Токарная ЧПУ Siemens Sinumerik 840D sl: создание режущего инструмента [шот 02]
Всем доброго времени суток! Это проект Открытого технического образования «Политех 2.0».Вот наша история и идеология.Ну, а после непродолжительной паузы мы продолжили выкладывать видео по ЧПУ и вот очередной вводный шот.Сразу просьба отписать в комментариях — стоит ли дублировать здесь, на Хабре текстовый обучающий материал, или лучше отписывать новое и события этапов развития нашего проекта. Просто у нас есть в заготовках материалы по CAD/CAM системам, которые не достойны отдельного видео, но возможно были бы интересны Вам!
В данном видео я хотел бы рассказать о том, как создавать режущий инструмент, необходимый для программирования токарной обработки в системе ЧПУ Siemens Sinumerik 840D Sl.:
[embedded content]
Данная статья несколько дополнит сам видеоролик и его контент, так что если появились вопросы — милости просим подкат.
Итак! Вы уже видели ранее как устроено окно ЧПУ и его основные функциональные клавиши, а теперь перейдем к процессу создания инструмента.
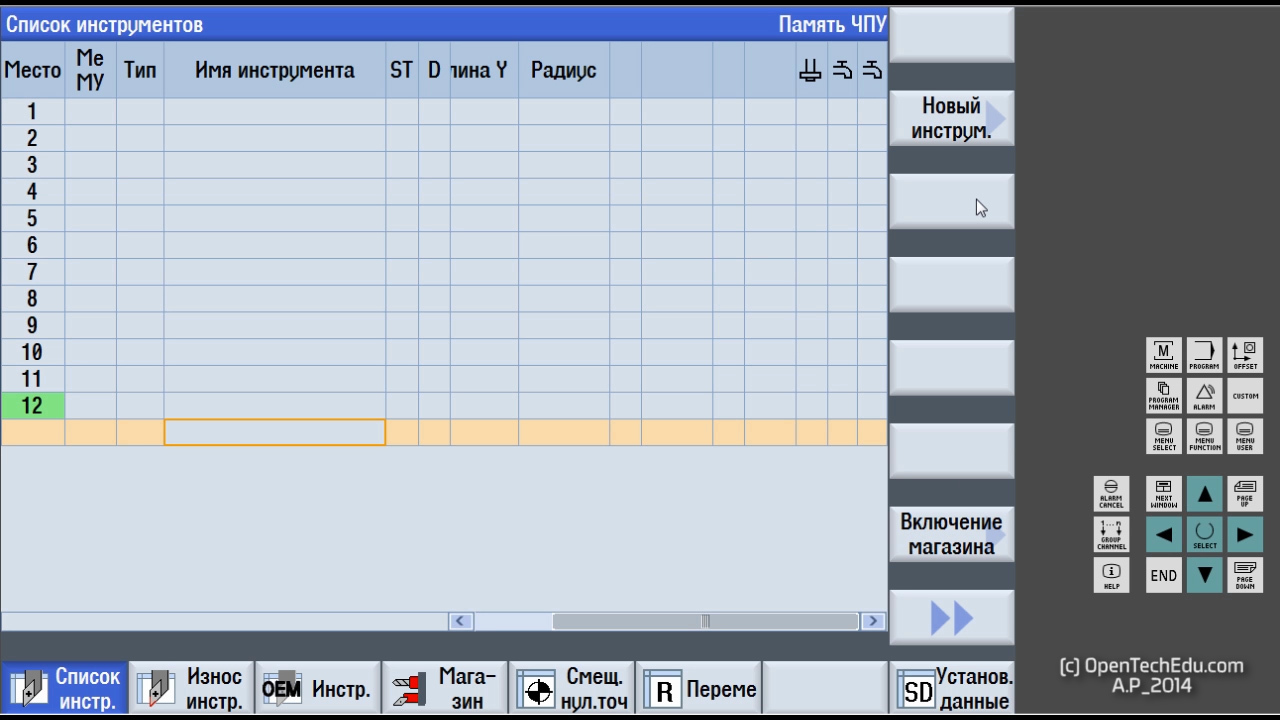
При нажатии кнопки Offset открывается окно менеджера режущего инструмента установленного на вашем станке. В моем случае — это эмулятор токарного станка с 12-ти позиционной револьверной головкой, в которую устанавливается режущий инструмент. Пример подобной головки показан на рисунке:

Сам инструмент устанавливается в блоки, которые правильно называются оснасткой. Блоки бывают разные: от обычных для закрепления в них державок резцов до приводных, в которые вы можете устанавливать вращающийся инструмент, например, сверло или фрезу. В обычных блоках под резцы имеется паз шириной, равный ширине державки (наиболее распространенные размеры: 20×20 мм и 25×25 мм). В этот паз устанавливается сам резец в сборе. На резец крепится твердосплавная пластина, которая и осуществляет процесс резания.

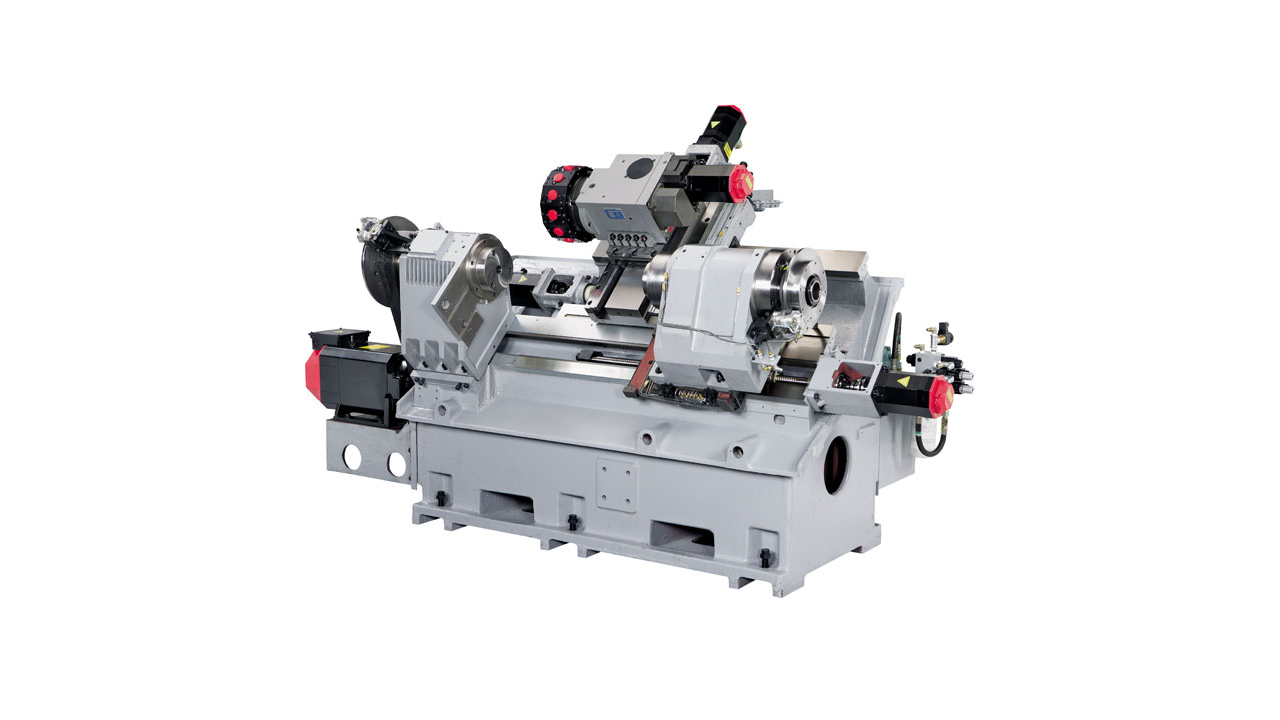
Разница обычных блоков в том, что для обработки ими используется вращение токарного шпинделя станка, при этом инструмент в блок жестко закреплен. А у приводных блоков — вращается сам инструмент и заготовка детали может быть жестко зажата в токарном патроне. Бывают случаи, когда вращается инструмент в приводном блоке и при этом вращается токарный патрон — это происходит, например, при фрезеровании каких-либо контуров. На рисунке вы можете увидеть хвост блока с шестеренкой на конце — это ось через которую передается вращение на режущий инструмент. Блок на рисунке — для вертикальной обработки (ось вращения инструмента перпендикулярна оси вращения детали), а еще бывают горизонтальные блоки, где оси вращения инструмента и детали параллельны.

Пример использования приводного блока вертикальной компоновки — фрезерование шпоночного паза на наружном диаметре детали, а горизонтального — получения шестигранника на торце детали (как, например, у болта).
Итак, создадим самый простой инструмент — токарный резец, который будет использоваться нами при обработке торца детали и точения ее наружного диаметра. Для этого переходим в окно Offset в случае, если вы находились в каком то другом окне, нажимаем клавишу «Список инстр» и переходим в низ списка (после пронумерованных строк). При выделении пустой строки внизу списка становится активной кнопка «Новый инструм» в правом столбце функциональных клавиш.
Откроется окно выбора типа инструмента. Как видите на токарный станок с ЧПУ можно установить много разного режущего инструмента. Нам для понятия принципа и алгоритма действия пока достаточно создать черновой токарный инструмент. Выбираем «Черновой инстру» и у нас подсветился один из четырех квадратиков с отображением положения режущей кромки. В чем разница между этими четырьмя картинками?
Токарные станки с ЧПУ бывают с одним или двумя токарными шпинделями. Для обработки детали в каждом из шпинделей используется свой вид положения инструмента. Если визуально посмотреть на станок, то левый шпиндель как правило является основным или первым, а правый — дополнительным или вторым.
Деталь, которую мы будем обрабатывать в течение всего курса будет установлена в первый шпиндель, а соответственно положение инструмента у нас будет описываться первым и третьим квадратиком. Разницу между ними описывать пока не буду — т.к. сейчас мы создадим инструмент с первым видом положения, а на следующих уроках будем создавать инструмент третьим. В двух словах — первый вид используется при наружной обработке:
а второй при внутренней:

Выбрав необходимое положение, нажимаем на кнопку ОК. Система ЧПУ попросит нас ввести соответствующее имя инструмента. Вы можете ввести туда любое слово так, чтобы вы понимали, какой именно инструмент создали, но в случае, если за станком работаете не только вы один, то стоит использовать понятное другому человеку описание создаваемого инструмента. В нашем случае оно будет вида: O_ROUGH_80_08.
Вот, что это означает: О — Outside (наружная обработка)ROUGH — roughing (черновая обработка)80 — угол между кромками пластины08 — радиус скругления пластины 0.8 мм
Наш инструмент успешно создан, теперь его надо описать набором соответствующих параметров. Длина Х — это положение режущей кромки по координате Х, длина Z — по координате Z, а длина Y — по координате Y. Обе этих величины получаются измерением инструмента на станке.
Мы работаем в симуляторе, поэтому в нашем случае достаточно указать приближенные значения.
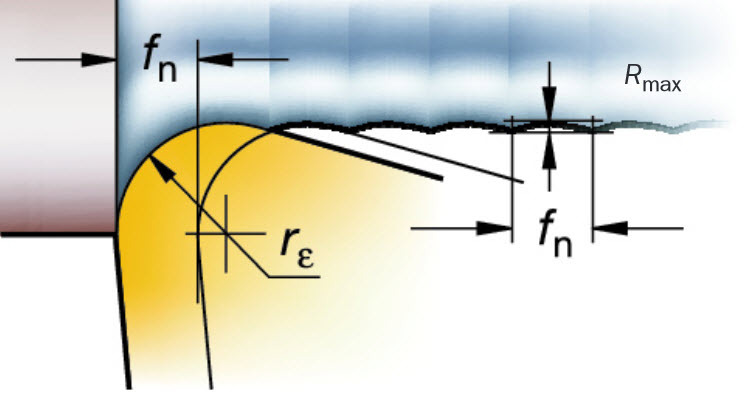
Радиус — это радиус скругления режущей кромки резца. Для черновых резцов он как правило колеблется от 0.8 до 1.6. Установим 0.8.
Стрелка указывает нам на направление установки резца. Оно по умолчанию совпадает с нашим направление резца, установленного на станке.
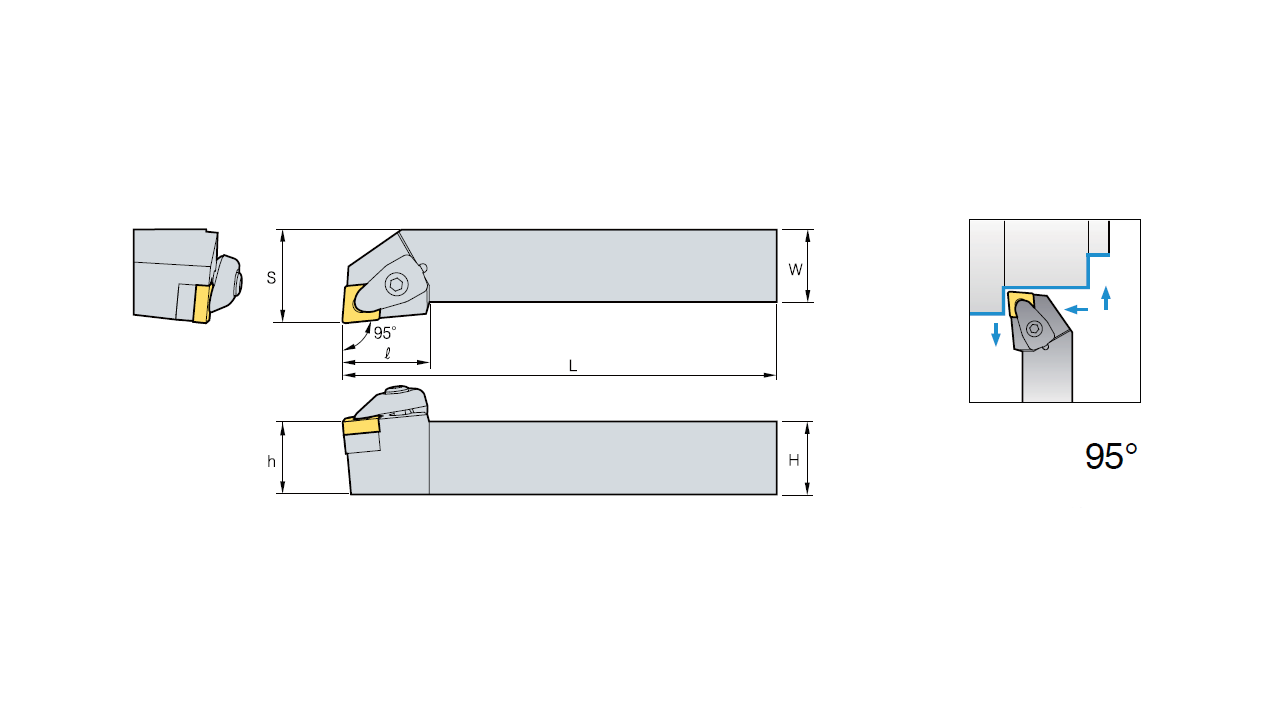
Угол державки — это главный угол в плане и он на каждом резце свой — поэтому советую предварительно изучить каталог поставщика режущего инструмента — там она показан наглядно. В нашем случае можно оставить 95 градусов.
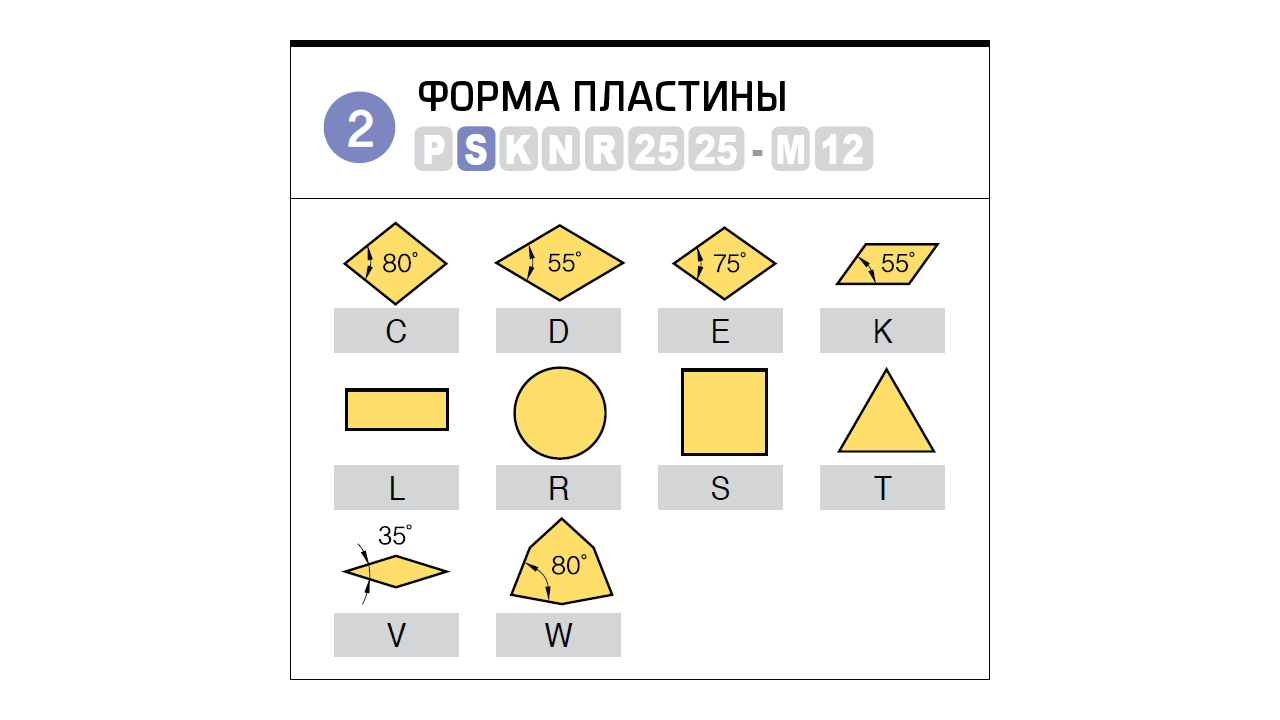
Цифра 80 — означает угол между режущими кромками на пластине резца. Для черновой обработки наиболее часто используется пластина в виде ромба с углом между гранями равным 80 градусам. На рисунке вы можете увидеть, какие геометрии пластин доступны. Стоит отметить, что чем тупее кромка — тем выше стойкость инструмента (т.е. он прослужит дольше). Однако тупее — не значит, что инструмент не будет резать материал заготовки. Тупыми называют кромки с радиусом скругления от 0.8 и выше, а также, например, круглые пластины. Такой инструмент используется для черновой обработки, а в свою очередь инструмент с острой кромкой — для чистовой обработки. Разница в данных обработках — нагрузка на пластину. При черновой обработке вы можете за один раз (проход) снимать больше количество материала, а вот при чистовой обработке — намного меньше и при меньших режимах резания.
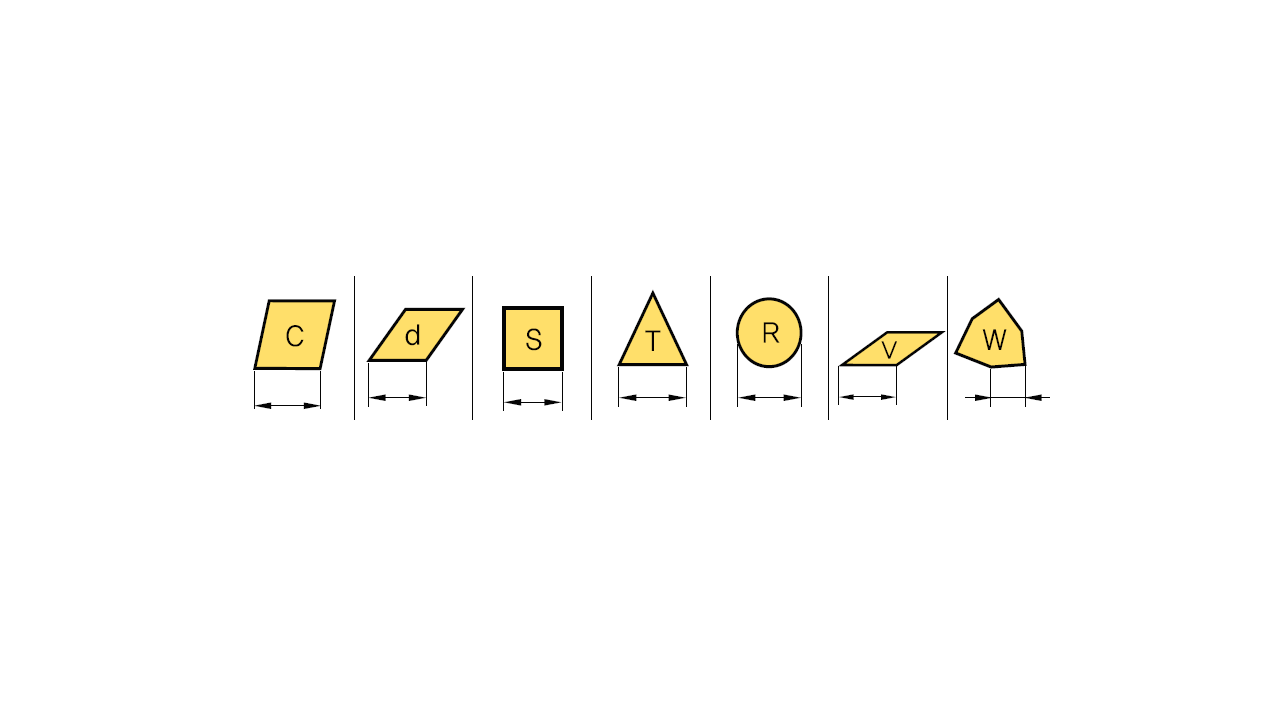
Длина пластины, установленная у нас величиной 11 мм равна длине режущей кромки. Можно непосредственно померить саму пластину или также посмотреть каталог.
Стрелочка по часовой стрелке или против часовой стрелки соответствует направлению резания. Оно зависит от типа установленной державки и имеет всего два значения — левое или правое. В нашем случае установленная стрелочка против часовой стрелки соответствует левому вращению шпинделя, а по часовой — соответственно правому его вращению. Здесь стоит смотреть на то, какая державка установлена для обработки — если в конце обозначения державки по ISO стоит буква R — то эта державка правая, а если L — то державка левая. Направление вращения будет зависеть, но есть одно золотое правило: «направление вращения заготовки всегда должно быть на кромку пластины»
Два краника и поля под установку галочек отвечают за включение охлаждения при резании нашим инструментом. Как правило, первая галочка отвечает за подачу жидкости снаружи (поливом), а вторая — через инструмент. Однако же этот момент лучше уточнять у производителя станка.
Ну вот и все! Нами успешно создан первый режущий инструмент, которым мы будем обрабатывать нашу деталь в последующих уроках.
Подписывайтесь на канал и ставьте лайки.
Хороших вам знаний! Ждем Ваших предложений и критики!
