Влияние водорода на свойства сталей
Мы стоим на пороге водородной энергетики. На улице уже можно встретить автомобили на водородном топливе ― Toyota Mirai, Honda Clarity, Ford Airstream, хоть и в ограниченном количестве. Поэтому в этой статье в блоге ЛАНИТ мы рассмотрим недостаточно хорошо известные особенности взаимодействия водорода с конструкционными сталями, его способности образовывать в них различные дефекты и снижать их прочностные и пластические характеристики. При широком использовании водорода и массовом производстве автомобилей на водородном топливе эти особенности обязательно проявятся.
Молекула водорода
Источник
В Калифорнии (США), Канаде и Германии уже созданы и продолжают создаваться водородные автозаправки. Стремление ведущих автомобильных компаний к переходу на водород понятен: один грамм водорода позволяет получить втрое больше энергии по сравнению с одним граммом бензина. Плюс огромные экологические преимущества, так как при сгорании водорода образуется только вода. Если будут решены проблемы его дешёвого получения в больших количествах, впереди возможен переход на водородное топливо в глобальной энергетике. Но пока энергетические затраты на получение водорода превышают энергию, которую получают от его сжигания. Есть ещё один недостаток ― из-за более низкой удельной энергоёмкости водород требует гораздо больше места, чем ископаемое топливо. Его необходимо охлаждать до -253°С, чтобы ради экономии места он оставался в жидком состоянии, ― температуры, которую очень трудно обеспечить.
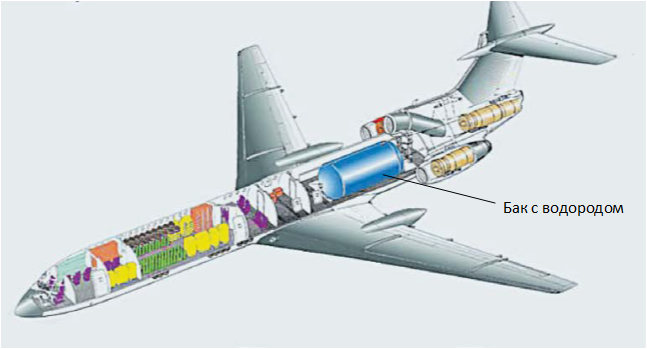
В СССР были проведены успешные опыты по переводу авиалайнера Ту-155 на водородное топливо. Для хранения топлива он имел большой бак с водородом в задней части пассажирского салона, занимавший около трети его объёма, при этом для функционирования питания было добавлено 30 новых систем. На самолете было выполнено более 100 полетов, в том числе на зарубежных авиалиниях (первый полет 15 апреля 1988 года). К сожалению, данная программа была свернута, но очень важный опыт был получен.
Водород не так прост, как кажется, несмотря на то, что его атом содержит всего один протон и единственный электрон. Из-за малого атомного радиуса водород хорошо растворим во многих металлах (Ni, Fe, Pt, Pd и др.), особенно в палладии (850 объёмов H2 на 1 объём Pd). С его растворимостью в металлах связана и способность диффундировать через них.
Чтобы разобраться с влиянием водорода, нам придётся совершить небольшую экскурсию в область металлургии, в некоторые нюансы выплавки конструкционных сталей, способы оценки их механических свойств и изломов, которые служат критериями качества.
Влияние водорода на механические свойства стали
Водород попадает в сталь в процессе выплавки из печных газов и при контакте с печным шлаком, в котором содержится до 40 см³ водорода на 100 г шлака. В результате в стали мартеновского способа выплавки в среднем содержится 6–8 см³/100 г, в стали конверторной и электродуговой выплавки — 4–5 см³/100 г. В процессе металлургического передела водород частично удаляется и в тонких листах и тонкосортовом прокате остаточное содержание его ― менее 1 см³/100 г. Сколько водорода может попадать в конструкционные детали водородных автомобилей в процессе эксплуатации, можно пока (при отсутствии экспериментальных данных) оценить только расчётным путём, зная температуру газа и металла в момент контакта и продолжительность контакта. Если его концентрация будет превышать 2 см³/100 г, это уже опасно с точки зрения ухудшения свойств стали, особенно в условиях постоянной нагрузки и тем более циклического нагружения.
Необходимо отметить, что работа некоторых деталей водородного автомобиля может протекать в довольно жёстких условиях. При заправке бака автомобиля жидким водородом температура в контакте с ним может опускаться до отрицательных значений, а при заправке газообразным водородом при повышении давления в баке до 700 атм ― повышаться значительно выше комнатной. Далее при стравливании газообразного водорода из бака в топливные элементы температура газа и конструктивных деталей также может существенно понижаться. Учтены ли эти моменты при конструировании водородных автомобилей? К сожалению, я не смог найти ответ на свой вопрос на сайтах производителей.
Опубликовано большое количество работ по влиянию водорода на механические свойства сталей. Например, по данным Поволоцкого Д.Я. («Водород и флокены в стали» (НТИ литературы по чёрной и цветной металлургии, М., 1959) прочность сортовой низколегированной стали 25ХНМА при содержании водорода 8 см³ на 100 грамм стали снижается на 10%, а пластичность уменьшается вдвое (рис. 1). К сожалению, в данной работе не указан способ выплавки стали, но, вероятнее всего, это мартеновская сталь, а свойства оценивали на образцах, вырезанных в продольном направлении относительно прокатки. То, что в многочисленных работах не было указаний на способ выплавки стали и нет данных о направлении вырезки образцов, сильно снижает ценность информации о влиянии водорода.

Рис. 1. Влияние водорода на механические свойства стали 25ХНМА
Приведу более подробное исследование механических свойств на образцах среднелегированной Ni-Cu-Mo-V стали (содержание углерода 0,3%), которые вырезали из толстых листов в поперечном и вертикальном по толщине листа направлениях. Для исследования были отобраны листы стали мартеновской и конвертерной выплавки, прошедшие закалку и высокий отпуск. (Для справки: сталь конверторной выплавки с обработкой в ковше синтетическим шлаком позволяет получить более чистый металл по содержанию серы и по неметаллическим включениям по сравнению со сталью традиционной мартеновской выплавки). Оценивали прочность на разрыв, пластичность и работу разрушения на плоских образцах (рис. 2) с сечением рабочей части 3×3 мм и длиной 26 мм. Испытания проводили при комнатной температуре, скорость нагружения составляла 2×10–6 м/с. Погрешность измерения прочностных показателей оценивали в ходе повторных испытаний на не менее трёх образцах (рис. 3).
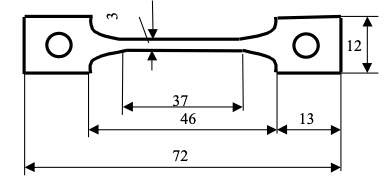
Рис. 2. Эскиз образца для испытаний свойств насыщенной водородом стали
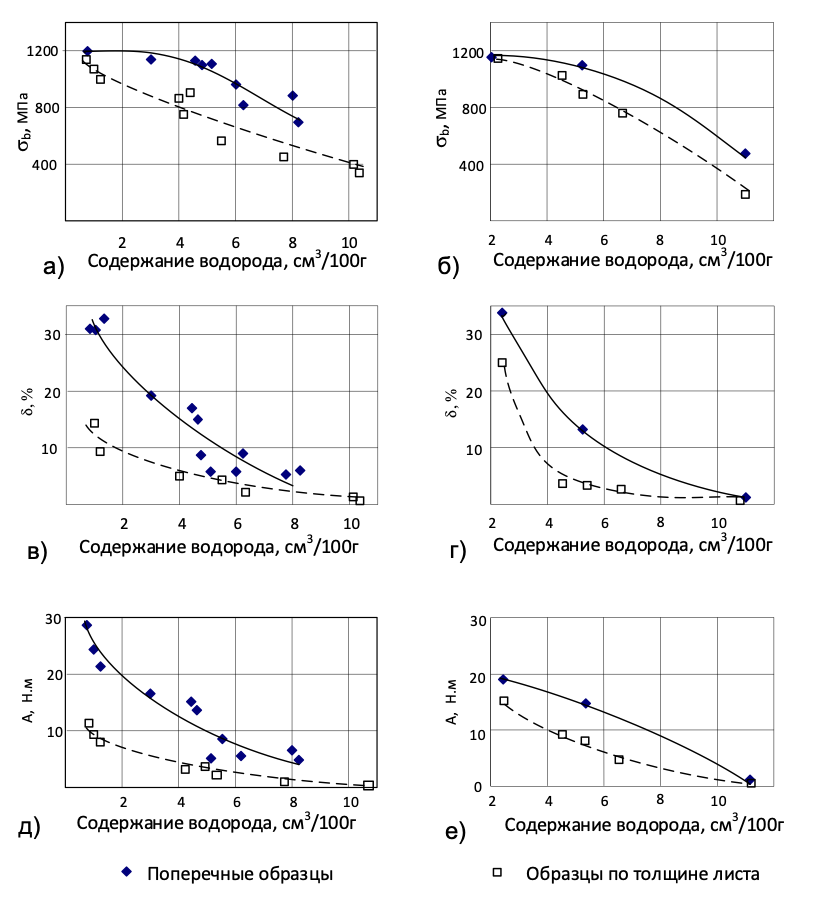
Рис. 3. Влияние водорода на механические свойства Ni-Cu-Mo-V стали мартеновской и конвертерной выплавок. а, в, д — прочностные, пластические свойства и работа разрушения мартеновской стали; б, г, е — прочностные, пластические свойства и работа разрушения конвертерной стали.
Из приведённых диаграмм видно, что при повышении содержания водорода происходит снижение прочностных и пластических свойств стали. На поперечных образцах увеличение концентрации водорода до 4–5 см³/100 г влияет на прочностные свойства стали не столь резко. На вертикальных образцах это снижение можно назвать катастрофическим: прочность падает в два раза, работа разрушения ― в три. Относительное удлинение, резко различающиеся для поперечных и вертикальных образцов, в исходном состоянии при увеличении содержания водорода становится почти одинаковым, что можно объяснить значительным водородным охрупчиванием матрицы, усугубляющим отрицательную роль неметаллических включений. Для более чистой по содержанию неметаллических включений конверторной стали падение прочностных свойств и работы разрушения вертикальных образцов не столь значительно.
Получены также данные о влиянии скорости приложения нагрузки на показатели прочности стали в различных структурных состояниях и при различных содержаниях водорода. Скорости приложения нагрузки изменялись в пределах 0,8–6,7–42 мм/час (рис. 4–5).
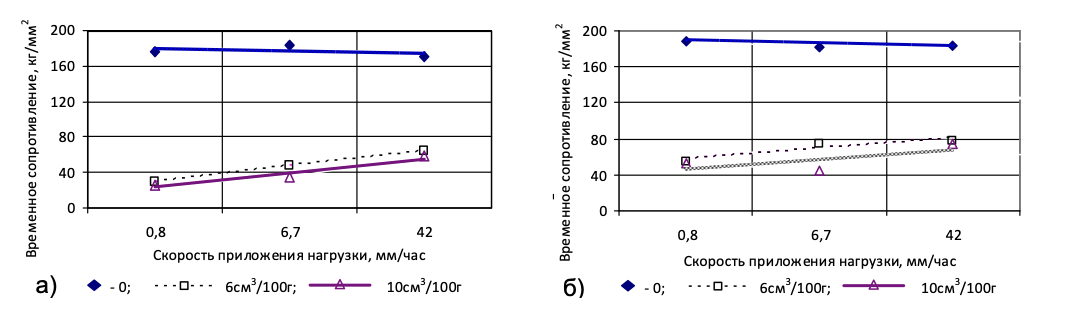
Рис. 4. Влияние скорости нагружения на временное сопротивление Cr-Ni-Mo низкоотпущенной стали со структурой мартенсита при различных содержаниях водорода:, а — температура испытания +20С; б — температура испытания -60С
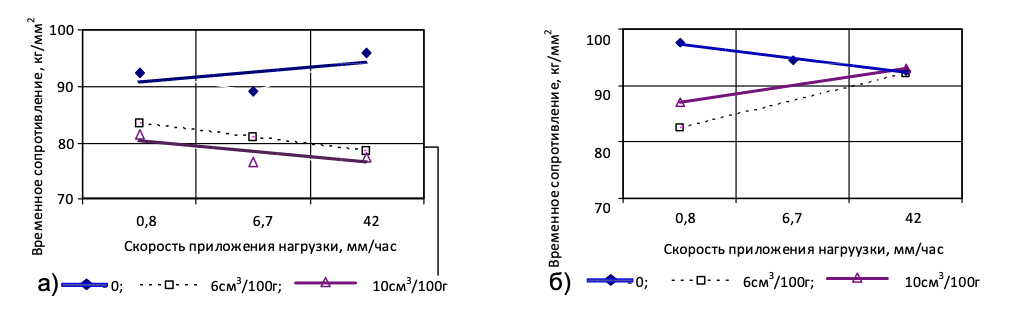
Рис. 5. Влияние скорости нагружения на временное сопротивление Cr-Ni-Mo высокоотпущенной стали со структурой сорбита при различных содержаниях водорода:, а — температура испытания +20С; б — температура испытания -60С
Данные показывают, что сталь после низкого отпуска со структурой мартенсита:
при температуре испытания +20оС практически не меняет прочностных свойств при повышении скорости нагружения, когда отсутствует водород;
после введения водорода до 6 см³/100 г при минимальной скорости нагружения она теряет прочностные свойства (рис. 4, а), при повышении скорости нагружения и концентрации водорода до 10 см³/100 г продолжает их терять.
При температуре испытания –60оС изменение свойств стали со структурой мартенсита (в наводороженном состоянии) под влиянием скорости нагружения становится менее заметным. При этом общий уровень прочности несколько выше, так как понижение температуры снижает ещё и скорость диффузии водорода (рис. 4 б). В целом тенденции изменения свойств низкоотпущенной стали при повышении скорости нагружения при температурах +20 и –60оС остаются одинаковыми.
Высокоотпущенная сталь со структурой сорбита (рис. 5, а, б) при повышении скорости нагружения ведёт себя совершенно иначе.
Падение прочности под влиянием водорода не столь катастрофично, как у низкоотпущенной стали в пределах 10–15 кг/мм² при всех скоростях нагружения (больше при высокой скорости).
При температуре испытания +20оС повышение скорости нагружения незначительно снижает прочность как при 6, так и 10 см³/100 г водорода в стали.
При температуре испытания –60оС при увеличении скорости нагружения до 42 мм/час прочность увеличивается практически до исходного значения, которое отмечалось в ненаводороженном состоянии.
Последнее обстоятельство связано со снижением скорости диффузии водорода в стали при понижении температуры.
Нержавеющие стали аустенитного класса типа 12×18Н10Т и высокопрочные коррозионностойкие хромоникелевые типа 02×12Н10МТ предназначаются для изготовления штампосварных конструкций, эксплуатируемых при температурах 20… 823 К, в том числе в водородсодержащих средах. Стали этого типа в меньшей степени подвержены водородному охрупчиванию. На рис. 6 показано изменение свойств стали 12×18Н10Т при нагреве в вакууме и атмосфере водорода под давлением 35 МПа (345 атм). После длительного водородного воздействия эти стали обнаруживают в основном только снижение пластичности.
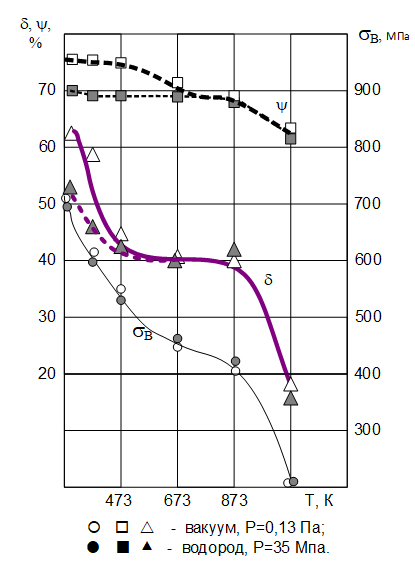
Рис. 6.Статические механические свойства стали Х18Н10Т
Влияние давления газообразного водорода на малоцикловую выносливость стали Х18Н10Т показано на рис. 7. Испытания малоцикловой усталости производили при фиксированной амплитуде деформации.
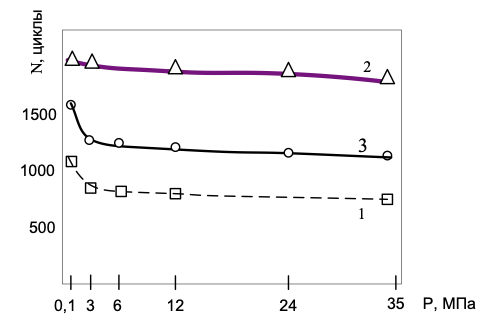
Рис. 7. Влияние давления газообразного водорода на малоцикловую выносливость стали Х18Н10Т; ɛ = 1,6%; 1 — 293 К; 2 — 673 К; 3 — 873 К
Значительное уменьшение долговечности при малоцикловой усталости наблюдается в диапазоне давлений водорода 0,1… 3 МПа. Дальнейшее повышение давления на выносливости не сказывается.
Стали аустенитного класса с высоким содержанием марганца типа 10Г18×8Т, 35Г12×8Т после водородного воздействия обнаруживают снижение всех механических свойств, а последующий высокий отпуск в вакууме не восстанавливает исходных характеристик сталей (таблица 1).
Таблица 1. Влияние длительности наводороживания при температуре 600оС и давлении 700 кгс/см² на механические свойства высоколегированных сталей
Сталь (термообработка в исходном состоянии) | t, час | σ0,2, МПа | σв, МПа | δ, % | Ψ, % | Ксu, Мдж/м² |
15×12ВМФ (закалка 950оС, отпуск 680оС) | - 4000 | 770 690 | 900 800 | 17 11 | 63 25 | 70 60 |
10Г18×8Т (нормализация 1150оС, отпуск 800оС) | - 250 | 420 410 | 700 460 | 41 5 | 75 4 | 17 6 |
35Г12×8Т (нормализация 1100оС) | - 1000 | 420 - | 640 220 | 13 2 | 8 0 | 130 30 |
12×18Н10Т (закалка 1050оС, стабилизация 800оС) | - 1000 | 320 340 | 660 610 | 57 19 | 77 17 | - - |
40×12Н8Г8МФБ (закалка 1140оС, отпуск 780оС) | - 4000 | 740 730 | 1010 930 | 24 6 | 35 6 | 41 37 |
Теперь перейдём к описанию влияния водорода на свойства специальных конструкционных сталей. Это особый класс материалов, к которому предъявляются жесткие и весьма противоречивые требования ― они должны обладать высокой прочностью и одновременно высокой вязкостью.
Например, обыкновенный напильник из высокоуглеродистой стали обладает очень высокой прочностью ― выше 2000 МПа. Однако, если положить его на две опоры и сильно ударить молотком, он расколется. Если тот же напильник охладить до -25оС, то повредить его сможет даже ребенок не очень сильным ударом. Для определённого класса изделий, работающих при высоких статических и динамических нагрузках, помимо прочности, требуется и высокая вязкость, и возможность устойчивой работы в широком диапазоне температур. К таким изделиям относятся сосуды высокого давления, магистральные трубопроводы, изделия специальной техники. Получение высокой прочности стали одновременно с высокой вязкостью ― сложная металловедческая задача, которая решается с помощью легирования различными элементами и разработкой специальной технологии производства, что является особым специальным фондом в каждой стране, где производятся подобные материалы, и он бережно сохраняется и непрерывно совершенствуется.
В технологии производства специальных высокопрочных сталей есть один аспект, который мы можем достаточно подробно осветить ― это оценка качества. В частности, сохранился метод оценки качества стали по её излому, который оперативнее по сравнению с определением механических свойств и в какой-то мере обладает более широкой информативностью. Например, повышенная концентрация водорода очень четко проявляется в изломах в виде различного рода дефектов ― светлых пятен, флокенов, являющихся недопустимым нарушением сплошности металла, и одновременно излом даёт информацию о качестве термической обработки.
Оценка вида излома стали как показатель качества
Оценка вида излома широко использовалась в производстве всех сталей в те периоды, когда не существовало других методов металлографического контроля и испытаний механических свойств, либо они не применялись широко в производственных условиях. Например, в производстве тигельной стали, которое было организовано русским металлургом Павлом Аносовым на Златоустовском заводе в начале XIX века, излом широко использовался для контроля качества на всех этапах изготовления сабельных клинков ― ковке заготовок, сварке полос стали с помощью совместной проковки заготовок и термообработке клинков. Например, в собрании сочинений Павла Петровича читаем: «По наружному виду и по излому прокованной полосы стали определяют степень её твердости и чистоты и разделяют на четыре сорта: на твёрдую, среднюю, мягкую и негодную, обращаемую стальным мастером для передела». При производстве кирас, защищающих грудь кавалериста, П. Аносов использовал технологию создания многослойной стали путём кузнечной сварки твёрдых высокоуглеродистых и мягких сталей, чтобы получить, как он выражался, «хорошую связь в частях», что эквивалентно современному понятию ударной вязкости, при сохранении высокой прочности, необходимой для защиты от огнестрельного оружия.
Такой на первый взгляд архаичный прием оценки качества, излом тем не менее позволяет весьма точно судить о прочности и вязкости стали, и тем самым о правильности термической обработки. Одновременно он даёт информацию о степени загрязнённости стали включениями, и судить об этом можно по проявлению шиферности и расслоениям в изломе. В связи с этим использование излома как метода контроля конструкционных сталей и в настоящее время является вполне оправданным и необходимым. Отметим, что наряду с оценкой вязких характеристик и загрязненности стали, излом даёт возможность выявить целый ряд дефектов, относящихся к типу нарушений сплошности материала, к числу которых относятся также дефекты водородного происхождения — флокены, светлые пятна и линии.
В области производства конструкционных специальных сталей сложились свои традиции, которые в значительной мере сохраняются в настоящее время. В частности, оценка вязкости этих сталей как литых, так и катаных с помощью изломов контрольных проб является сдаточной характеристикой. Контрольные пробы в литейном производстве отливают вместе с отливками из одной плавки. Затем они проходят вместе с отливками весь цикл термической обработки. Далее их ломают на копрах и по виду излома судят о качестве металла отливок. Катаные стали оценивают по виду излома проб, которые вырезаны из того же листа, из которого изготавливают стальное изделие. И в этом случае проба проходит весь цикл термообработки, что и само изделие.
Контрольные пробы вырезают из листа всегда поперёк направления прокатки. Надрез для последующей поломки делают в вертикальном направлении относительно плоскости прокатки, чтобы излом проходил в направлении прокатки (рис. 8).
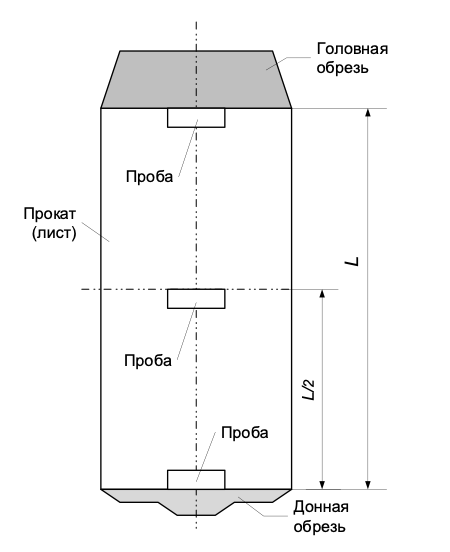
Рис. 8. Схема вырезки проб из листового проката
Характеристики излома
Волокнистость
Эта характеристика наиболее трудна для визуальной оценки. Характеристикой волокнистости является доля кристаллического излома в плоскости всего излома пробы. Кристаллическая составляющая проявляется как присутствие на изломе кристаллов с блестящей поверхностью. Эта составляющая может быть крупнозернистой и мелкозернистой. Вязкая имеет матовый вид, и в зависимости от типа термической обработки (высокий отпуск, низкий отпуск после закалки) эта составляющая изменяет свою фактуру. После низкого отпуска сталь, как правило, в изломе мелкозерниста, а матовая вязкая составляющая светлая и слабо шероховатая. После высокого отпуска вязкая составляющая более грубая, цвет излома темнее, чаще серый. Стали различного уровня легирования и различной термообработки имеют множество нюансов по виду хрупкого и вязкого изломов, которые хорошо различают специалисты. Они могут по виду излома достаточно точно оценить уровень механических свойств стали. Обычно при характеристике вязкости излома указывают процент кристаллической или вязкой составляющей, например, «излом волокнистый, доля волокна 80%». Кроме того, существует балльная оценка волокнистости излома (от 1 до 5). Она указывается, например, так ― балл по волокну 3. На рис. 9 схематично показан вид излома толстолистовой стали и его характеристики.
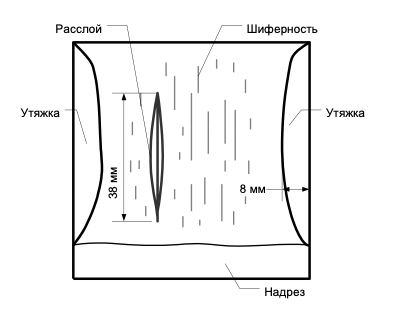
Рис. 9. Схема вида излома пробы катаной толстолистовой стали
Утяжка
Утяжка является измеряемой количественной характеристикой. Она оценивается по ширине боковых полос, которые не лежат в плоскости излома. Другое, менее распространённое название утяжки ― «губы среза». При характеристике излома указывается, например, «утяжка 12 мм» (рис. 10). В области утяжки излом всегда волокнистый. Наличие значительной по размеру утяжки свидетельствует о высокой вязкости стали, хрупкий излом практически не имеет утяжки.
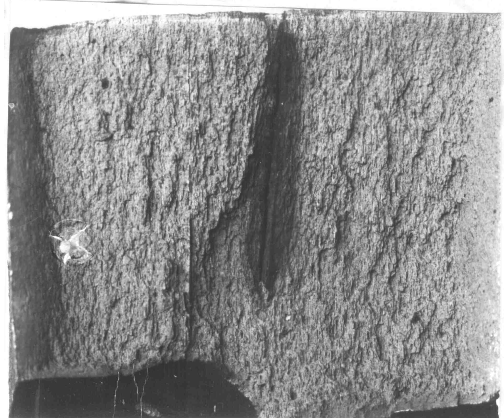
Рис. 10. Сталь Cr-Ni-Mo композиции, мартеновская выплавка, лист 80 мм. С — 0,3%, S — 0, 014%, Р- 0,019%. Термообработка — закалка + высокий отпуск. Твердость НВ dотп — 3,5 мм. Ударная вязкость Kcu — 150 Дж/см². Волокнистый излом, трещина в центре излома. Шиферность по всему сечению излома. Утяжка 12 мм.
Шиферность
Шиферность проявляется на изломе в виде тонких матовых полосок различной длины, параллельных плоскости прокатки (рис. 11). Причиной появления шиферности в изломе являются неметаллические включения, вытянутые в строчки в процессе прокатки. Чем чище сталь по включениям, тем менее вероятно появление шиферности в изломе. При характеристике излома обычно указывают ― «излом шиферный», «сильно развитая шиферность по всей площади» или «незначительная шиферность». Если волокнистость свидетельствует о качестве термической обработки, то шиферность говорит о качестве выплавки. Для оценки шиферности также существует балльная оценка. Критерии для балльной оценки приводятся в технических условиях на конкретную марку стали.
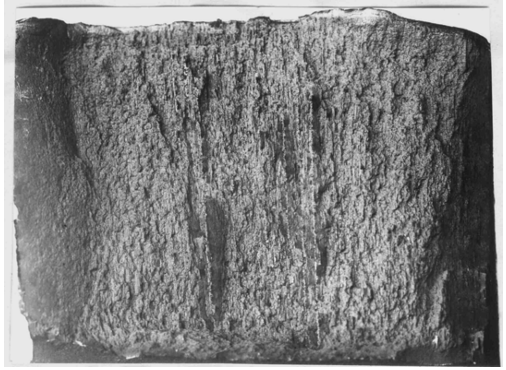
Рис. 11. Сталь Cr-Ni-Mo композиции, мартеновская выплавка, лист 80 мм. С — 0,3%, S — 0, 011%, Р- 0,018%. Термообработка — закалка + высокий отпуск. Твердость НВ dотп — 3,5 мм. Ударная вязкость Kcu — 160 Дж/см². Волокнистый излом, расслой правее центра длиной до 45 мм, ширина раскрытия расслоя до 3 мм. Шиферность по всему сечению излома. Утяжка 11 мм.
Расслой
Это нарушение сплошности стали при поломке пробы в результате скопления неметаллических включений (рис. 12, 13). Если можно так выразится, расслой ― дальнейшее «развитие» шиферности. Различают раскрывшийся расслой и нераскрывшийся. В первом случае, как правило, наблюдают небольшие утяжки по бокам расслоя. При характеристике излома указывают длину расслоя в мм, число расслоений и величину их раскрытия. Для оценки расслоев также существует балльная оценка. Критерии приводятся в технических условиях на конкретную марку стали.
Расслои допустимы в специальных конструкционных сталях до определённого предела, что оговаривается соответствующими техническими требованиями. При наличии такого нарушения сплошности металла при динамических испытаниях в ослабленной расслоем зоне листа может происходить с внутренней стороны откол размером с тарелку, который отлетает внутрь со скоростью, близкой к скорости того средства испытания, который вызвал этот откол. Хотя полного разрушения листа при этом может и не происходить. Понятно, что при этом может случиться с остальными конструктивными элементами в изделии.
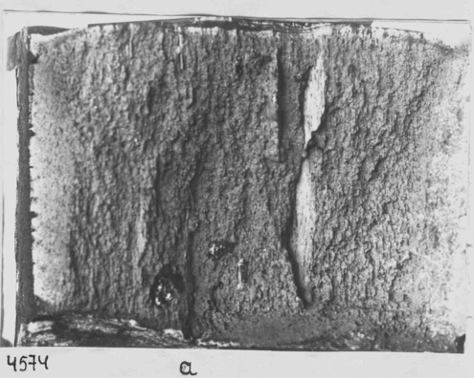
Рис. 12. Сталь Cr-Ni-Mo композиции, мартеновская выплавка, лист 80 мм. С — 0,33%, S — 0, 012%, Р- 0,015%. Термообработка — закалка + высокий отпуск. Твердость НВ dотп — 3,5 мм. Ударная вязкость Kcu — 155 Дж/см². Волокнистый излом, левее центра расслой длиной 30 мм с шириной раскрытия 0,5–1 мм. Шиферность по всему сечению. Правее центра излома — две «светлые линии» с блестящей поверхностью. Утяжка 18 мм.
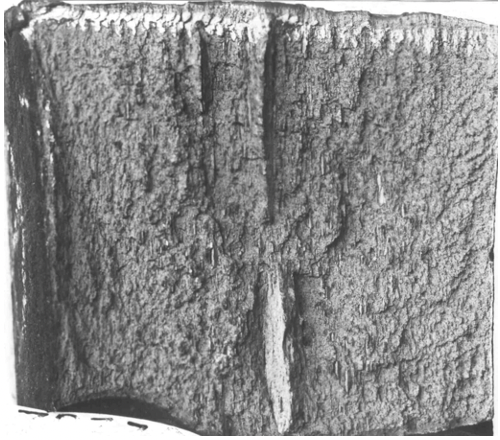
Рис. 13. Сталь Cr-Ni-Mo композиции, мартеновская выплавка, лист 80 мм. С — 0,31%, S — 0, 013%, Р- 0,017%. Термообработка — закалка + высокий отпуск. Твердость НВ dотп — 3,5 мм. Ударная вязкость Kcu — 160 Дж/см². Волокнистый излом, два расслоя вверху в центре длиной 40 мм и 20 мм. Шиферность по всему сечению. В центре внизу излома –«светлая линия» с блестящей поверхностью. Утяжка 13 мм.
Устранить расслои удаётся за счёт повышения чистоты металла по содержанию серы и неметаллическим включениям путём использования конверторной плавки с обработкой жидкого металла в ковше синтетическими шлаками, продувкой аргоном, ковшевым вакуумированием, а также использованием электрошлакового переплава (ЭШП). На рисунках (рис. 14, 15) показаны изломы толстолистовой стали, исходный слиток которой выполнен электрошлаковым переплавом. Излом заметно более мелкозернистый по сравнению со сталью мартеновской выплавки, шиферность мало заметна, расслои отсутствуют.

Рис. 14. Сталь Ni-Сu-Mo-V композиции, плавка ЭШП, лист 85 мм. С — 0,31%, S — 0, 007%, Р- 0,009%. Термообработка — закалка + высокий отпуск. Твердость НВ dотп — 3,2 мм. Ударная вязкость Kcu –70 Дж/см2. Волокнистый излом. Шиферность слабо выражена. В центре излома — ветвистая «светлая линия» с блестящей поверхностью. Утяжка 18 мм.

Рис. 15. Сталь Ni-Сu-Mo-V композиции, плавка ЭШП, лист 85 мм. С — 0,30%, S — 0, 006%, Р- 0,010%. Термообработка — закалка + высокий отпуск. Твердость НВ dотп — 3,1 мм. Кcu –70 Дж/см2 . Волокнистый излом. Шиферность слабо выражена. В центре излома — две тонкие «светлые линии» с блестящей поверхностью. Утяжка 17 мм.
Светлые линии
Светлые линии, которые видны на предыдущих фотографиях, ― это ещё одна особенность излома, которая требует более подробного разбора. Долгое время появление светлых линий не поддавалось разумному объяснению, так как на поверхности этих линий ни металлографически, ни с помощью микрорентгеноспектрального анализа не обнаруживали никаких посторонних включений и примесей. Только после того, как исследовали литой слиток, обнаружили многочисленные участки со светлой блестящей поверхностью, совпадающие с границами литых зёрен (рис. 16). Появление таких участков (светлых пятен) обнаруживали и ранее в отливках рис. 17), и их происхождение уже имело объяснение. Таким образом, светлые линии в прокате ― это не заварившиеся в процессе горячей деформации трещины по границам зёрен в исходном слитке.
Природа светлых пятен аналогична появлению флокенов и связана с повышенным содержанием водорода в стали, который попадает в неё в процессе выплавки. Как уже указывалось, в стали мартеновской плавки содержание водорода в среднем составляет 6–8 см³ на 100 грамм стали, в конверторной и электродуговой плавки ― 4–5 см³/100 г. В жидком состоянии металла водород полностью растворим, находится в атомарном состоянии. В процессе охлаждения при затвердевании и при фазовом переходе стали из аустенитного состояния в ферритное растворимость водорода резко падает, а при комнатной температуре она вообще очень незначительна.

Рис. 16. Излом пробы, вырезанной из слитка Ni-Сu-Mo-V стали, плавка ЭШП, термообработка слитка — высокий отпуск. Излом по границам столбчатых кристаллов, некоторые кристаллы имеют блестящую поверхность.
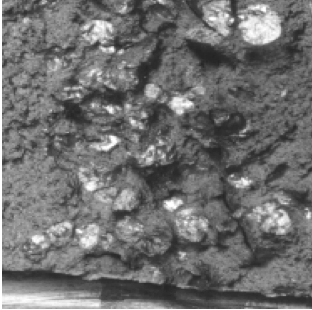
Рис. 17. Крупные флокены в изломе технологической пробы Cr-Ni-Mo стали. Мартеновская выплавка. Лист 70 мм. Излом в плоскости прокатки. Термообработка — закалка + высокий отпуск.
Падение растворимости приводит к тому, что водород выделяется, покидает металл. Это возможно только на каких-то поверхностях раздела, которых в стали в твёрдом состоянии более чем достаточно. Это границы зёрен, поверхности раздела «неметаллическое включение — металл», куда водород и проникает, при этом из атомарного состояния он переходит в молекулярное (то есть с образованием молекулы Н₂), развивает в образовавшейся поверхности раздела высокое давление и способствует образованию и развитию трещины. Поскольку водород ― сильнейший восстановитель, поверхность трещины при охлаждении приобретает светлый блестящий вид, который и обнаруживается в изломах проб.

Рис. 18. Крупные флокены и светлые пятна в изломе литой технологической пробы сечением 200×200 мм из Cr-Ni-Mo стали. Мартеновская выплавка. Термообработка — гомогенизация + высокий отпуск + закалка + высокий отпуск. Твёрдость НВ dотп — 3,6 мм. Ударная вязкость Кcu –90 Дж/см².
Не думайте, что данные дефекты являются чем-то редким и исключительным. Есть примеры, когда при производстве крупных отливок (заливочный вес около 15 тонн) в отдельные периоды брак по светлым пятнам достигал 15%, и устранение этого вида дефектов потребовало значительных усилий со стороны инженерного персонала. Снизить содержание водорода даже в современных способах выплавки стали ниже критического уровня 2 см³/100 г проблематично. Поэтому устранить полностью светлые пятна удалось за счёт своевременной посадки на термообработку отливок после выбивки их из литейных форм и продолжительного медленного охлаждения до температуры ниже фазового превращения. А борьба с флокенами, особенно в среднелегированных конструкционных сталях, на металлургических предприятиях продолжается до сих пор, требуя значительных затрат на проведение длительной противофлокенной термообработки.
Резюме
Как видим, самый распространенный элемент во Вселенной удерживает пальму первенства и в способах негативного воздействия на конструкционные стали. Стоит отметить иезуитскую изощрённость таких воздействий: от прямых нарушений сплошности сталей, например, трещин, до сложных опосредованных явлений, связанных с множеством дополнительных факторов: потери прочности и пластичности, замедленного разрушения при знакопеременных нагрузках, что ставило иногда в тупик инженерные коллективы при объяснении этих отрицательных явлений.
Водород как энергоноситель будет широко использоваться в будущем. Это потребует более внимательного отношения к его вредному воздействию на свойства конструкционных сталей.
