рекомендательной системой для операторов. Если вдруг где-то температура отличается от уставки, система сразу алармит, какую заслонку и на сколько именно градусов надо приоткрыть, чтобы достичь оптимальной температуры. Оператор это сразу видит и реагирует.
Эффект для производства — в среднем около 1000 дополнительных тонн бутадиена в год.
Здесь был еще один добавочный эффект от применения нашей модели, у нас изменился собирательный образ самого оператора. Они стали усидчивее и внимательнее, операторам поставили в KPI невыход за границу нужной температуры. Сейчас они обсуждают, какая смена лучше справилась с задачей, быстро обучаются новым функциям модели. В общем, мы дали им хороший инструмент, чтобы они делали свою работу, а они нам качественную обратную связь, которая позволяет нам улучшать эту систему.
Система автоматически формирует каждому оператору под конец смены отчет с его эффективностью, дабы было понятно, кому сегодня можно будет похвастаться. И подобные элементы на производстве меняют саму культуру работы. Изменился и сам образ оператора — он стал более цифровым, теперь операторы понимают и используют цифровые инструменты, обладая всеми необходимыми навыками, а также активно вовлечены в разработку и улучшение этих инструментов.
Предиктивная модель коксообразования бутиленовой фракции
В реакторах установлены решетки, на которых есть термопары (термодатчики). Частенько в процессе работы реактора на эти решетки налипает кокс, что приводит к разрушению решеток и увеличению времени ремонта при останове. И когда такое происходит, реактор останавливают, все это прочищают, а поврежденные элементы заменяют. Простой по времени около 7 дней. Идея была в том, чтобы предсказывать образование кокса, выжигать его с остановкой на короткий промежуток и в этом случае без вскрытия самого реактора, тем самым увеличив межремонтный интервал.
Как можно понять, что в реакторе начинает скапливаться кокс? Сделать ему рентген. Но это влечет большие финансовые затраты. Поэтому было решено оптимизировать их и прибегнуть к аналитике.
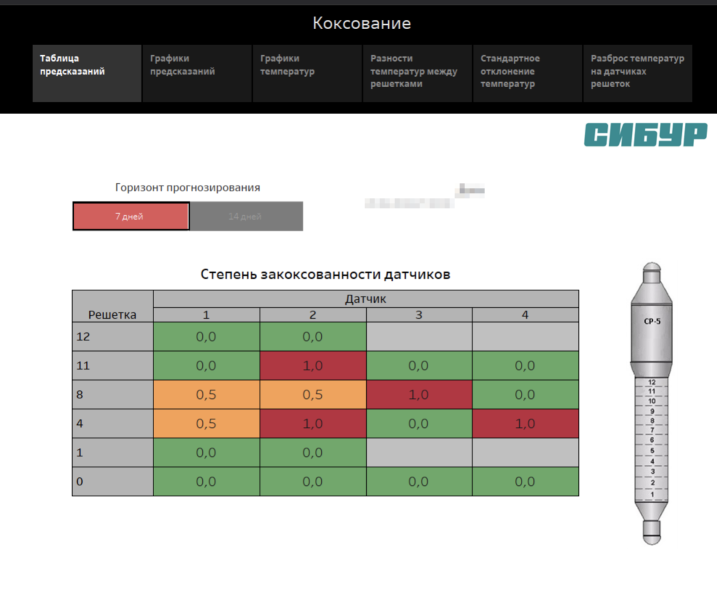
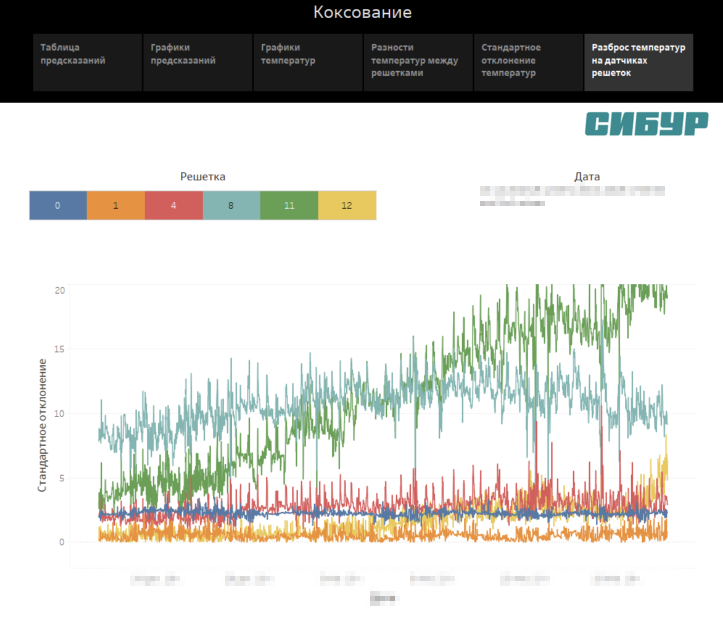
Когда на датчики температуры начинает налипать кокс, как правило, они показывают чуть заниженную температуру, а также более низкую дисперсию этой температуры. Мы наблюдали за этим, построили модель, которая стала предсказывать коксование без гамма-сканирования. Эта модель у нас еще на стадии пилота, сейчас ее использование позволяет:
- Дать единый интерфейс для наблюдения за всеми датчиками на всех решетках.
- Заранее понимать и планировать ремонтные работы и нагрузку на ремонтный персонал.
- Сокращать межремонтный интервал и сроки простоя из-за ремонта.
Не производством единым
Может сложиться мнение, что аналитика на производстве связана только с самим производством. На самом деле, это не так, у нас в том числе и маркетинговые кейсы. К примеру, мы можем предсказывать рыночные цены на отдельные виды продукции.
Здесь важно еще раз отметить, мы не строим модели ради моделей, мы создаем готовые продукты на их базе. Поэтому мы создали еще и ML-фреймворк, ставший фактически единым стандартом требований к модели. Вне зависимости от того, какая команда делала продукт, или даже это сторонние подрядчики через API, создающих свои модели, нам важно, чтобы все эти модели были в едином интерфейсе. Это позволяет нам понимать, какая из моделей работает нормально, какая начинает деградировать, какая вообще не запустилась из-за нехватки данных и прочее.
Когда было всего 5 моделей, все было просто, и с мониторингом, и с поддержкой. А когда их становится больше (включая подрядчиков), тут на помощь и приходит ML-фреймворк, позволяющий унифицировано сохранять каждый цифровой продукт в контейнер и автоматически развертывать API. Мы можем положить туда все модели и мониторить их одновременно.
Поэтому мы используем свой фреймворк.
Задач у нас множество, очевидных и не очень, и дата-сайнтистам, решившим попробовать себя на большом предприятии, мы будем очень рады, сейчас мы ищем:
Владельца продукта (Москва);
Data Scientist (Москва, Нижний Новгород, Томск).
А вот небольшое видео о том, как мы работаем
