Техническое обслуживание аппаратов для сварки оптоволокна
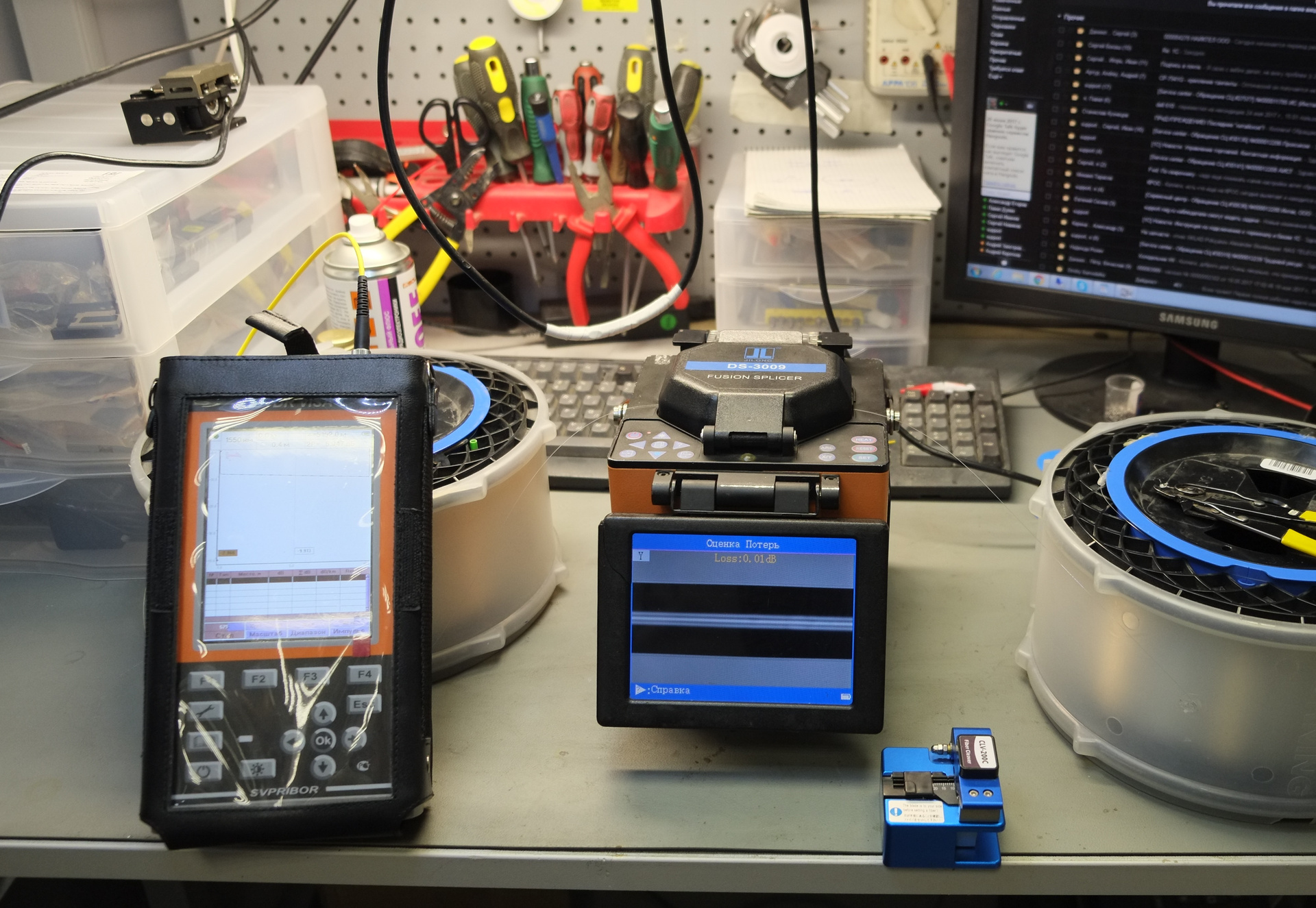
Мы продолжаем вещать с полей нашего сервисного центра. В это раз речь пойдет о техническом обслуживании аппарата для сварки волоконно-оптического кабеля. Под катом о всей подноготной и нюансах обслуживания столь сложных устройств из первых уст.
Сварка оптики — это достаточно сложный и высокотехнологичный процесс, в ходе которого между собой свариваются оптические волокна с помощью высокой температуры. Сваривание оптических волокон осуществляется с помощью специальных устройств — сварочных аппаратов для сварки оптоволокна.
Сварочный аппарат для оптических волокон — один из самых сложных и дорогих инструментов монтажника ВОЛС. Данный прибор, позволяет в автоматическом режиме обеспечить процесс сведения (юстировки) и сварки волокон с последующей фиксацией сваренного волокна в гильзе КЗДС для предотвращения его поломки. От того, насколько качественно и быстро работает сварочный аппарат, какие дополнительные функции и опции имеет — напрямую зависит скорость сдачи ВОЛС в эксплуатацию.
Одним из самых эффективных и наиболее простых способов добиться высокого качества сварки и долгой жизни сварочного аппарата — это правильная эксплуатация, поддержание аппарата в чистоте, и главное, своевременное техническое обслуживание сварочного аппарата.
Для того, чтобы обеспечить бесперебойную работу, сварочный аппарат необходимо регулярно проверять и проводить регламентное техническое обслуживание не реже раза в полгода или каждые 1500 сварок.
В целом техническое обслуживание сварочного аппарата включает в себя несколько этапов:
• Комплексную диагностику технического состояния;
• Чистку аппарата и его компонентов снаружи и внутри;
• Настройку ключевых блоков и узлов сварочного аппарата;
• Регулировку большого количества параметров, обеспечивающих качественную и правильную работу сварочного аппарата;
• Настройку оптической системы;
• Замену электродов (при необходимости);
• Итоговую проверку на соответствие аппарата заявленным техническим характеристикам и соответствие качества сварки паспортным требованиям с помощью рефлектометра;
Рассмотрим каждый из этапов проведения технического обслуживания более подробно на примере одного из реальных случаев.

После того, как сварочный аппарат попадает на стол к инженеру, проводится детальный и подробный осмотр аппарата с целью определения текущего технического состояния оборудования. Так же осматриваются основные блоки устройства на предмет загрязнения.

Сразу же в ходе внешнего осмотра мы увидели, что оборудование имеет сильные внешние загрязнения, так же отсутствуют крышки кронштейна дисплея. Их отсутствие может вызвать случайное повреждение дисплейного шлейфа.
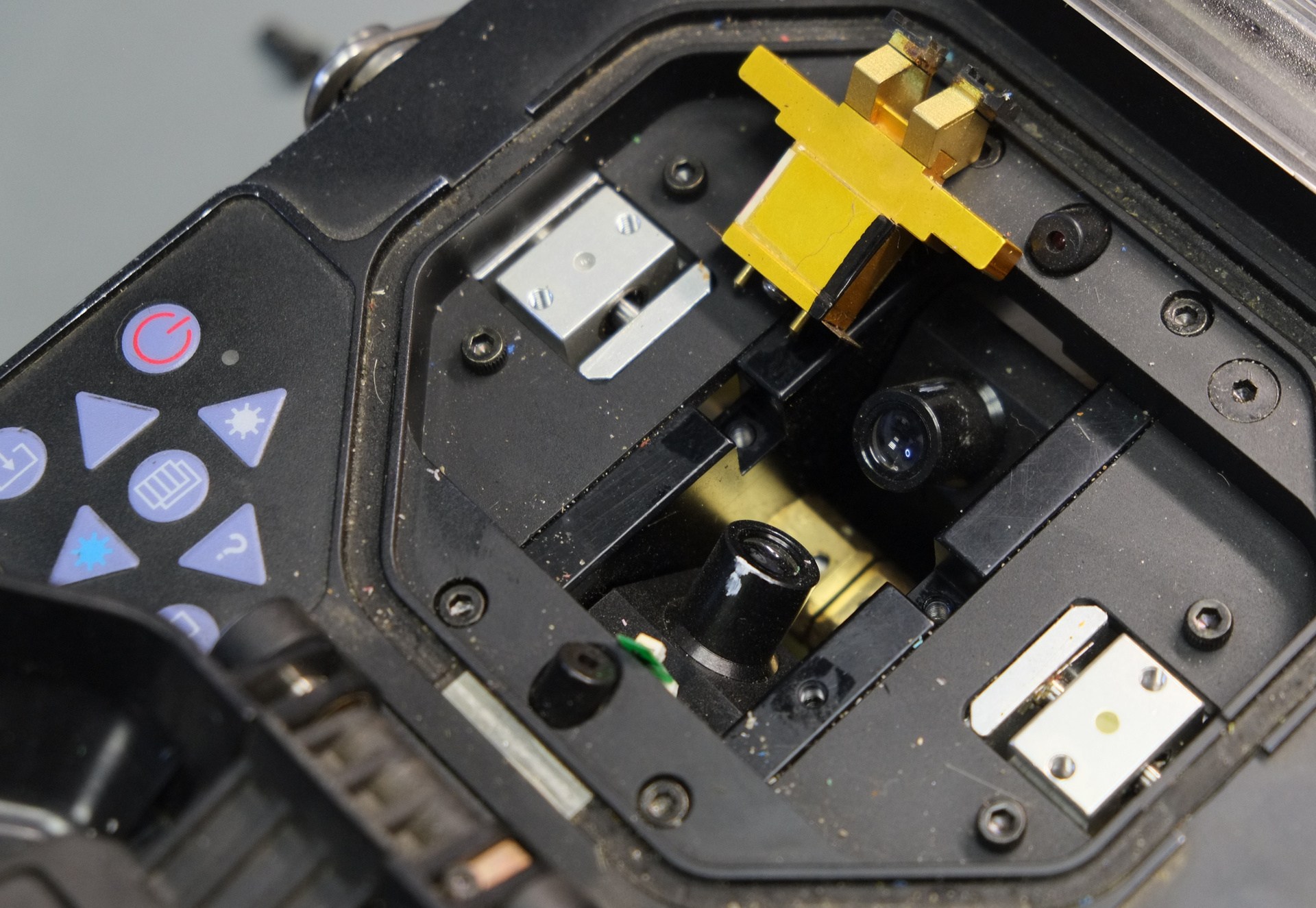
Закончив внешний осмотр переходим к осмотру внутренних узлов и компонентов устройства: обнаруживаем загрязнение механизма юстировки, V-образных канавок, оптической системы и зеркал.
После оценки внешнего и внутреннего состояния аппарата необходимо провести программную диагностику оптической системы на наличие пыли. Сварочный аппарат может диагностировать и анализировать текущее состояние оптической системы выделяя все посторонние объекты.


В нашем случае мы увидели, что на матрице Y-проекции имеется пыль. Это существенно сказывается на качестве сварки и достоверности оценки потерь на сварном шве. Если не проводить своевременную чистку и техническое обслуживание сварочного аппарата — линзы оптической системы могут прийти в полную негодность для нормальной эксплуатации и может потребоваться их замена. На фото пример загрязненной линзы.

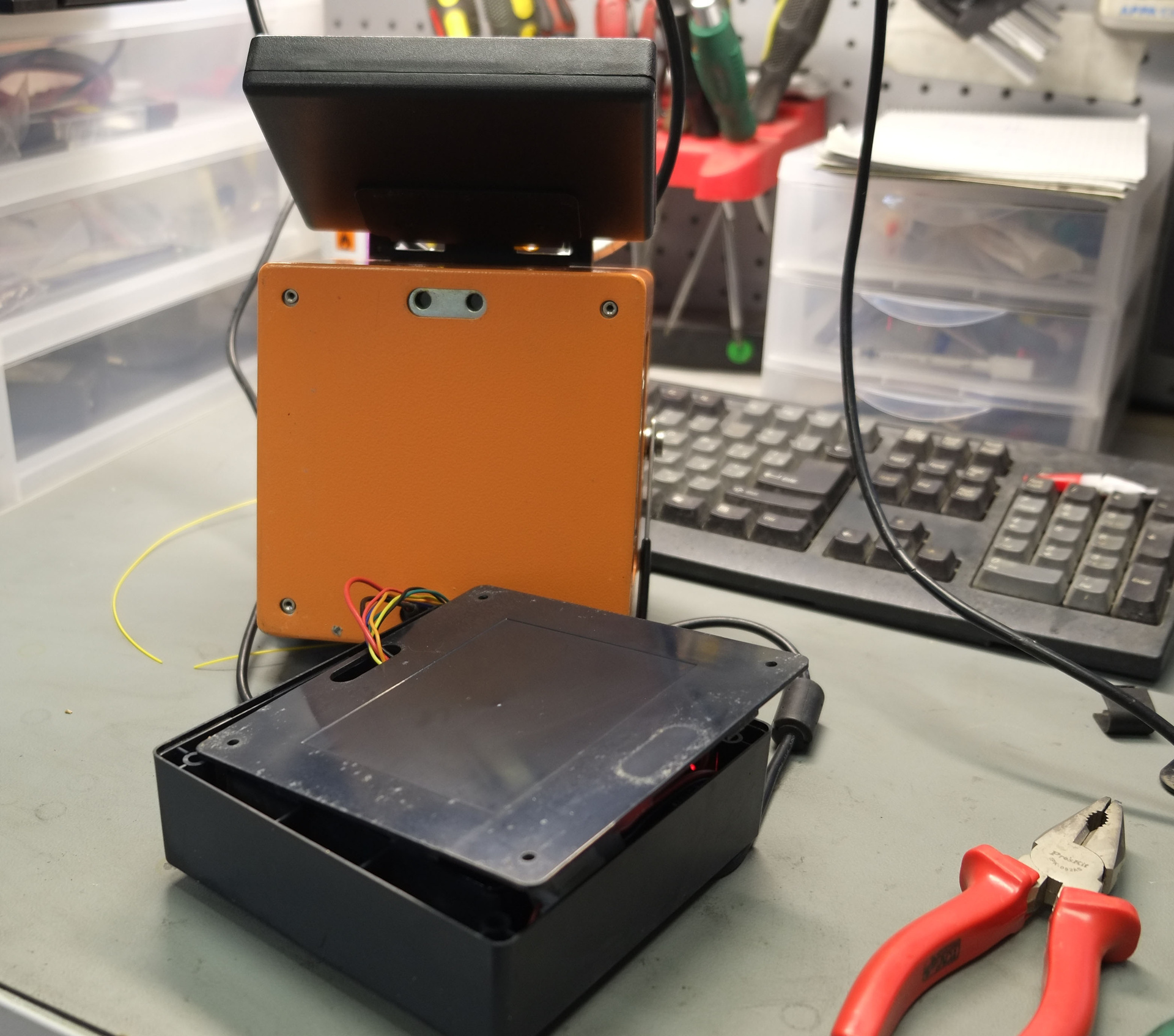
Чтобы подобраться ко всем ключевым узлам сварочного аппарата и провести комплексную чистку, настройку необходимо разобрать аппарат: снимаем аккумуляторную батарею, кожух сварочного аппарата.

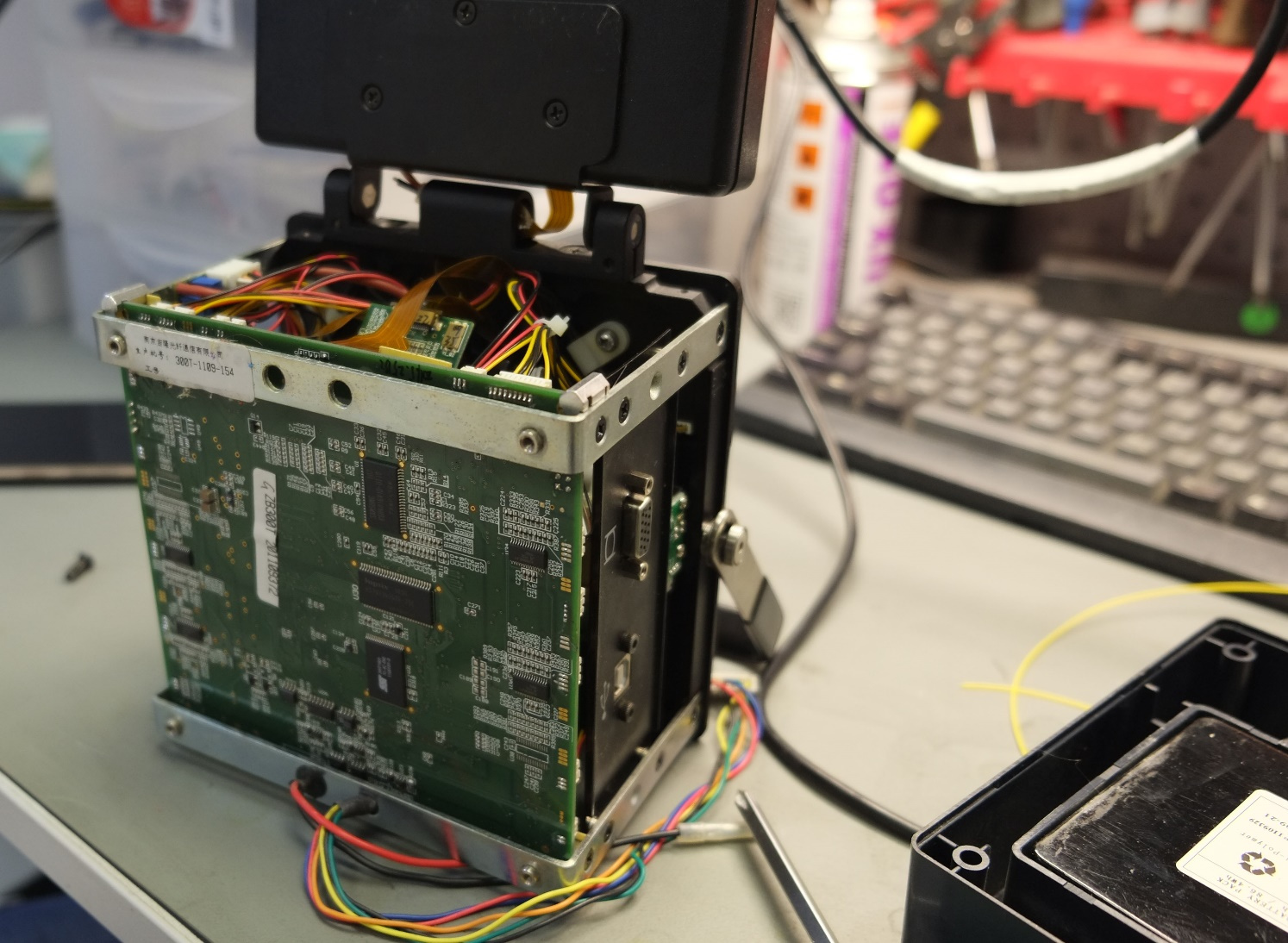

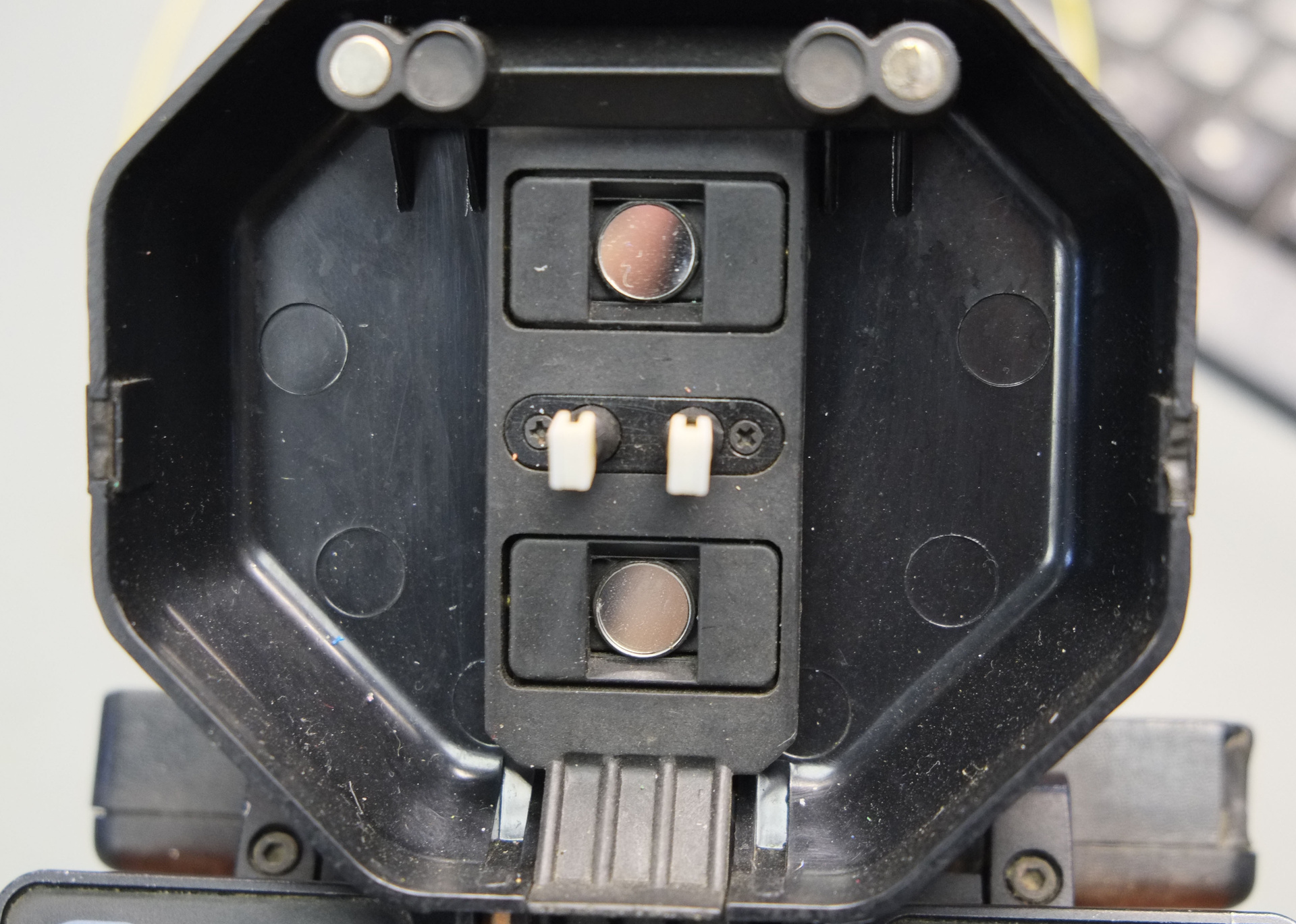
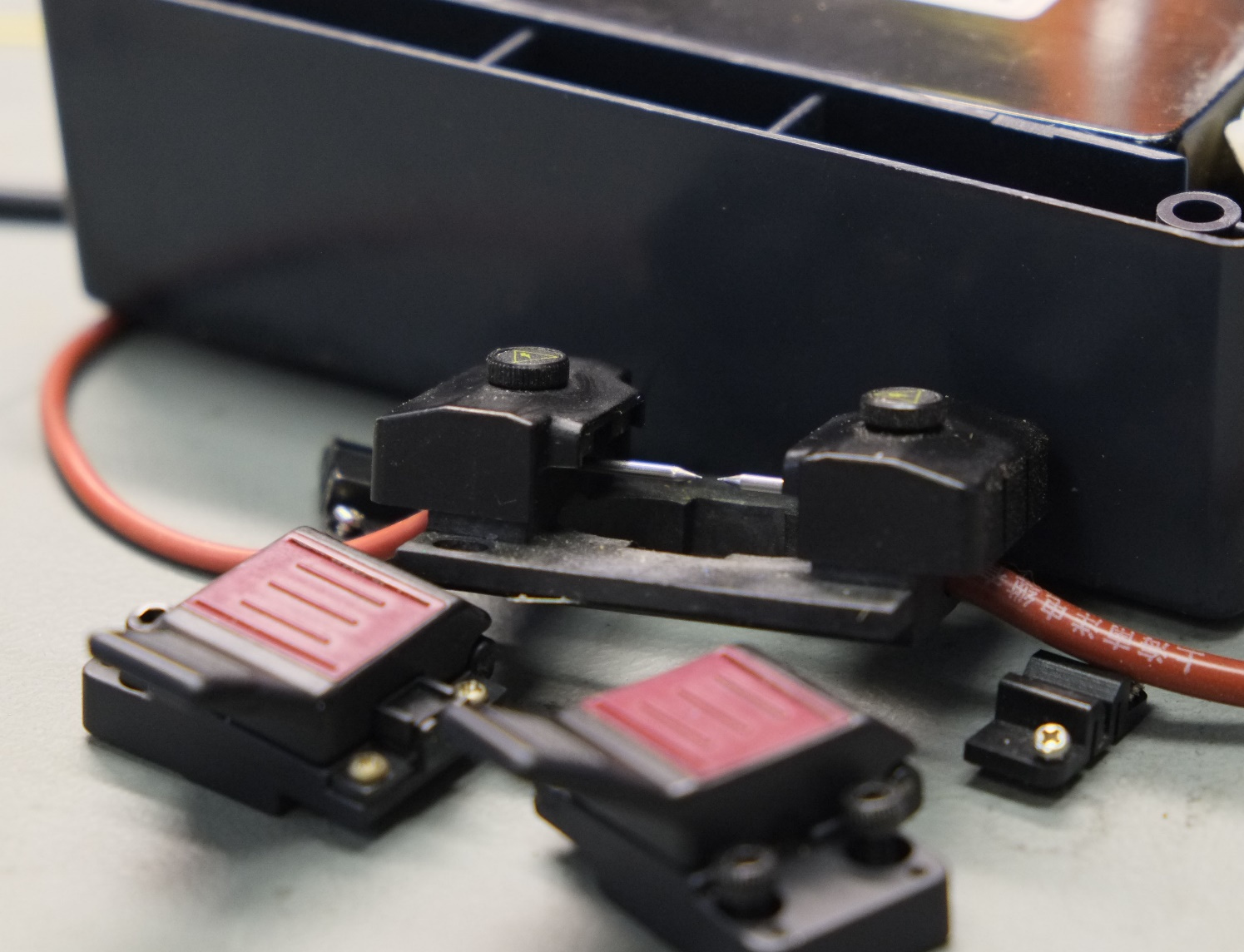
Для чистки оптической системы необходимо так же снять прижимные фиксаторы для оптоволокна и платформу для электродов.
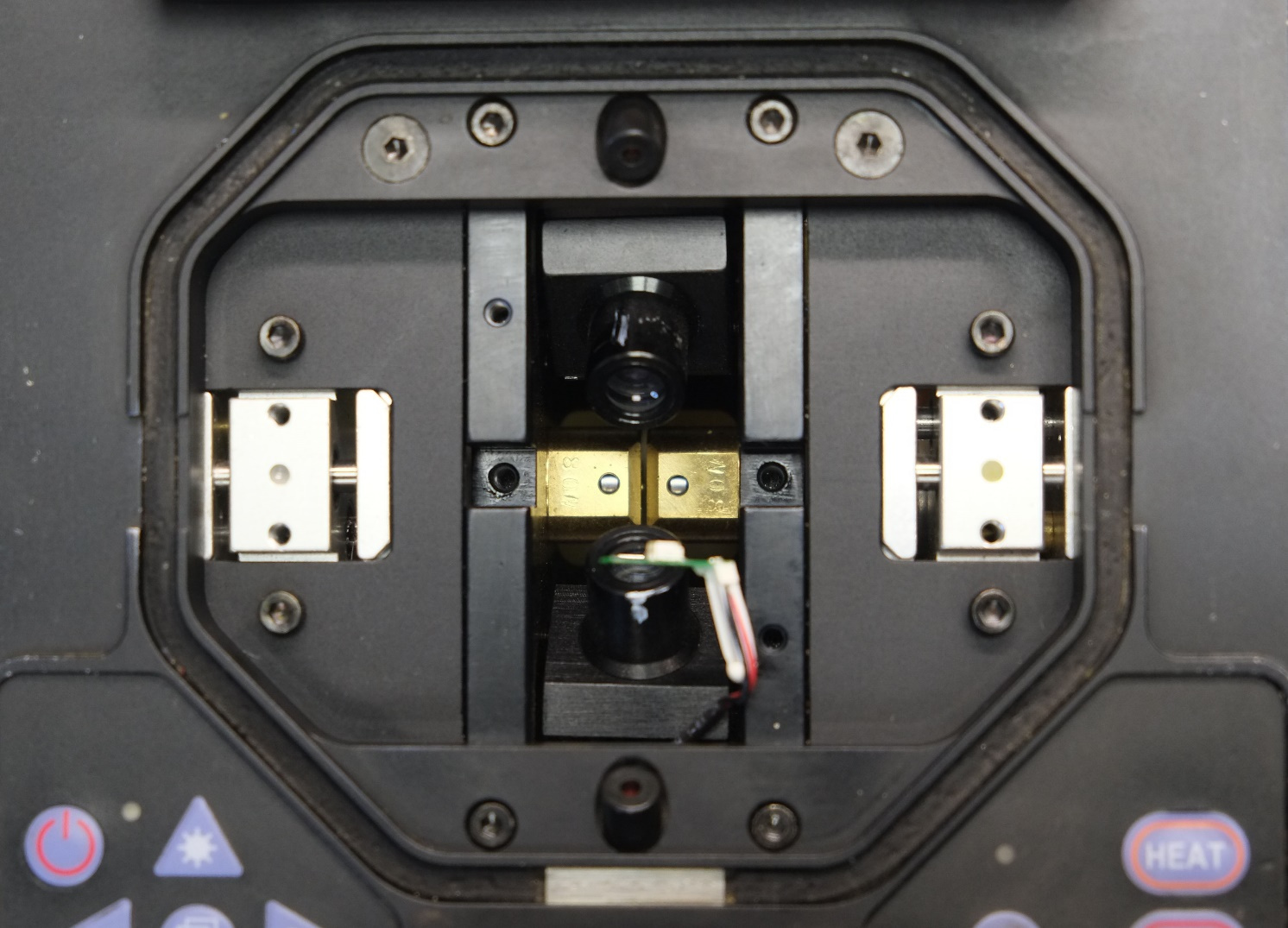
Сняв данные компоненты, мы получаем полный доступ к оптической системе для чистки и приведения всех блоков к пригодному для эксплуатации состоянию.

Для начала мы удаляем всю пыль и грязь с помощью мощной направленной струи воздуха. После используя специализированные средства удаляем всю грязь из основной рабочей области. Наш аппарат приобретает совершенно иной вид.

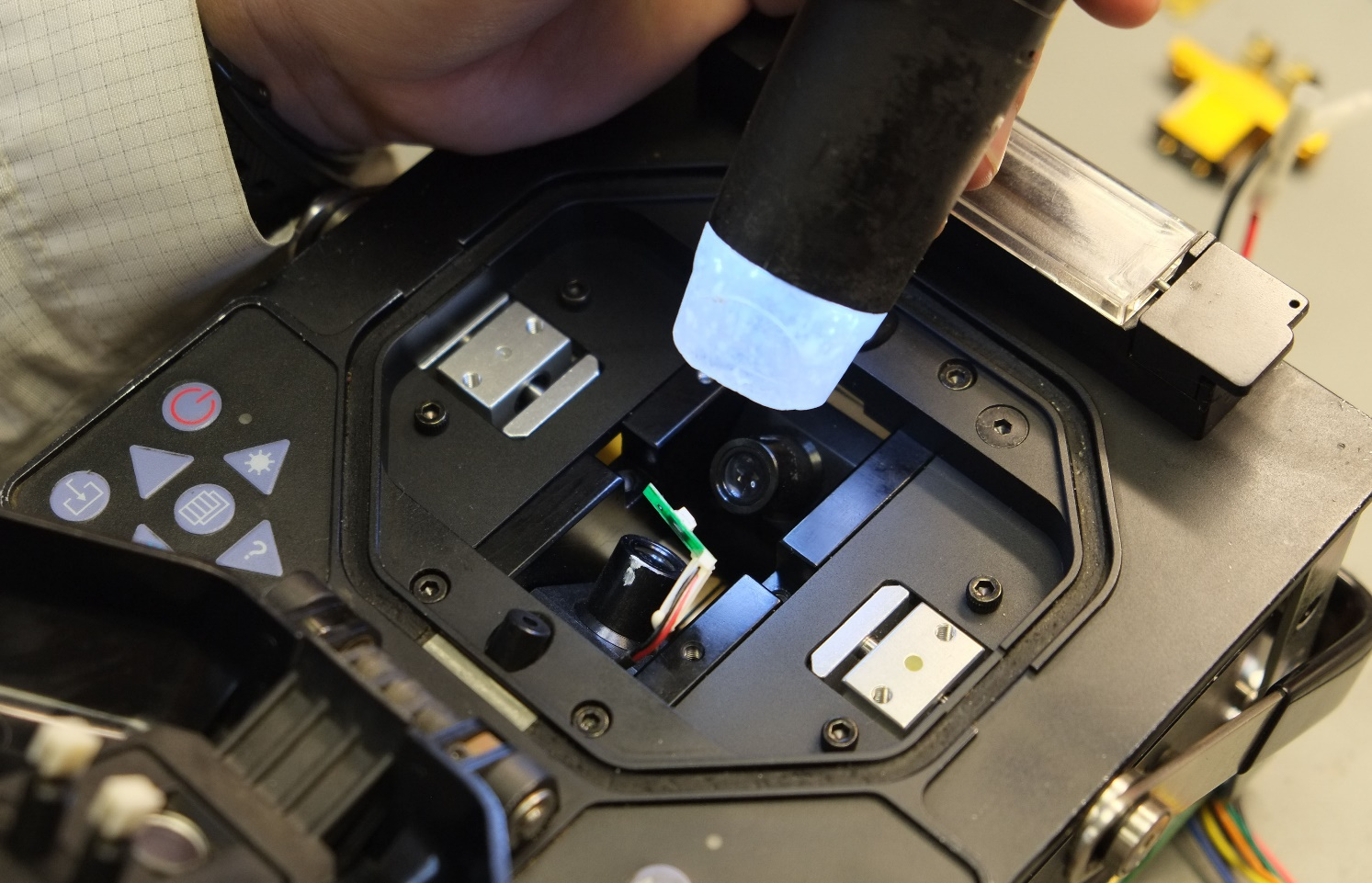
Проводим диагностику состояния оптической системы с помощью микроскопа. Осматриваем линзы микроскопа на наличие повреждений и грязи. Проводим тонкую очистку поверхности оптических линз, зеркал и поверхности матриц X и Y проекций.


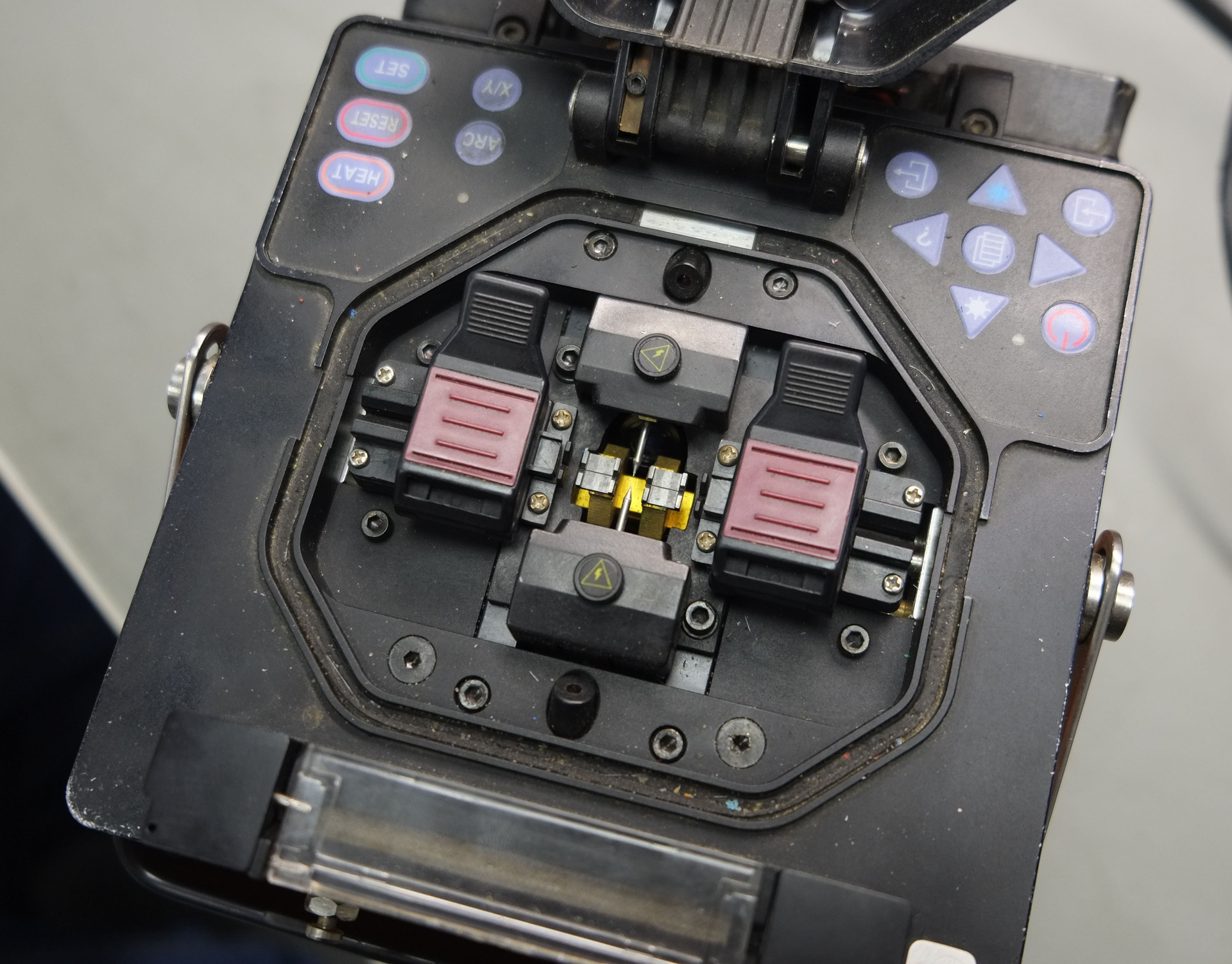
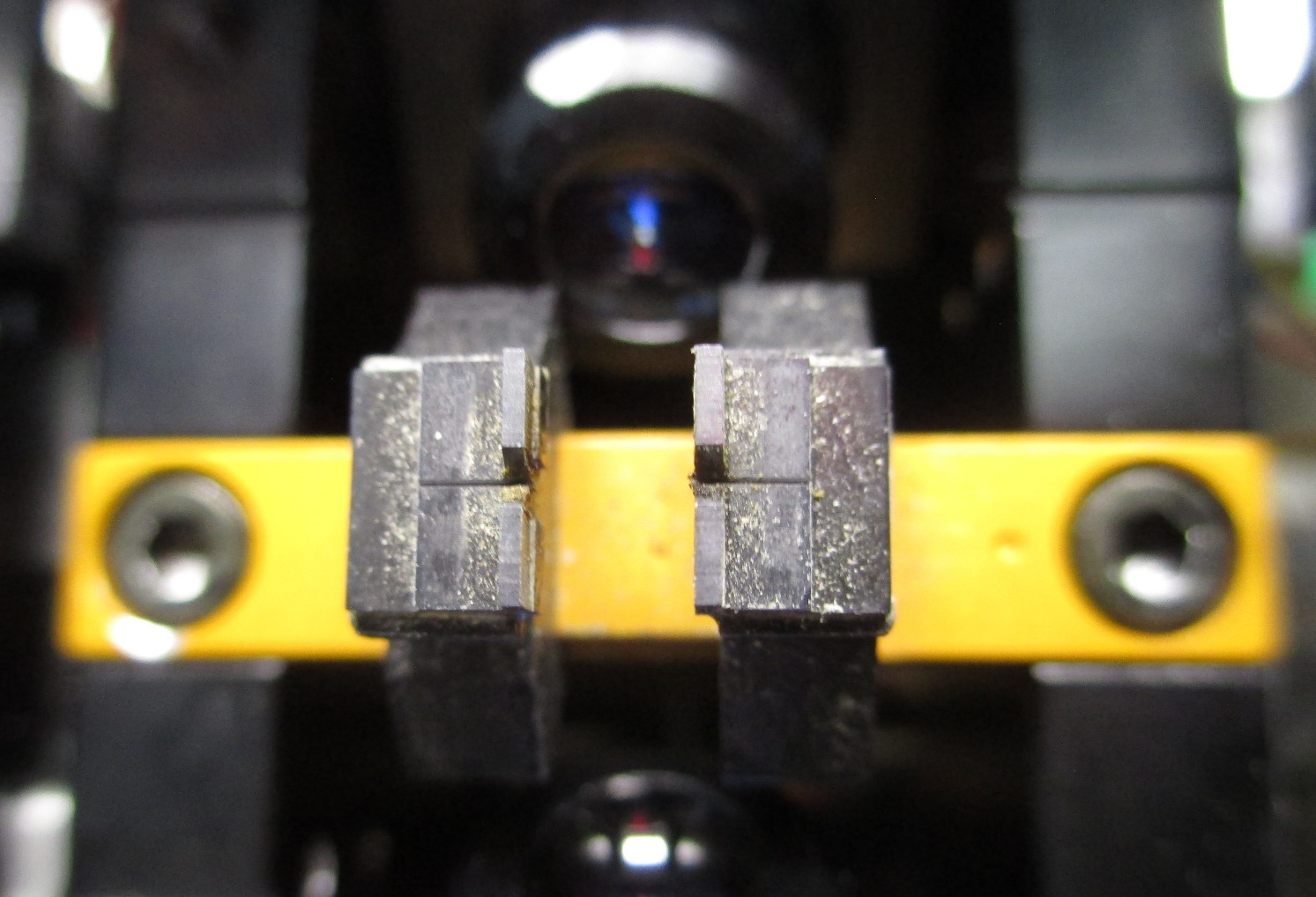
Как вы видите на фото — механизм юстировки и V-канавки имеют сильные загрязнения. В текущих условиях ни о каком качественном сведении волокна не может быть и речи. Переходим к чистке механических компонентов сварочного аппарата.
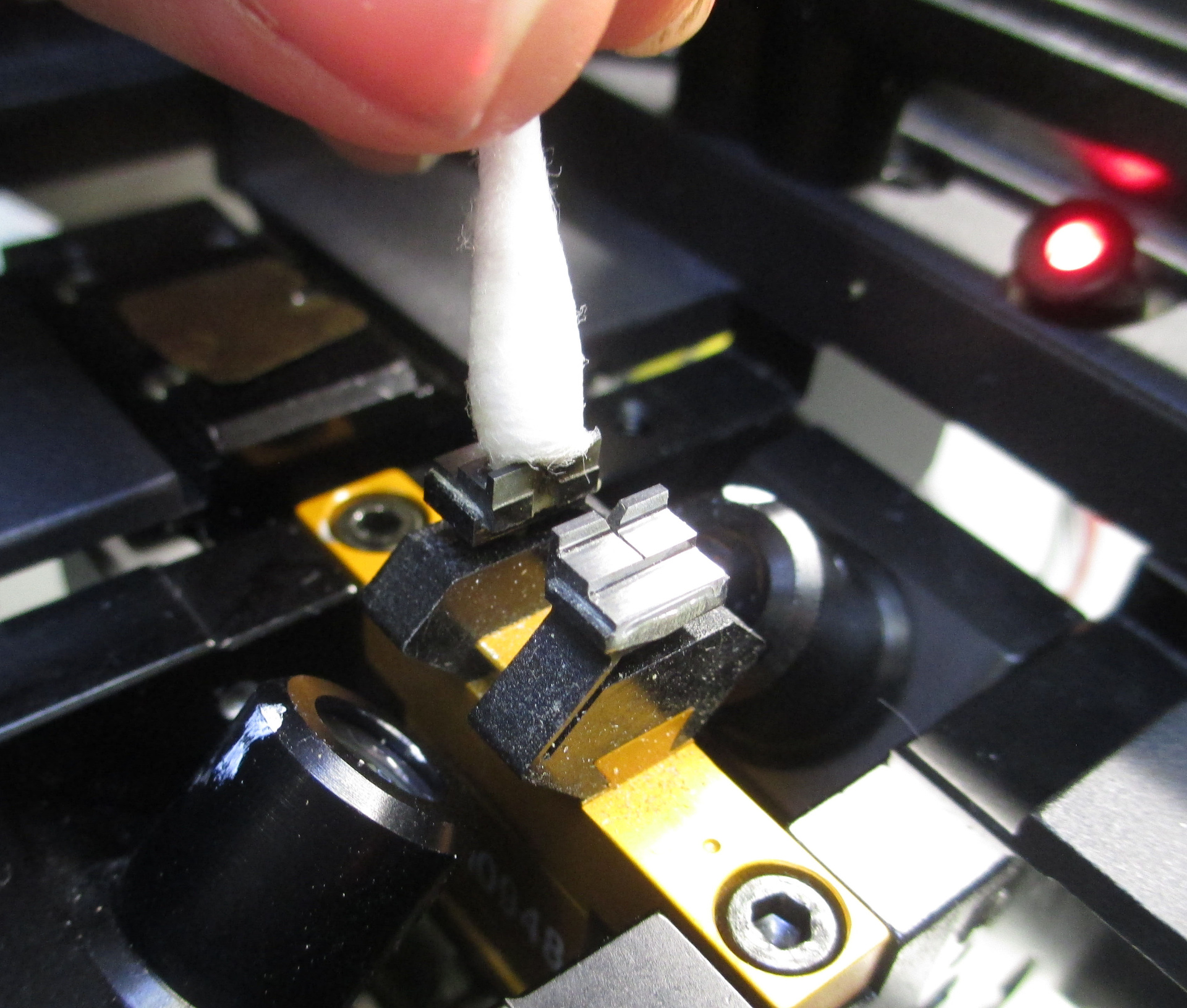
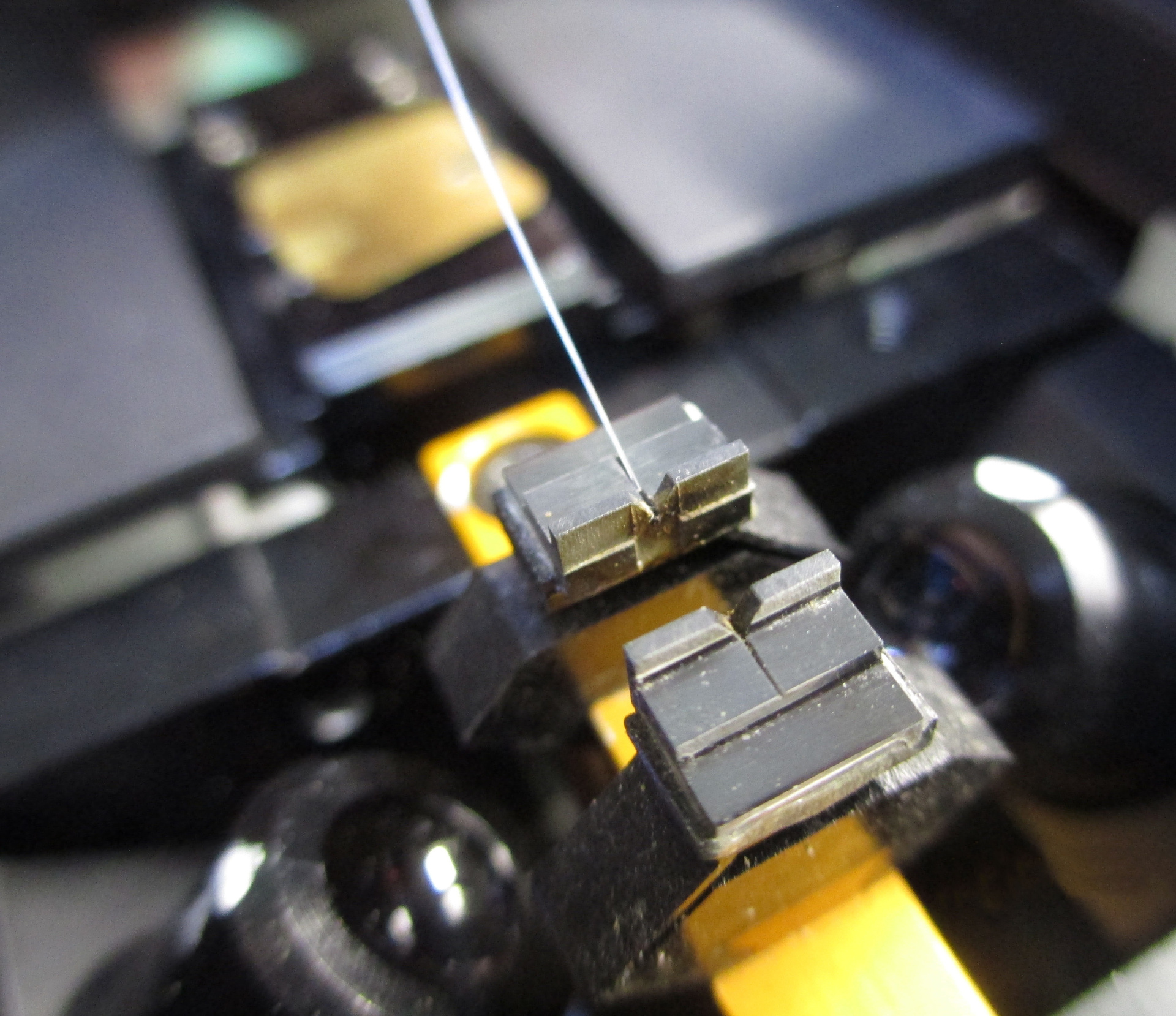
Чистим V-образные канавки.
После того как основные блоки сварочного аппарата вычищены — можно переходить к фокусировке оптической системы. Для этого необходимо обратно собрать сварочный аппарат и подготовить его к тонкой настройке.

Практически в каждый сварочный аппарат встроен анализатор, с помощью которого можно провести тонкую фокусировку используя диагностическую диаграмму. В данном случае, оптическая система на правой проекции расфокусирована и диаграмма имеет не правильную форму. Если фокусировка аппарата не соответствует требованиям — аппарат не сможет правильно свести волокна.
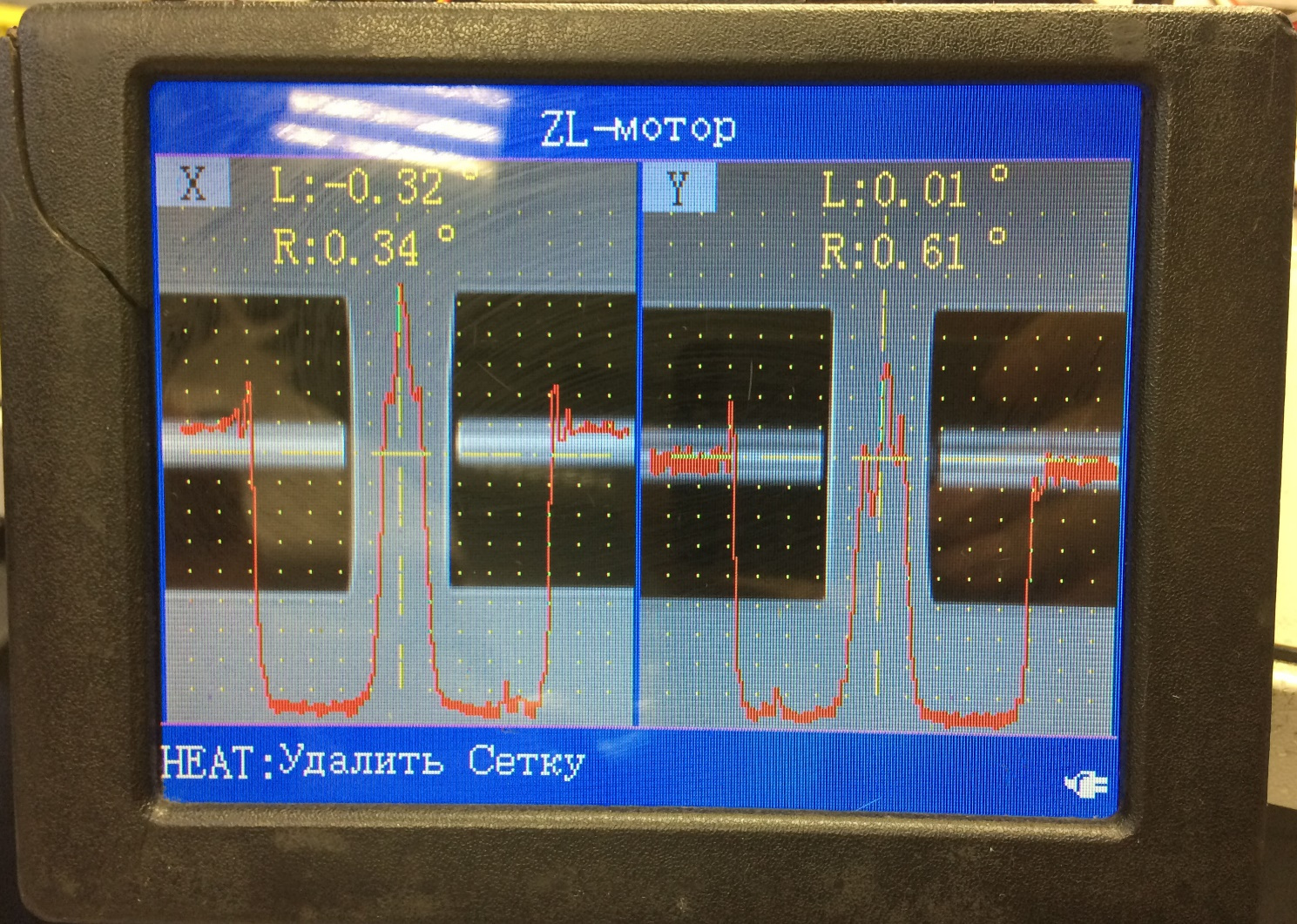

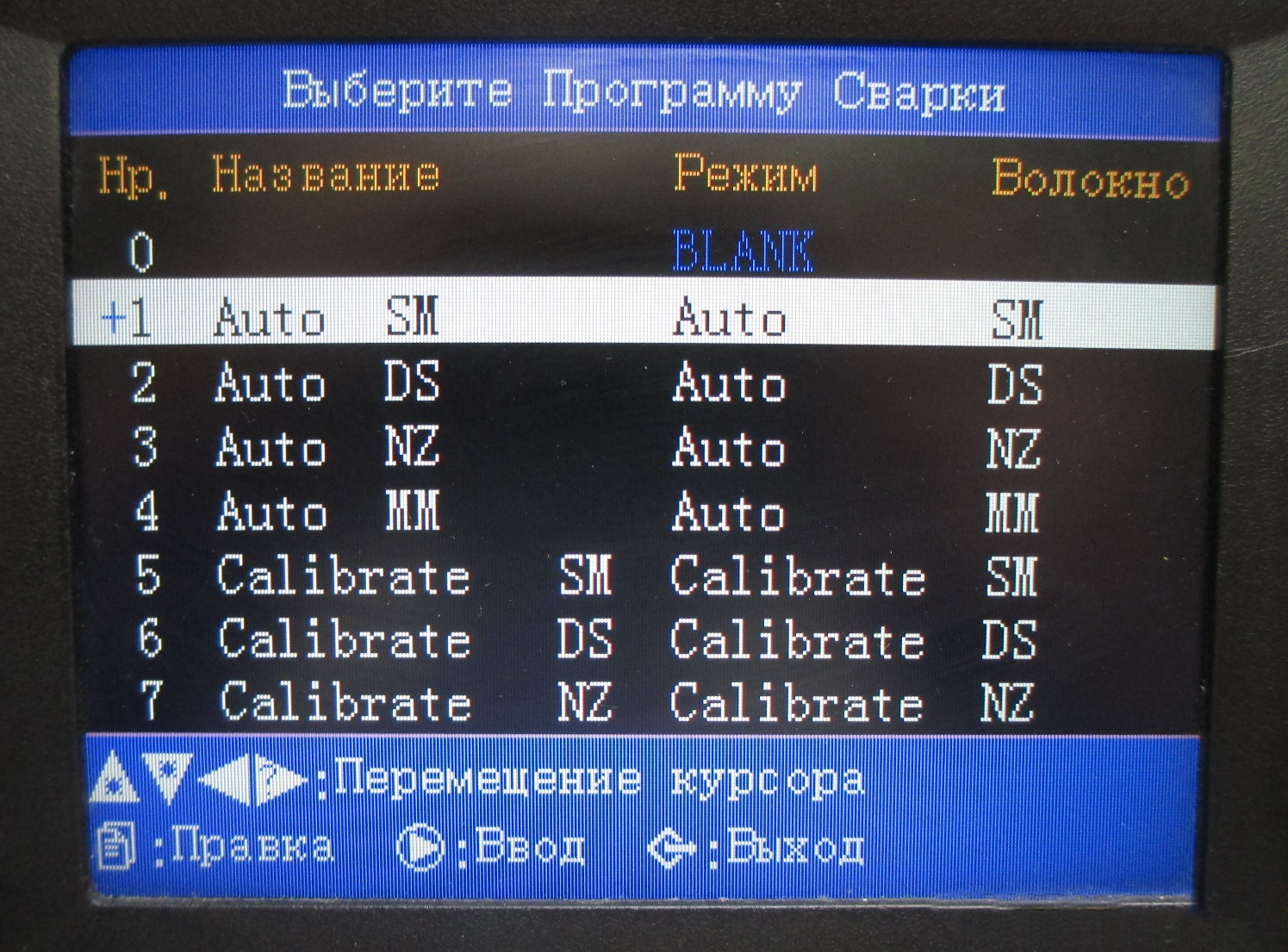
После фокусировки диагностическая диаграмма приобретает вид максимально приближенный к эталонной. На этом процесс фокусировки заканчивается. Переходим к процессу программной настройки. Для этого выбираем режим сварки Auto SM, т.к. для настройки используется волокно стандарта G652D.
Переходим к процессу калибровки дуги, в ходе которого настраиваются параметры: положение и ток.
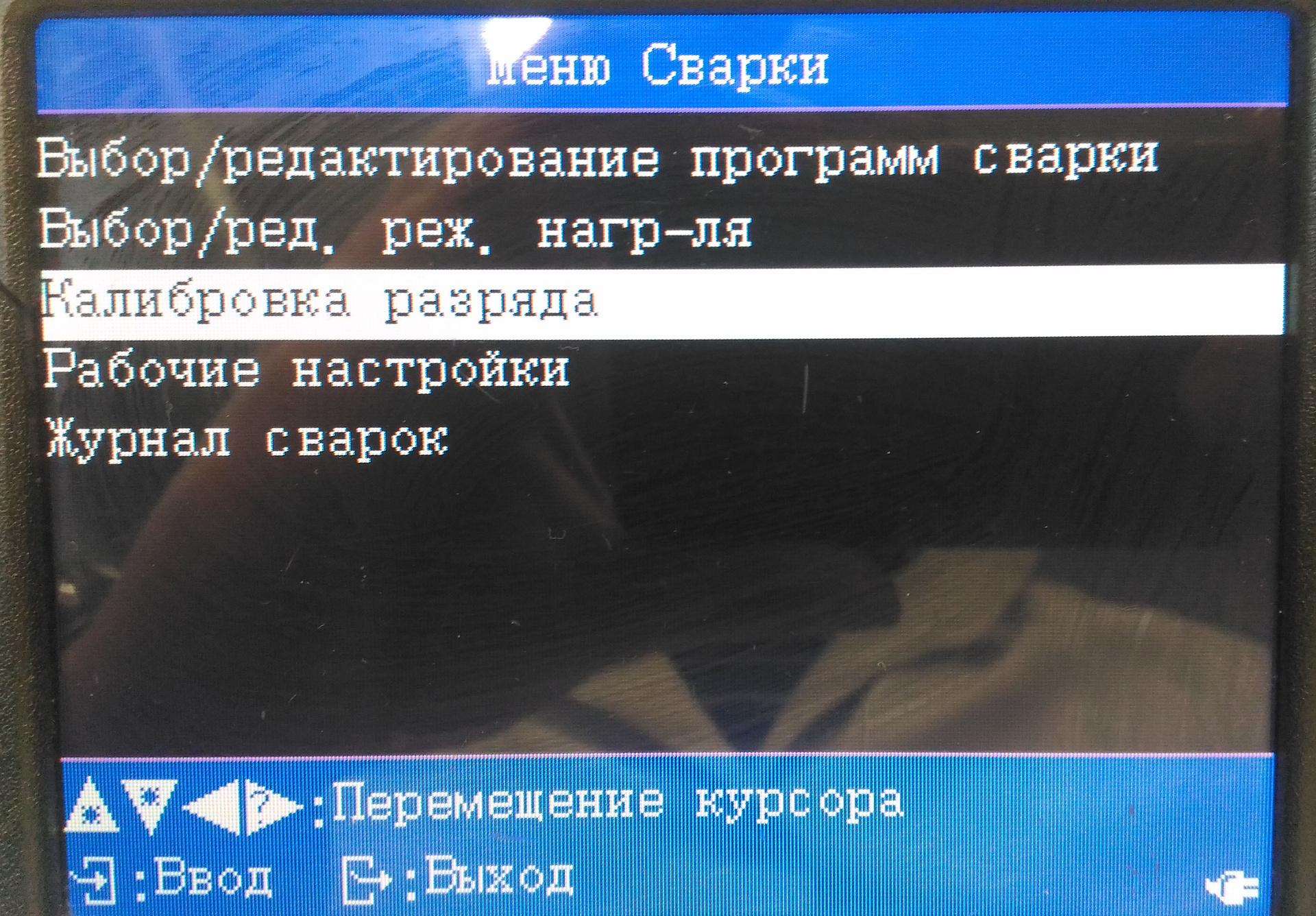
Калибровка данных параметров осуществляется в автоматическом режиме. После того как аппарат завершает калибровку — мы получает сообщение о том, что процесс прошёл успешно.

После настройки параметров дуги проводится комплексная проверка сварочного аппарата и диагностика качества сварки. Далее при помощи рефлектометра проводятся измерения уровня затухания на сварном шве с использованием стенда.
После подробного анализа результатов ТО, аппарат проходит стадию тестирования, в ходе которой подтверждается исправность оборудования и его пригодность к работе в реальных условиях.
