[Из песочницы] 3D принтер VS Axe (Dota2) Ч.1
Уже какое-то время я тщательно слежу за нишей 3D принтинга. А вот если совсем честно, то за ней не возможно не следить, так как все информационные и новостные порталы кишат статьями из этой области. Ничего удивительно, ведь это прогрессивная технология, много нового и слишком много пассажиров, которые пытаются закрепиться у «истоков».
В общем история-то, больше не о моем личном восприятии или субъективном виденье всего происходящего, а больше о практической ее части и самом процессе печати. Мне ранее довелось непосредственно поработать на этом поприще. Как-то полтора года назад, знакомые рассказали мне о достаточно еще новой, на тот момент, технологии 3D принтинга и ее возможностях. Не скрою, что эта технология была ох как далека от меня. Не составило труда разобраться что к чему, за маленьким исключением: сам процесс печати. На мой взгляд немного деревянный софт, который прилагается и является неотъемлемой частью принтера оказался настоящим испытанием.

Проблема была совсем не в том, чтобы разобраться в терминологии или в самих настройках, а именно как правильно отстроить все так… чтоб ОНО печатало без огреха. Пришлось попотеть и выкинуть парочку неудавшихся «блинов комом». Думаю, не только мне помогла бы любая статья на эту тему, чтобы избежать элементарных ошибок. Собственно, вот и повод для данной публикации.
По-какой-то причине мои знакомые не публиковали результаты своего опыта где-либо за исключением своего блога, а зря. Поэтому надо исправить эту оплошность — откопали, перевели, припудрили и предлагаю для прочтения ниже. (данная статья — адаптированный перевод уже имеющей статьи).
Рассказ посвящен всем владельцам 3D принтеров, которые используют ABS и PLA материалы. А у кого имеется оборудование на порядок круче, у того и так все получится без советов.
Итак первый опыт печати 3d модели Акса (прим. Axe — герой Dota 2). Данная модель разработана компанией Gambody. Как они утверждают, шишек набили немало — по этой причине любезно предложили свою помощь. В тестах использовали уже ранее существующий софт Repetier, но модифицированный этой же компанией.
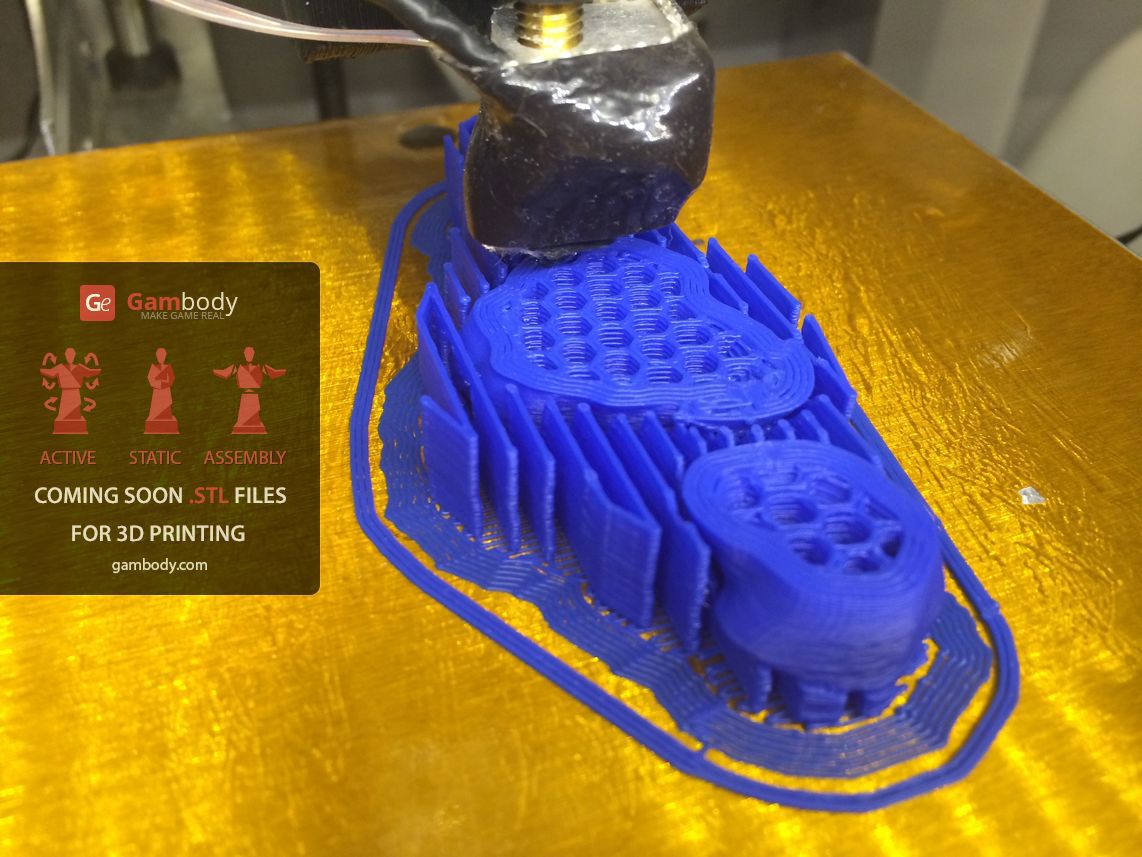
Первый вопрос, с чего начать? А начинаем мы печатать модель с низу вверх — до пояса.
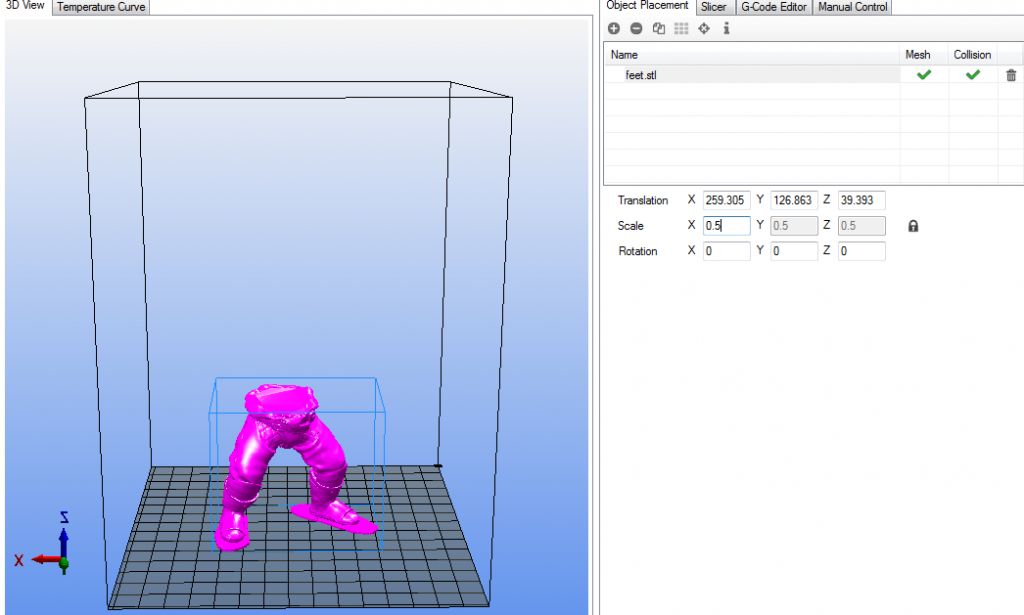
Первым делом загружаем stl фаил в программу. В оригинальной статье указано, что компания изначально разрабатывает модели для printbed’а размером 150×150, то бишь максимальный масштаб модели 150×150. Модель можно уменьшить, используя функцию scale в разделе object placement и изменив значение по оси X (предварительно убрав замочек).
Для тестов печати, модель уменьшили в 2 раза (50%), то есть ее масштаб будет составлять 75×75. Чтобы изменить параметры модели, изменяем значение по оси X с 1 на 0.5. Для тестовой печати, этот масштаб наиболее удобен, так как модель будет примерно размером с ладонь и при этом сохранит свою детализацию, задуманную 3d дизайнерами.
Положение Модели
Положение модели — немаловажный фактор, так как от ее положения при печати зависит:
— необходимость в поддержках и их количестве;
— качество модели со всех сторон, где эта поддержка будет использоваться и
— количество расходуемого материала.
Для печати ног возможно использовать два положения:
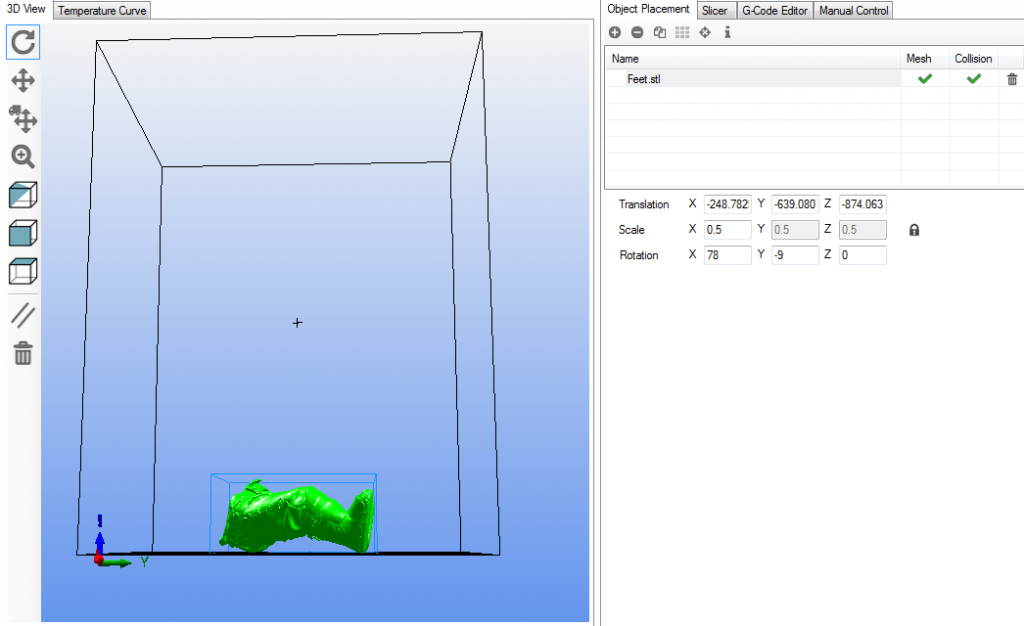
1. Лежа на спине (если stl файл модели без плота под ногами), используем rotation в разделе object placement, указав по оси X значение 78, а по оси Y значение -10.
2. Стоя (можно использовать любой stl файл модели как без плота, так и с плотом под ногами). В данном случае модель будет сразу в нужном положении и rotation мы не будем использовать.
Для тестов буду использовать второй вариант. Чуть ниже объясню разницу детальнее, когда дело коснется поддержек.
Итак, установив желаемый масштаб и положение модели, колдуем над настройками, для обеспечения наилучшего качества печатаемой модели. Для этого понадобится раздел Slicer > Открываем advanced slice settings и переходим нажатием на кнопку configure в настройки слайсера. В нем 3 раздела, каждый из которых уже имеет предсохраненные профили названные «Solidudle».
Для настройки качества печатаемой модели нужен раздел Print Settings.
Я использую настройки профиля «Solidudle .3mm», в которые вношу нужные для себя изменения. Не забывайте что после каждого «чиха», то бишь изменения в настройках поля/значения/параметра нужно все сохранять, всегда нужно тыцкать «save».
Раздел с параметрами «Layers and perimeters»
Первый параметр который я советую изменить это Layer height — высота слоя. Один из самых важных параметров, влияющих на качество печати. При его установке необходимо ориентироваться на геометрию печатаемой модели и время печати. Чем меньше значение параметра высоты слоя, тем дольше будет сам процесс печати, НО! чем меньше значение — тем глаже стенки модели и тем более качественней она получается в результате.
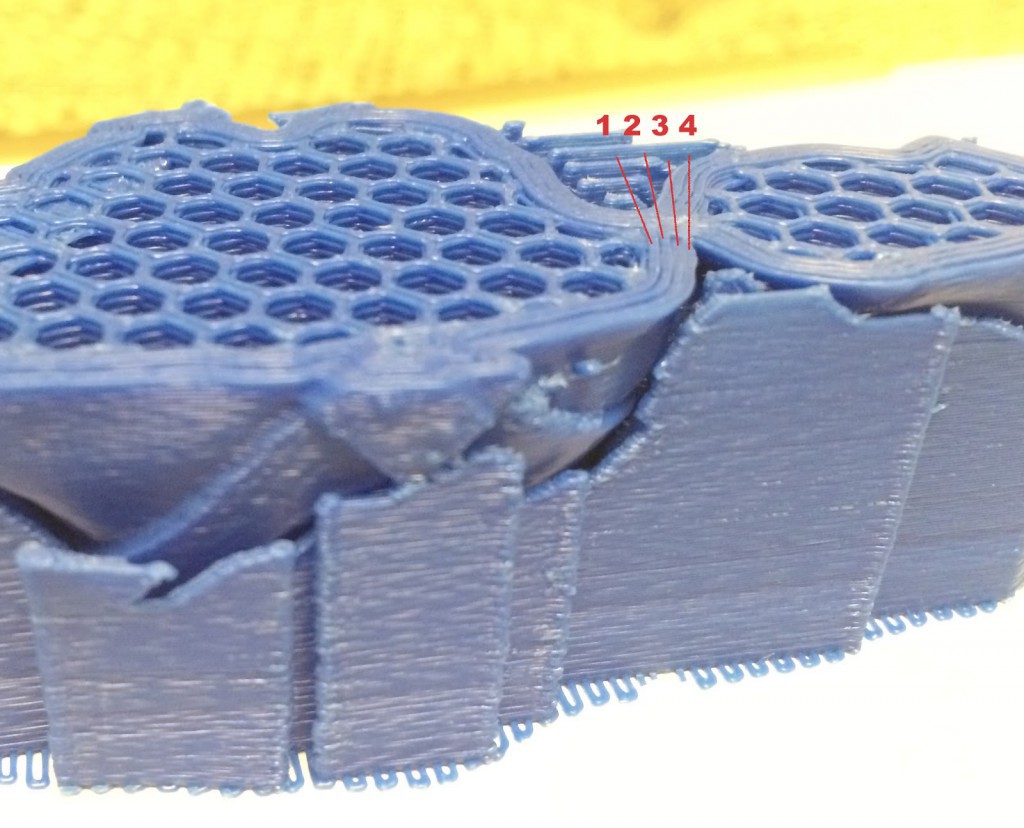
Привожу 2 примера — со значением высоты слоя в 0.3 мм и в 0.2 мм.
1. FEET — LAYER HEIGHT 0.2ММ
2. FEET — LAYER HEIGHT 0.3ММ

Если вы гик, то будет уместным предположить, что хотите иметь более реалистичного и качественного героя любимой игры, поэтому для вас советую использовать высоту слоя 0.2 мм. Если не жаль времени, можно понижать значение до 0.15, или даже еще меньше 0.1 мм.
Я предпочитаю 0.2 мм, но решать вам.
Следующий параметр First layer height — высота первого слоя. Первые слой используется для плота под модель. Но обратите внимание, если у вас 3D принтер с подогревом printbed«a, то данное значение можно задавать немного больше параметра Layer height, если же printbed без подогрева, то для лучшего закрепления модели на столе укажите значение идентичное установленному параметру Layer height, или же чуть меньше, чтобы пластик схватился на специальном ворсистом скотче printbed«а.
В общем-то, у меня лично printbed с подогревом, поэтому использую 0.3 мм значение для первого слоя.
И третий параметр который я советую отредактировать — это Perimeters (minimum) — количество слоев контура модели (или количество слоев стенки модели). Чем меньше количество, тем меньше толщина стенки, а значит модель будет более хрупкая. Минимальное значение — 1, оптимальное — 3–4 шт.;
Я использую 4 шт, чтобы модель была более прочной и ощутимо-увесиста была в руках и здесь не стоит забывать, что этот параметр влияет на количество используемого материала. Поэтому тут все зависит от того, что для вас более приоритетно.
Все остальные параметры для «Layers and perimeters» советую оставлять такими какими они были изначально, без изменений.
Переходим к следующему пункту, вкладка «Print Settings» — «Infill».

Здесь опять же ничего я не меняю, и использую настройки профиля Solidudle .3 мм.
Хочу лишь поделиться основными моментами.
Заполнение (Infill) — это заливка пустого пространства внутри модели. Чем выше процент заполнения, тем крепче получается модель, но печатается при этом гораздо дольше. Для большинства объектов вполне подойдет уровень заполнения 20–30% (0.2–0.3).
Советую обратить внимание на параметр Fill density — это процент заполнения модели сеткой и Fill pattern — тип заливки (сетки) модели. Для увеличения прочности модели при уменьшении ее веса очень хорошо использовать honeycomb (медовые соты), и 30% оптимальный уровень заполнения! Поэтому, тут я тоже все оставляю без изменений.

Следующим пунктом идет «Speed»
Излишне высокая скорость может заметно снизить качество печати. Поэтому, для построения слоев (в том числе и поддержки), которые влияют на внешний вид модели стараюсь использовать небольшую скорость, а для внутренних деталей модели, то что внешне не видно, можно чуть больше.
Я правда немного подправил скорость печати Акса.

Следующий пункт Skirt and brim
Юбкой (skirt) так называется печать контура или окантовка модели, и этот параметр позволяет в самом начале увидеть границы печатаемой модели.
Loops — количество контурных линий (петель) вокруг моделей. Печать нескольких петелек контура позволяет увидеть, насколько хорошо у Вас откалиброван стол в месте размещения объекта, не дожидаясь заполнения первого слоя модели. Если слои юбки равномерно распределяются по платформе, значит, платформа откалибрована правильно.
Если слои юбки заполняются неравномерно, вы можете остановить печать и проверить калибровку стола.
Я обычно провожу этот «обряд» несколько раз, для того чтобы убедиться, что экструдер при каждом последующем прохождении делает слой четко один на одном.
Выставляю количество — 3.
Distance from object — расстояние от окантовки до объекта. Если хотите напечатать модель в максимальном масштабе который только позволяет ваш printbed, тогда расстояние нужно делать минимальным. А вообще, в идеале необходимо убедиться, что при максимальном размере еще останется на printbed«е место для окантовки. В противном случае в параметре Loops нужно будет выставить значение 0, чтобы окантовка не печаталась в воздухе из-за отсутствия места на printbed«е.
Skirt height — количество печатаемых слоев окантовки. Я устанавливаю 1–2 слоя для printbed«а с подогревом и необходимо не более чем 2–3 слоя с printbed«ом без подогрева, где первый слой будет служит для сцепки с printbed’ом, а последующий образует плот для лучшего закрепления модели на printbed«е во время печати.
Если вы используете stl файл модели уже с плотом (как в моем случае), то количество печатаемых слоев окантовки не слишком важно, можете установить даже 1. Если плота нет в модели, тогда от 2 до 3.
Еще на один параметр, на который следует обратить внимание, так это Brim width — ширина нижних слоев модели. Этот параметр должен быть меньше значения Distance from object. Параметр Brim width предназначен для увеличения пятна контакта. Увеличение этого параметра очень важно для моделей с маленькой площадью контакта с платформой и особенно важно при печати ABS-пластиком. Поэтому конкретно в моем случае, при печати ног Акса — это важно.







Во второй частия предоставлю полный фотоотчет процесса печати, так же информацию о настройках поддержек.
