Как найти альтернативу импортным запчастям для действующего оборудования?
Один из вариантов решения этой проблемы — сделать реверс-инжиниринг запасной детали. Иными словами, взять имеющуюся деталь, снять с нее размеры, определить материал, покрытие, термообработку, выпустить чертеж. С таким чертежом можно уже обращаться на производственные предприятия. Алгоритм понятный, но давайте попробуем посмотреть детально на проблемы, с которыми можно столкнуться.
Трудности определения размеров
Во-первых, если даже иметь исходную деталь в руках, то невозможно определить, насколько она точная. Иными словами, мы имеем фактический размер одной детали, как правило, уже бывшей в употреблении. Этих данных может быть недостаточно, чтобы определить, в какие границы должны укладываться размеры всех новых деталей в партии.
Начнем с простого примера. Возьмем, например, ролик — запасную деталь от испытательного вибростенда. Начинаешь измерять у него наружный диаметр. Штангенциркуль показывает размер 44,9 мм. А затем думаешь, почему он такой? Может, диаметр был 45 мм, который в результате технологической погрешности получился 44,9 мм? А может, он специально сделан 44,9 мм, потому что деталь вставляется в отверстие с диаметром 45 мм? А может, деталь изготовлена в Великобритании, и в оригинальном чертеже были дюймовые размеры?
Допустим, ты решил не отступать от размера оригинальной детали и указал в чертеже 44,9 мм, но ведь нужно еще поставить допуск, т. е. показать производителю, в какой интервал размеров он должен попасть при изготовлении. Поставишь 44,9–0,1 — рискуешь получить деталь с диаметром 44,8, поставишь 44,9+0,1 — получишь деталь с диаметром 45 мм, которая не будет входить на свое посадочное место. Не видя узла, в котором стоит деталь, гадать можно бесконечно, и все равно в результате можно допустить ошибку.
 Ролик от испытательного вибростенда
Ролик от испытательного вибростенда
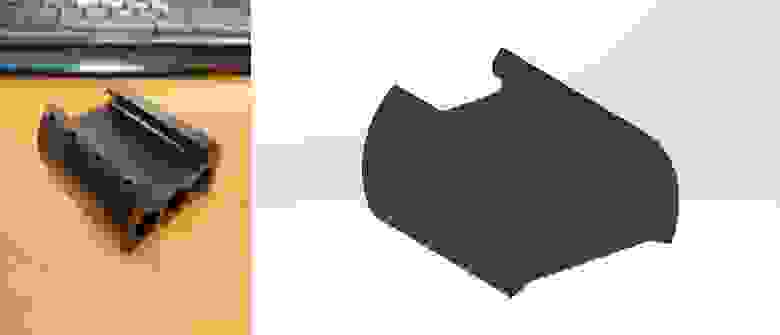
Другая проблема этой детали — маленькие отверстия, в которые не входит измерительный инструмент. В этом случае приходит на помощь набор мелких сверл, которые можно поочередно вставлять в отверстие. Какое помещается без зазора — такой диаметр на чертеж и попадет. На фотографии нашей детали видно, что отверстия «разбиты» самонарезающими винтами. Значит, точного размера мы не узнаем, и конструктору опять придется принимать решение, опираясь на свой опыт.
Кому-то покажется, что эти отверстия вообще ерунда: миллиметром больше, миллиметром меньше. Но ведь в итоге деталь попадет в руки сервисному инженеру на другом конце страны, который будет ее устанавливать и не добрым словом вспоминать конструкторов, потому что саморез сломался при затяжке или, наоборот, не держится. Тут уже вспоминаются истории про отечественный автопром из девяностых, где запчасти были разного размера и требовали доработки перед установкой.
Один раз нам принесли на замер деталь от станка гидроабразивной резки. Это — фильтр. Диаметр отверстий в нем — около десятой доли миллиметра. Замерить такие отверстия традиционными способами невозможно. В подобном случае нужно детально разбираться в устройстве оборудования, искать оригинальные каталоги запасных частей от данного производителя и назначать размер отверстий на основании собственных инженерных изысканий.
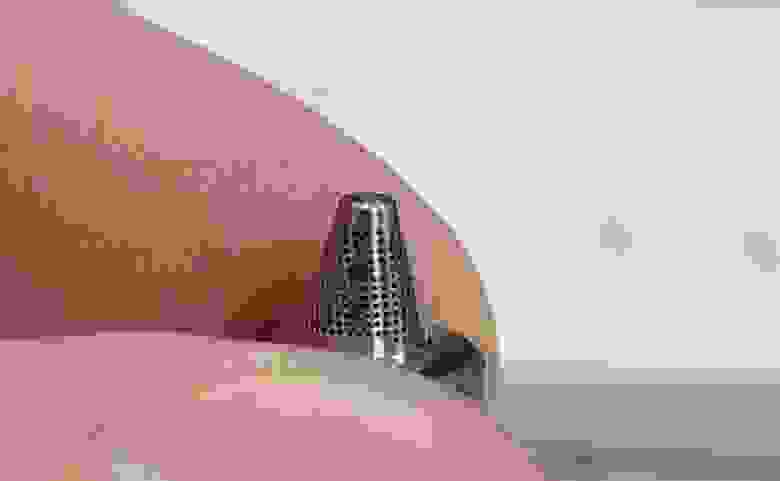 Фильтр от станка гидроабразивной резки
Фильтр от станка гидроабразивной резки
Часто проблемы возникают с зубчатыми колесами. Для работы с ними нужно много специфических измерительных инструментов, таких как тангенциальный зубомер, нормалемер. Хорошая новость в том, что этих приборов советского образца полно в продаже на Авито. Попадаются даже образцы в заводском пергаменте. Но даже специальный инструмент не всегда спасает.
 Тангенциальный зубомер сверху, нормалемер — снизу
Тангенциальный зубомер сверху, нормалемер — снизу
Один раз нам принесли косозубое зубчатое колесо. Первое, с чем мы столкнулись — у нас не было уверенности в том, в какой системе сделаны зубья: метрической или дюймовой. Основной параметр зубчатого колеса — модуль зуба. В 99% случаев он берется из стандартного ряда. Точно замерить модуль зуба сложно, а ошибка в пару десятых долей миллиметра пересылает нас из таблицы с метрическими модулями в таблицу с дюймовыми. Кроме того, нужно еще определить угол наклона зубьев. Точно это можно сделать только расчетным путем, зная расстояние между осями двух парных зубчатых колес. Если такой информации нет, а приближенные замеры показывают, что угол наклона зубьев не кратен пяти градусам, то лучше не пытаться угадывать. Стоимость изготовления детали высока, а вероятность ошибиться слишком велика. В итоге, мы отказались от такой задачи и вернули деталь заказчику.
 Косозубое зубчатое колесо от трансмиссии
Косозубое зубчатое колесо от трансмиссии
У вас просто не было 3D-сканера
Про 3D-сканирование сейчас знает каждый. Даже Минпромторг уже заявлял, что ему нужны детали от Boeing и Airbus для проведения 3D-сканирования. Технология и вправду отличная, но и она имеет массу ограничений. Самое очевидное — отсутствие возможности снимать внутренние полости.
Один из заказчиков принес нам скан рамы от харвестерной головки и попросил сделать чертеж. Как только мы рассекли модель, стало понятно, что внутренние полости не отсняты и их конструкцию надо додумывать. В результате проект стоит на паузе, пока мы пытаемся получить доступ к оригинальной раме, чтобы ее мог «пощупать» наш конструктор: поискать на ней сварные швы, простучать стенки, заглянуть в отверстия и окна с фонариком или эндоскопом. На основании этого уже можно будет прорисовать предполагаемую конструкцию внутренних полостей.
 Рама харвестерной головки
Рама харвестерной головки
Другая особенность заключается в том, что на скане не видно эксплуатационных повреждений. Значит, если, например, конструктор видит отогнутую пластину или шпильку, он вынужден гадать: была ли она искривленной изначально, или это повреждение, полученное в ходе эксплуатации оборудования? Часто получить ответ помогают фотографии, на которых можно поискать заломы и трещины, свидетельствующие о насильственном изменении формы изделия.
Мы неоднократно получали запросы на реверс-инжиниринг деталей от крупных заказчиков, работающих с горно-шахтным оборудованием и оборудованием для обогащения руды. Присылают списки из сотен деталей с надеждой, что мы это все за неделю отсканируем и через месяц выдадим папку чертежей. Приходится каждый раз объяснять, что 3D-сканер — не панацея.
Угадай материал по фото
Во многих случаях марку материала назначает конструктор на основании опыта и общепринятых норм без проведения дополнительных изысканий. С другой стороны, если хочешь знать точно, то можно провести химический анализ спектрометром. Это быстро и недорого.
 Портативный спектрометр для определения химического состава металла
Портативный спектрометр для определения химического состава металла
Проблемы возникают с неметаллическими изделиями: прокладками, мембранами, демпферами. Даже если в лаборатории получить состав условной прокладки, то это почти ничего не даст, потому что, в отличие от металлов, какого-то универсального марочника по неметаллам попросту не существует. А протокол с химическим составом материала к чертежу не «пришьешь». На практике бывает весьма не просто отличить резину от силикона или полиуретана.
Один раз нам принесли защитные колпаки от испытательной машины. По внешнему виду кажется, что это тонкая листовая резина. Начинаешь присматриваться и понимаешь, что для большей прочности она армирована какой-то тканью. В этом случае тебе приходится искать уже не поставщиков резины, а изготовителя, владеющего технологией производства таких изделий. Мы нашли таких только в КНР.
 Защитный колпак
Защитный колпак
Другая частая проблема — невозможность определения марки покрытия на поверхности детали. Хорошо, если покрытие носит просто декоративный характер, но зачастую их наносят с целью повышения износостойкости или уменьшения коэффициента трения.
Например, нам как-то дали направляющую из алюминия, покрытую каким-то специальным покрытием, напоминающим тефлон или керамику. Очевидно, что оно тут не для красоты. На сегодняшний день людей, способных определить, что это за покрытие, какой оно толщины и как наносится, мы так и не нашли. Для нашего заказчика это означает, что импортозаместить эту деталь он не сможет и придется доставать оригинал.
 Направляющая от испытательного вибростенда
Направляющая от испытательного вибростенда
Бумага стерпит все
Не стоит забывать конструкторскую поговорку: «Бумага стерпит все». Если вы заполучили полноценный чертеж на свою запчасть, на котором проставлены все размеры, допуски, указан материал, покрытие, термообработка, то это еще не значит, что деталь можно произвести в России. А если и можно, то цена вас может неприятно удивить.
 Чертеж шкива
Чертеж шкива
Стоимость значительно зависит от тиража. Где-то в Корее на автоматизированной поточной производственной линии зубчатое колесо может производиться сотнями штук в день и стоить 10 долл. США за штуку. Но если попытаться найти производителя в России, то выяснится, что не у всех есть подходящий зуборезный станок, инструмент подходящего размера, квалифицированный технолог и трезвый рабочий. В результате за единичное производство такого же зубчатого колеса придется заплатить уже не меньше 1000 долл. США.
 Поковки крановых колес
Поковки крановых колес
Также могут возникнуть сложности с закупкой заготовки. Купить короткий кусок круглого проката большого диаметра или какой-нибудь трубы будет проблематично. Однажды мы делали систему подвеса противопожарного занавеса для театра, и нам нужно было изготовить канатный блок с наружным диаметром около 450 мм. Для этого требовалось купить заготовку соответствующего диаметра и толщиной около 150 мм. Найти такой блинчик мы так и не смогли. Чтобы выйти из ситуации, было принято решение купить заготовку для производства крановых колес и точить нужную деталь из нее.
А что с надежностью?
Для многих деталей производители предусматривают программы испытаний. Они могут включать неразрушающий контроль, при котором контролируется, например, посадочный размер изделия, твердость поверхности, отсутствие микротрещин в сварном шве. Иногда требуется разорвать деталь с контролем усилия, необходимого для разрыва.
Проблема заключается в том, что для того, чтобы испытывать деталь или узел, нужно знать, каким нагрузкам они подвергаются в конечном изделии. В большинстве же случаев тебе приносят отдельную деталь от какого-то механизма, и ты понятия не имеешь, какую нагрузку она воспринимает.
Например, если говорить о деталях от хлебопекарного оборудования, там много операций связано с перемешиванием теста, его раскатыванием. Чтобы заниматься какими-то расчетами или испытаниями, нужно знать, какие нагрузки действуют на шнеки и валки со стороны теста. А для этого нужно делать опытные макеты, ставить измерительное оборудование, проводить эксперименты. Очевидно, что в большинстве случаев никто этим заниматься не будет. Производство сладких булок — это не опасно. А если мы говорим о запасных частях Boeing и Airbus? Кто-то знает нюансы работы отдельных деталей в случае попадания самолета в турбулентность или столкновения с птицей?
 Последствия попадания птицы в двигатель самолета
Последствия попадания птицы в двигатель самолета
Стоит ли игра свеч?
Большинство высокотехнологичных изделий в мире, будь то самолет или автомобиль, собираются из комплектующих, которые производят конкурирующие предприятия во всех частях света. Именно это и обеспечивает высокую скорость разработки таких продуктов и их низкую себестоимость.
То, что происходит сейчас в России с параллельным импортом и спешным импортозамещением запасных частей — мера вынужденная. Если бы все эти детали было возможно выгодно производить на территории России, то этим бы уже давно кто-то занимался. Простейший пример — запасные части на автомобиль. Для целого ряда автомобильных марок многие детали производятся в России и поставляются на конвеер уже много лет.
Сейчас мы, с одной стороны, получаем новые заказы для конструкторов и производителей различного рода деталей и оборудования, с другой стороны, у нас конечный потребитель, которому придется заплатить за все удачные и неудачные попытки такого перестроения цепочек поставок.
Недавно мы закончили проект по реверс-инжинирингу целого ленточнопильного станка. То, что его будут покупать предприятия за то, что он произведен России, — это факт, но говорить о том, что он имеет ощутимые преимущества по качеству и цене в своем сегменте, пока не получается. Открытый рынок эффективен. Нельзя по одному щелчку сделать быстро, хорошо, дешево и заместить производителей, которые имеют многолетний опыт в своем сегменте.
 Главный конструктор Volkov-KB Н.А. Волков на фоне ленточнопильного станка,
спроектированного под его руководством
Главный конструктор Volkov-KB Н.А. Волков на фоне ленточнопильного станка,
спроектированного под его руководством
Статья написана мною для платного журнала «Генеральный директор. Управление промышленным предприятием» №6 2022 г.
