[Из песочницы] Огонь, SLA 3d принтер и медные сплавы

Примерно полгода назад, после активной доработки напильником, SLA 3d принтер в нашем киевском хакерспейсе начал выдавать неплохие по качеству детальки. Пластик пластиком, но что действительно круто, так это иметь под рукой технологию, переводящую stl модель в металлический аналог. Поэтому следующий этап, который мы решили освоить — это получение металлических копий этих самых принтов. Кому интересны наши первые шаги в освоении этой технологии, прошу под кат. Внимание, много картинок!
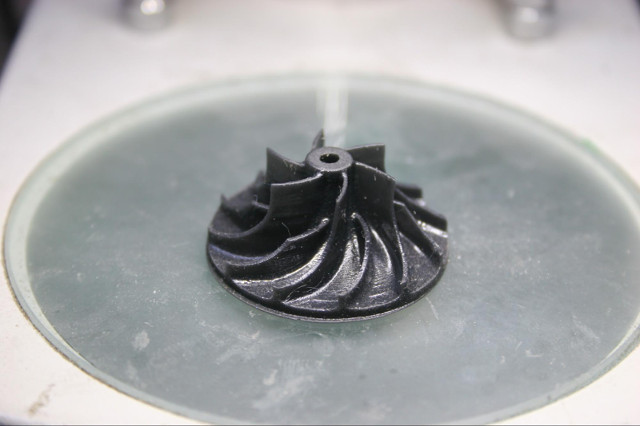
Напомню: SLA 3d принтер печатает деталь послойной полимеризацией специальной УФ-чувствительной смолы с помощью лазера. В результате качество и детализация намного выше, чем у традиционных FDM принтеров. На данный момент наш самодельный зверь выдает вот такие вот результаты:
Технология изготовления металлических отливок по 3d принтам не нова и активно используется в ювелирном деле, стоматологии и других областях науки и техники. Тем не менее, информацию о каждом шаге приходится выуживать по крупицам из сети. В общих словах эти шаги следующие:
- Печать детали с использованием специальной смолы, которая может выгорать при высоких температурах.
- Деталь помещается в специальный металлический цилиндр, называемый опокой. Потом этот цилиндр заполняется гипсоподобной формомассой.
- После застывания формомассы — нагрев опоки до температуры возгорания полимера и выдерживание при ней, пока весь полимер не выгорит. Когда он выгорает, в опоке образуется полость, повторяющая геометрию нашей исходной модели.
- Заливка расплавленного металла в полость.
- Охлаждение, извлечение отливки + механическая обработка.
Этап первый: печать
Вообще говоря, кроме варианта с печатью модели из специального материала есть вариант изготовления мастер-модели из ювелирного воска (так называемая «восковка»). Этой технологии уже сотни лет и процесс хорошо отлажен. При прокаливании воск вытапливается, и образуется полость для заливки металла. А в случае с 3d печатью вместо воска у нас принт, и он просто выгорает. Здесь проявляется основное отличие выжигаемой смолы от традиционных — после выгорания почти не остается золы.
Цены на смолы, которые можно выжигать (маркируются как «castable») оказались довольно кусачими, порядка 150 долларов за литр. Но на ebay была найдена смола производства турецкой компании sinertek за 60, плюс 20 долларов обошлась доставка в Киев.


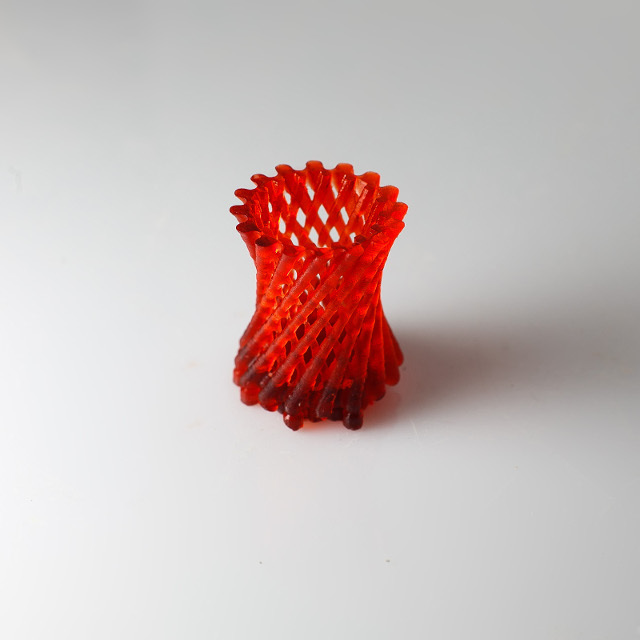
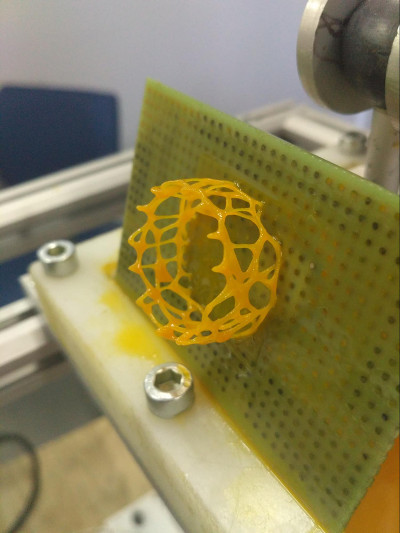
Эта смола оказалась намного более капризной по сравнению с теми, которыми мы привыкли печатать — два раза принт был неудачным, и, к тому же, портил силиконовое покрытие кюветы. На третий раз при меньшей мощности лазера принт оказался успешным.
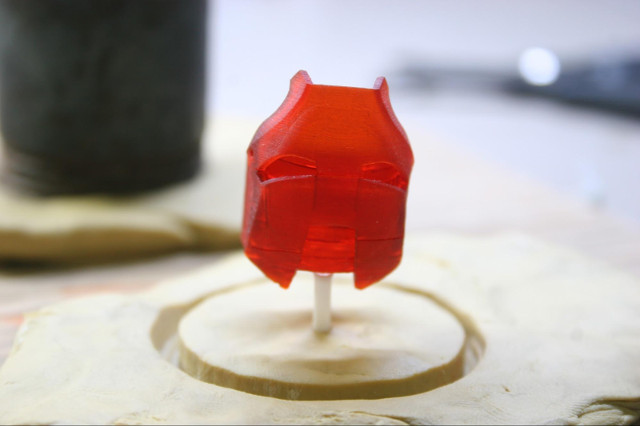
Не спрашивайте, почему мы выбрали шлем Железного человека и ажурную вазу в качестве первых моделей!
Этап второй: подготовка опоки
Чтобы металл затек в полость необходим специальный канал — литник. Мы просто приклеили кусочек тонкой пластиковой трубки на суперклей и закрепили модели вверх ногами в подставке из пластилина. Сверху потом вдавили куски стальной трубы (опоки). В результате вышел такой себе «стакан» с пластилиновым дном и стальными стенками.

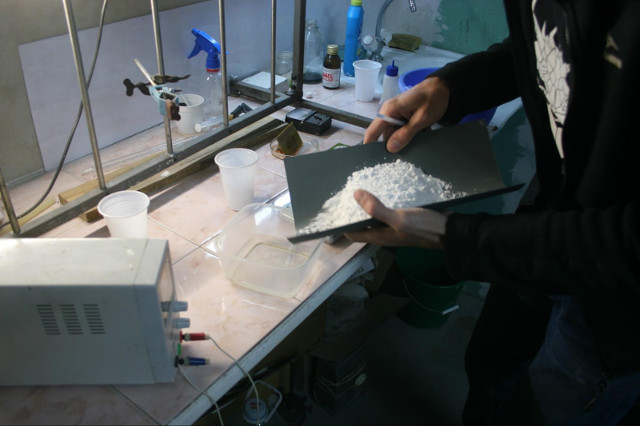
Формомасса хоть и похожа внешне на гипс, на самом деле состоит из совсем других компонентов. Продается в магазинах для ювелиров. Очень важен порядок смешивания сухой формомассы с водой: формомассу в воду, а не наоборот — тогда не будет комков. После тщательного перемешивания ее необходимо завакуумировать, чтобы избежать застывших пузырьков газа на модели.



Этап третий: выжигание полимера
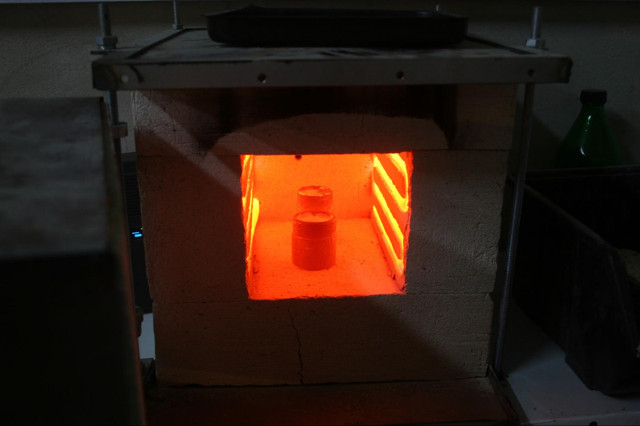
Сушка опок заняла пару дней, после этого из опок вынули пластилин, пластиковый литник и поставили прокаливаться в муфель. Профиль нагрева довольно хитрый: сначала несколько часов прогрев на 100 градусах, потом на 200, и самый большой период при температуре 780 градусов (этот профиль описан в инструкции к смоле). К тому же переход от одной температуры к другой должен быть плавным, чтобы не повредить опоку. Мы для нашего теста сделали немного сокращенный сценарий, прокалив 1 час при 100 градусах, 2 часа при 200 и 5 часов при 800 градусах. Скорее всего из-за этого ухудшился конечный результат — в следующий раз обязательно попробуем более тщательно подойти к делу.
Этап четвертый: литье
Для литья мы попробовали 2 металла. Один — серебро, другой — медный сплав, купленный все в том же магазине для ювелиров.
На самом деле металл не затечет в форму, если просто расплавить его. Этому мешает поверхностное натяжение металла и пленка шлаков на нем. Со шлаками можно справиться, если добавить флюс — буру. Для медного сплава дополнительно добавляется фосфористая медь.
Дальше с поверхностным натяжением можно бороться только физическими методами, а именно внешним давлением на металл. Тут несколько вариантов. Либо создавать вакуум снизу формы, в результате через микропоры в формомассе металл будет «всасываться» в полость. Либо использовать центробежные силы. Либо (наш последний вариант) попробовать создать избыточное давление сверху расплавленного металла. Первый способ требует наличия специальной вакуумной установки, второй — центрифуги, а третий требует специальной… Картошки. Да-да, половина картофелины сделает свое дело.
Принцип прост как дважды два. На раскаленную опоку с расплавленным металлом сверху плотно прижимается половина клубня картофеля. Вода, содержащаяся в нем, моментально вскипает и создает давление, которое вдавливает расплавленный металл в полость.

Вы видитите картошку? Нет? А она есть…

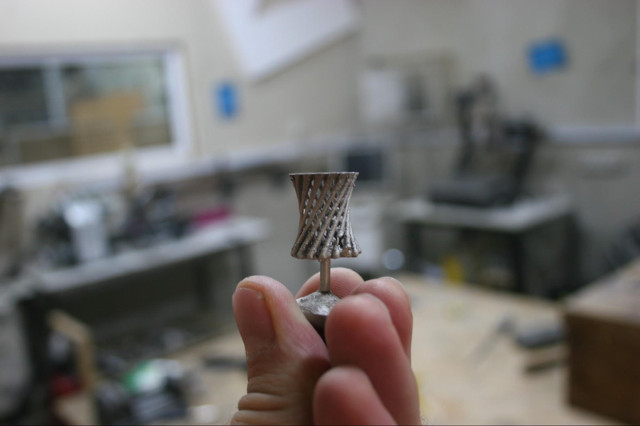
Вот такой грибок.

После охлаждения в воде получаем штуковины:

После обработки пескоструим и наждачной бумагой.

Итоги
Результат далек от идеала, поэтому мы планируем попробовать разные режимы печати и отжига, чтобы найти оптимальный. В этот раз мы резко переходили с 200 градусов на 800 при прокаливании опоки, что, возможно, привело к трещинам. Кроме того, медный сплав показал себя как-то странно и на поверхности отливки осталось много шлака. Так что поле для экспериментов тут большое.
Дисклеймер
Мы не волшебники, а только учимся, поэтому возможны неточности в терминологии, технологии и прочие казусы. Конструктивная критика приветствуется.
