
Полное руководство по проектированию металлических штампованных деталей
Штамповка металла — один из самых экономичных, высокоэффективных, точно воспроизводимых и широко используемых в мире производственных процессов. Это гарантирует оптимизированную производительность деталей, быстрый цикл обработки, высокое качество и минимальные затраты на проектирование продукции.
Штамповка металла позволяет создавать множество металлических компонентов, которые внесли значительный вклад в различные промышленные применения, включая автомобили, машины, электронику, бытовую технику, инструменты и т. д. В этой статье объясняется этот производственный процесс и способы его успешного внедрения в вашей отрасли.
Что такое штамповка металла?
Штамповка металла — это процесс помещения плоского листового металла в виде заготовки или рулона в штамповочный пресс, где инструмент и поверхность штампа придают металлу чистую форму. Штамповка металла включает в себя многочисленные процессы формования листового металла, такие как штамповка на машине или штамповочном прессе, вырубка, тиснение, гибка, отбортовка, чеканка и многое другое.
Штамповка металла — это экономичный метод формирования металлических деталей с различными свойствами, включая прочность, долговечность, износостойкость, превосходную проводимость и стабильность. Изучение штамповки металлов может помочь вам приобрести компоненты высочайшего качества, чтобы ваш проект работал оптимально.
Процесс производства штамповки металла
Штамповка металла — это производственный процесс холодной штамповки, который включает в себя обширные операции по преобразованию плоских металлических листов в уникальные формы с такими особенностями, как изгибы, отверстия, канавки и прорези. Определение того, какой процесс подходит для конкретной детали, является важным шагом в процессе проектирования. Ниже представлены наиболее распространенные процессы производства штамповки металла.
Гашение
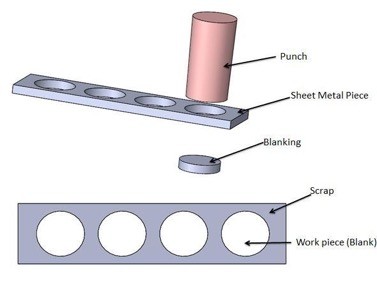
Вырубка — это процесс производства стали, который включает в себя помещение рулона листового металла в пресс и штамп для формирования плоской геометрической формы (или «заготовки»). В ходе этого процесса заготовка штампуется из металлического листа. Процедура и инструменты, используемые при вырубке, аналогичны тем, которые используются при прошивке, за исключением того, что удаленная часть используется как новая металлическая деталь. Вот графическое представление процесса вырубки:
Для этого изображения не указан альтернативный текст
Пирсинг
Пирсинг можно использовать для создания прорезей, отверстий или других вырезов в деталях. Прокалывание — это процесс резки, который включает в себя использование пуансона и матрицы для проделывания отверстия в листовом металле или пластине. Прошивка выбивает из металлического листа необходимую форму, что может выполняться одновременно с вырубкой. В процессе прошивки непригодная деталь отделяется от металла и превращается в металлолом.

Для этого изображения не указан альтернативный текст
Штамповка
В процессе штамповки используется пресс, проталкивающий пуансон через металлическую форму для создания отверстия точной формы и расположения. Инструмент для перфорации часто отделяет лишний материал от вновь созданной формы. Пробивка может включать или не включать сдвиг.
Перфорация с ЧПУ необходима для производства заготовок из листового металла. Штамповка — это более быстрая операция, которая позволяет изготавливать металлические изделия с многочисленными сопоставимыми характеристиками или большим объемом деталей за один проход.
Тиснение
Тиснение по металлу — это процесс нанесения рисунка на металлические листы. Противоположная сторона может создать рельефный эффект, надавив на металл инструментом для тиснения или стилусом. Положительное впечатление производит гладкая поверхность, которая может блестеть или впитывать пигмент, положив металлический лист на резиновую или пенопластовую подушку.
Тиснение во многом похоже на гравировку. Однако при гравировке вырезается небольшая часть металла для создания логотипа или знака на металлической детали. При тиснении используется предварительно настроенный пуансон для создания углубления в форме желаемого сообщения или изображения.

Для этого изображения не указан альтернативный текст
Гибка
Гибка — это фундаментальный процесс придания металлу желаемых форм, таких как L-, U- или V-образные профили. Изгиб металла вызывает пластическую деформацию с напряжениями, превышающими предел текучести, но ниже предела прочности. Изгиб часто происходит вокруг одной оси.
При проектировании изгибов для штампованных металлических деталей очень важно учитывать достаточное количество материала — убедитесь, что у вашей детали и ее заготовки достаточно материала для завершения изгиба. Помните следующие моменты:
Он может деформироваться, если изгиб окажется слишком близко к отверстию.
Каждый угол вашей заготовки должен иметь радиус не менее половины толщины материала.
Ширина выемок, выступов и прорезей должна быть как минимум в 1,5 раза больше толщины материала.
По возможности избегайте острых углов и сложных вырезов, чтобы свести к минимуму возникновение и серьезность заусенцев.

Для этого изображения не указан альтернативный текст
Чеканка
Заготовка штампуется, когда ее помещают между матрицей и пуансоном или прессом в процессе чеканки. Это действие заставляет кончик пуансона проникать в металл, что приводит к точным и повторяемым изгибам. Глубокое проникновение также не имеет эффекта пружинения, снимая внутренние напряжения в металлической заготовке.
Чеканка может подвергнуть компонент чрезвычайному напряжению и деформации. Это вызывает течение пластифицированного материала, благодаря чему заготовка имеет более гладкие поверхности и края и более точно соответствует проектным допускам. Чеканка часто используется для уменьшения толщины металла и придания формы детали. С помощью процесса чеканки можно производить монеты (металлическую валюту).

Для этого изображения не указан альтернативный текст
Отбортовка
Фланцевание — это процесс установки раструба или фланца на металлическую заготовку с помощью штампов, прессов или специального оборудования для отбортовки. Фланцы растяжения (растяжения) и фланцы сжатия (усадки) являются двумя основными типами фланцев. Натянутые фланцы склонны к растрескиванию. Компрессионные фланцы склонны к образованию морщин.
Флэнжеринг похож на изгиб тем, что он выполняется по изогнутой линии. Это несколько усложняет работу, вызывая необходимость приобретения специализированного отбортовочного оборудования.

Для этого изображения не указан альтернативный текст
Виды штамповки металла
Существует четыре основных типа штамповки металла: штамповка с прогрессивной штамповкой, штамповка с четырьмя суппортами, штамповка с глубокой вытяжкой и штамповка небольшими тиражами.
Прогрессивная штамповка
Прогрессивная штамповка состоит из множества станций, каждая из которых выполняет свою функцию. Металлическая полоса сначала проходит через прогрессивный штамповочный пресс, а затем плавно разворачивается в штамповочном прессе. Это этап, на котором каждая станция выполняет отдельную функцию резки, штамповки или гибки. Действия каждой последующей станции дополняют работу предыдущих станций, в результате чего получается завершенная часть.
Этот тип штамповки идеально подходит для изготовления металлических деталей со сложными геометрическими характеристиками. Прогрессивная штамповка может помочь производителям снизить затраты на рабочую силу, ускорить время выполнения работ, повысить повторяемость и сократить длину тиража.
Четырехслайдовая штамповка
Как следует из названия, четырехслайд состоит из четырех слайдов. Четырехползунковая штамповка позволяет одновременно использовать до четырех инструментов, по одному на каждый суппорт, для выполнения многочисленных изгибов. Когда материал поступает в четыре направляющих, каждый вал, оснащенный инструментом, быстро сгибает его.
Четырёхполосная штамповка металла имеет значительные преимущества перед традиционной прессовой штамповкой, что делает её отличным выбором для многих применений. Например, этот тип штамповки обладает большей гибкостью при изменении конструкции и универсальностью для более сложных деталей.
Штамповка глубокой вытяжки
Глубокая вытяжка предполагает втягивание заготовки из листового металла в матрицу и придание ей определенной формы. Когда глубина вытянутой детали превышает ее диаметр, процесс называется «глубокой вытяжкой». Этот тип формовки подходит для производства компонентов, требующих определенного диаметра. Штамповка с глубокой вытяжкой является более экономичной альтернативой процессам токарной обработки, которые часто требуют больше сырья. Штамповка глубокой вытяжки обычно используется для изготовления кухонной посуды и столовых приборов, электронных реле, автомобильных компонентов и деталей самолетов.
Штамповка коротких тиражей
Штамповка небольшими тиражами требует низких первоначальных затрат на оснастку и является отличным вариантом для прототипов или небольших проектов. После создания заготовки производители сгибают, штампуют или сверлят деталь, используя комбинацию изготовленных на заказ компонентов инструментов и вставок матрицы. Меньшие объемы производства и настраиваемые операции формования могут привести к более высокой цене за штуку. Однако отсутствие затрат на инструменты может сделать этот процесс относительно экономически эффективным для проектов, требующих быстрого выполнения.
Изготовление инструментов для штамповки металлов
Штамповка металла может показаться сложной, но подходящий набор инструментов может обеспечить отличные результаты. Познакомимся подробнее с изготовлением инструментов для штамповки металлов.
Компоновка и дизайн складской полосы
Исходный инструмент изготавливается по макету и проекту заготовки, при этом конструктор проектирует полосу и задает допуски, размеры, минимизацию брака, ориентацию подачи и т. д.
Обработка инструментальной стали и штампов
ЧПУ обеспечивает большую точность и повторяемость даже самых сложных штампов. Электроэрозионные станки и 5-осевые фрезерные станки с ЧПУ могут резать закаленную инструментальную сталь с жесткими допусками.
Вторичная обработка
Металлические детали подвергаются термической обработке для повышения их прочности и долговечности в зависимости от применения. Шлифование применяется для обработки деталей, требующих высокого качества поверхности и точных размеров.
Электроэрозионная обработка проволоки
При электроэрозионной обработке проволоки используется электрически заряженная жила латунной проволоки для формирования металлических материалов. Проволочный электроэрозионный станок позволяет вырезать самые сложные формы, включая контуры и небольшие углы.
Типы штамповочных штампов по металлу
Штамповочная матрица — это точный инструмент, который может разрезать металлические листы и придавать им желаемые профили и формы, вдавливая их между компонентами. Штамповочные штампы по металлу можно разделить на однопозиционные и многопозиционные штампы.
Одностанционные штампы
Составные и комбинированные штампы являются примерами однопозиционных штампов. Составные штампы выполняют множество операций резки на одном прессе, например, несколько операций резания, необходимых для изготовления простой шайбы из стали. Комбинированные матрицы объединяют как режущие, так и не режущие процессы за один ход пресса. Одним из примеров является матрица, которая создает как разрез, так и кромку для данной металлической заготовки.
Многостанционные штампы
К многостанционным штампам относятся прогрессивные штампы и передаточные штампы, в которых операции надсечки, штамповки и резки выполняются последовательно из одного и того же набора штампов. В отличие от однопозиционных штампов, многопозиционные штампы перемещаются по установленным в прессе подвижным путям.
Существует еще один тип многопозиционных штампов, называемый стальной линейкой или ножевым штампом. Эти штампы использовались для изготовления деталей из более мягких материалов, таких как бумага, кожа или картон. Однако они используются для обработки металлов, включая медь, латунь и алюминий.
Особенности проектирования штамповки металла
Листовой металл и рулонная металлическая проволока являются наиболее типичными материалами, используемыми при штамповке металлов. Для создания хорошо сформированных и точных изделий в конструкциях штамповки металла необходимо руководствоваться следующими соображениями.
Радиус изгиба: материал обычно должен сгибаться в одном направлении, а внутренний радиус изгиба должен быть как минимум равен толщине листа.
Канавки, отверстия и прорези. Поддержание диаметра канавок, отверстий и прорезей, равного или превышающего толщину листа, обеспечивает превосходную форму с меньшим количеством заусенцев и выпуклостей. Расположение отверстий как минимум в два раза дальше друг от друга, чем толщина материала, также может уменьшить вздутие и деформацию.
Потребности и характеристики материалов. Различные металлы и сплавы имеют разные свойства, такие как различная степень сопротивления изгибу, прочность, формуемость и вес. Дизайнеры должны учитывать как преимущества, так и ограничения выбранного ими металла.
Допуски: Определите приемлемые уровни допуска для вашего проекта. Достигаемые допуски будут варьироваться в зависимости от типа металла, требований к конструкции и используемых обрабатывающих инструментов.
Толщина стенок: Обычно оптимальной является равномерная толщина стенок по всему изделию. Предположим, что деталь имеет стенки разной толщины. В этом случае он будет подвергаться воздействию переменных изгибов, что приведет к деформации или выходу за пределы допусков вашего проекта.
Распространенные дефекты при штамповке металла
Некоторые распространенные дефекты при штамповке металла включают деформацию отверстий, недостаточное расстояние между отверстиями, повреждения при изгибе и заусенцы на штампованных кромках.
Деформация отверстий. Обычно трехмерные металлические детали с отверстиями сначала подвергаются перфорации, а затем изгибу для придания формы. Отверстия могут растянуться или деформироваться, если они расположены слишком близко к согнутому краю.
Недостаточное расстояние между отверстиями: если отверстие находится на неправильном расстоянии от края заготовки, как минимум в два раза превышающем толщину детали, полоска материала между отверстием и краем будет выпирать наружу.
Повреждение при изгибе. Детали с сильными изгибами более склонны к растрескиванию, особенно если они изготовлены из жестких металлов с низкой пластичностью. Вдоль изгиба могут образоваться длинные трещины, если изгиб параллелен направлению волокон металла.
Заусенцы на штампованных кромках: режущие и штамповочные инструменты могут срезать металлические кромки, образуя острые заусенцы вдоль основания кромки. Это может привести к тому, что деталь станет абразивной на ощупь, что приведет к несовершенству отделки или даже к ухудшению размеров конечного продукта.
Преимущества и недостатки штамповки металла
Штамповка листового металла обеспечивает различные преимущества по сравнению с другими процессами, включая более низкие затраты на штампы, более низкие вторичные затраты и высокий уровень автоматизации. Штамповочные штампы по металлу дешевле в производстве и обслуживании, чем штампы, используемые в других обычных операциях. Штамповочные машины, как правило, легко автоматизировать, и в них могут использоваться сложные компьютерные системы управления, обеспечивающие более высокую производительность, большую точность и сокращение сроков выполнения работ.
Более высокая стоимость прессов является одним из недостатков штамповки. Изготовление штампов для штамповки металла по индивидуальному заказу требует более длительного процесса подготовки к производству, поскольку штампы также необходимо приобретать или изготавливать. Замена штампов также может оказаться сложной задачей, если вы хотите изменить конструкцию во время производства.
Применение штамповки листового металла
Штамповочные детали используются во многих приложениях, особенно в тех, которые связаны с трехмерными рисунками, надписями или другими характеристиками гравировки на поверхности. Эти штампованные изделия обычно производятся для бытовой техники, телекоммуникационных услуг, автомобильных фирм, светотехнической промышленности, военной и оборонной промышленности, медицинского оборудования, аэрокосмической промышленности и электроники.
Электронные штамповки — это электронные компоненты, созданные методом штамповки металла. Их можно использовать во многих отраслях: от бытовой электроники и бытовой техники до телекоммуникаций и аэрокосмической промышленности. Электронные штамповки имеют различные металлы, в том числе медь, медные сплавы, алюминий, сталь, платину и золото.
Электронные компоненты, изготовленные с использованием штамповки металла, включают клеммы, контакты, выводные рамки, пружины и штыри. Они могут быть изготовлены как из черных, так и из цветных металлов. Металлические штамповки широко используются в компьютерах, электронном оборудовании и медицинских системах. Поскольку штамповка позволяет создавать уникальные формы, этот процесс холодной штамповки находит широкое применение во многих электронных устройствах.
Как сэкономить на штамповке металла?
Чтобы сэкономить на процессе штамповки, вы должны обратить пристальное внимание на три основных фактора:
При выборе материала для вашего применения вы можете рассмотреть альтернативный металл с аналогичными свойствами.
Чем больше деталей вы сможете изготовить одновременно, тем меньше это будет стоить вам в целом.
Вторичные процессы выполняются в партнерстве с производителем, обеспечивающим транспортировку, дополнительное изготовление, покрытие, отделку, обработку и упаковку.
Как собрать металлические штампованные детали?
После изготовления необходимых деталей из листового металла можно эффективно комплектовать изделие, используя различные приемы сборки. Существует два способа помочь собрать металлические штампованные детали: клепка и сварка.
Клепка
Клепка листового металла позволяет создавать сложные штампованные металлические сборки без дополнительной тепловой деформации в аэрокосмической промышленности. Перед сборкой необходимо просверлить отверстия для заклепок. Заклепка представляет собой болт, впрессованный в отверстие, а затем деформированный для фиксации деталей.
Сварка
Другой способ — использовать металлические сварные детали. Два варианта сварки будут очень полезны, если вы выберете этот процесс для соединения.
Точечная сварка — это быстрая, простая и качественная процедура сварки. Два листа расположены между двумя электродами цилиндрической формы. Электроды захватывают листы и нагревают область соприкосновения деталей, пока они не расплавятся и не расплавятся.
Дуговая сварка является наиболее распространенной процедурой сварки, и ее основным преимуществом является возможность легко создавать водонепроницаемые соединения. Поэтому для изготовления бака пригодится дуговая сварка.
Выводы
Штамповка листового металла — это производственный процесс, который не убавляет и не добавляет материал к готовым деталям. Этот процесс включает формование для создания желаемой формы из прямых металлических листов. Металлические листы гнутся на специализированном оборудовании с использованием специальных штампов и пуансонов. В большинстве случаев штамповка листового металла не требует нагрева листа. Следовательно, на поверхности матрицы нет тепловых искажений. Штамповка металла — экономически эффективный и экологически безопасный процесс.
LEADRP может предоставить быстрое и экономичное решение для точной штамповки многих компонентов: от микроминиатюрных деталей до массивных и сложных деталей. Не стесняйтесь обращаться к нам, чтобы узнать больше о возможностях LEADRP по индивидуальной штамповке металла или если у вас есть какие-либо вопросы о ваших предстоящих проектах.
Ссылки
Штамповка (металлообработка) — Из Википедии
Штамповка металла — полное руководство — от союзников по поиску
Полное руководство по идеальному дизайну штамповки металла — от Fortuna
Рекомендации по проектированию штамповки металла — от производственной компании Keats
Часто задаваемые вопросы
Вопрос: Какое сырье лучше всего подходит для штамповки металла?
Ответ: Сталь и стальные сплавы являются одними из наиболее экономически эффективных материалов для штампованных деталей, поскольку они доступны для получения и хорошо совместимы с большинством процессов обработки металлов давлением.
Вопрос: Каков первый шаг в методе штамповки металла?
А: Гашение. При необходимости вырубка является первым этапом процесса штамповки. Вырубка — это процесс резки больших листов или рулонов металла на более мелкие и удобные в обращении куски. Вырубка обычно выполняется при вытягивании или формовании штампованной металлической детали.
Вопрос: Как вы осуществляете процесс штамповки металла?
Ответ: Процесс превращения металлических листов в полезную деталь или компонент называется штамповкой листового металла. Металл подается в пресс, где штамповочный инструмент или матрица создает желаемую форму. Матрица вдавливается в металл или сквозь него с огромной силой.
Habrahabr.ru прочитано 10582 раза
