[Из песочницы] Как делают гигантские зеркала для телескопов
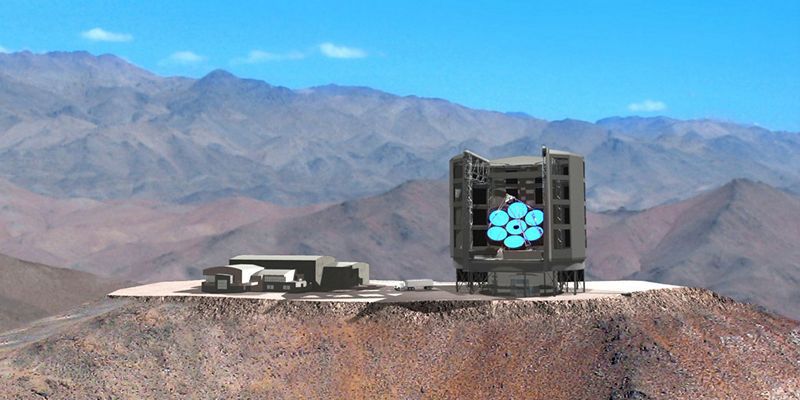
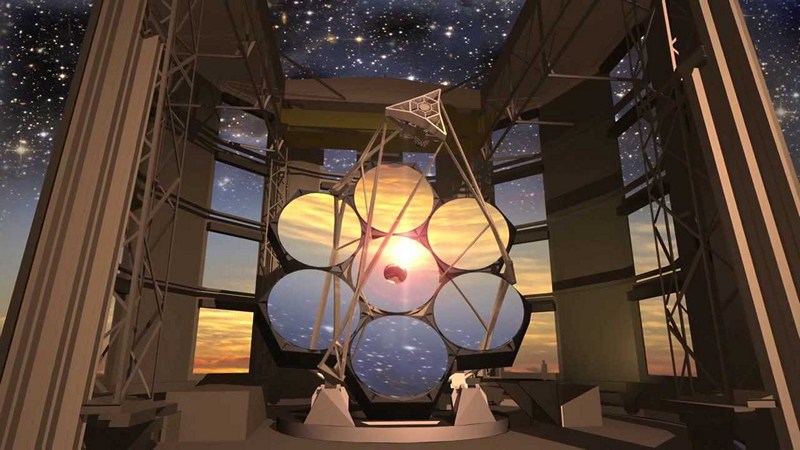
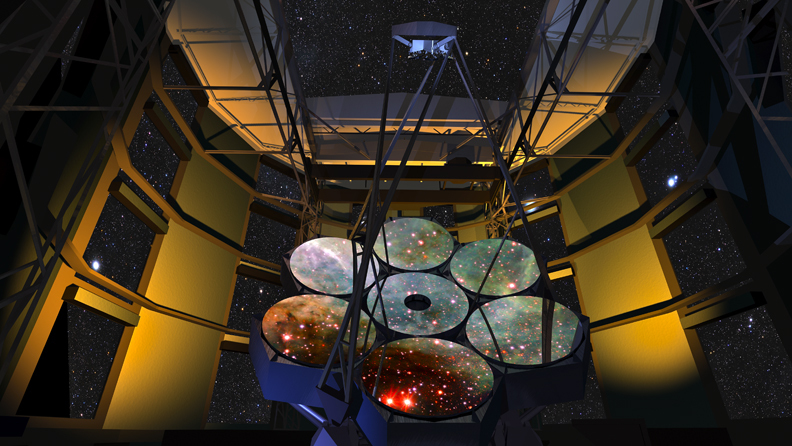 Пустыня Атакама в Чили — райское место для астрономов. Уникальная чистота воздуха, благоприятные атмосферные условия в течение года и крайне низкий уровень светового загрязнения делают этот негостеприимный район идеальным местом для строительства гигантских телескопов. Например, телескоп E-ELT, под который уже готовят строительную площадку. Однако это не единственный масштабный проект подобного рода. С 2005 года ведутся работы по созданию ещё одного впечатляющего астрономического инструмента, Гигантского Магелланова Телескопа (GMT). Так он будет выглядеть после окончания строительства в 2020 году:
Пустыня Атакама в Чили — райское место для астрономов. Уникальная чистота воздуха, благоприятные атмосферные условия в течение года и крайне низкий уровень светового загрязнения делают этот негостеприимный район идеальным местом для строительства гигантских телескопов. Например, телескоп E-ELT, под который уже готовят строительную площадку. Однако это не единственный масштабный проект подобного рода. С 2005 года ведутся работы по созданию ещё одного впечатляющего астрономического инструмента, Гигантского Магелланова Телескопа (GMT). Так он будет выглядеть после окончания строительства в 2020 году:
В основе его оптической системы лежит отражающая поверхность из 7 огромных круглых зеркал. Каждое диаметром 8,4 м и весом 20 т. Само по себе изготовление таких зеркала, да ещё и с требуемой точностью, представляет настоящий инженерный шедевр. Как же создаются подобные изделия? Об этом — под катом.На текущий момент изготовлено два зеркала, третье отлито и постепенно охлаждается, четвёртое запланировано к отливке на конец этого года. Производственный процесс разработан специалистами Лабораторией зеркал обсерватории Стюарда Университета Аризоны (niversity of Arizona’s Steward Observatory Mirror Lab).
Каждое зеркало составляется из большого количества шестиугольных сегментов, что позволило в 5 раз снизить массу изделия по сравнению цельнолитым зеркалом такого же размера. Заготовки из высококачественного боросиликатного стекла изготавливаются в Японии. Толщина сегментов не превышает 28 мм, что положительно влияет на условия эксплуатации — такое зеркало будет быстро принимать температуру окружающей среды, что предотвратит возникновение колебаний воздуха у поверхности и искажение изображения.
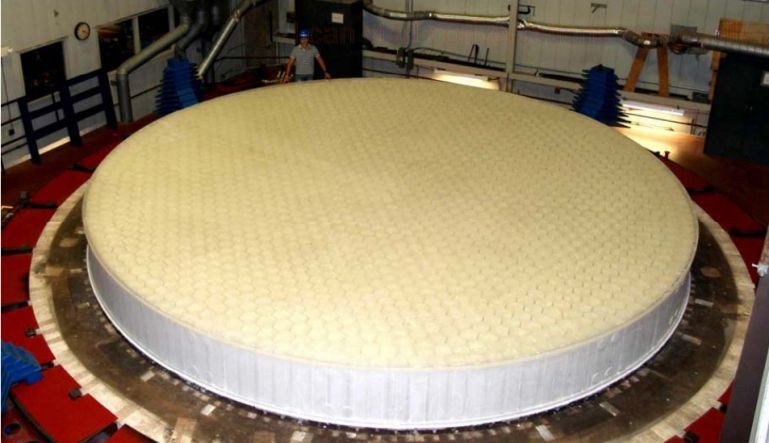
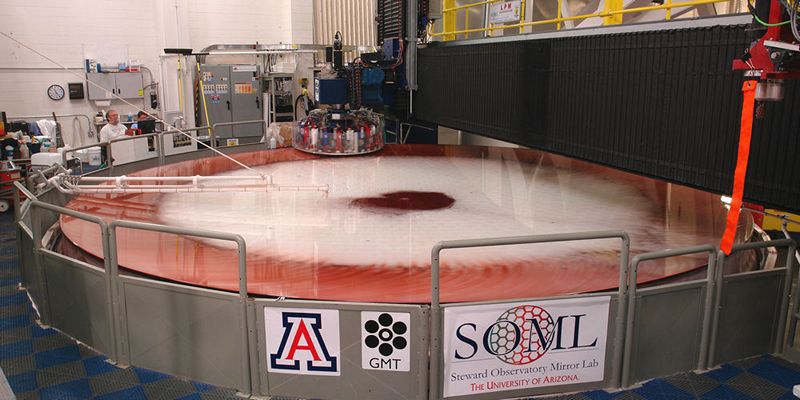
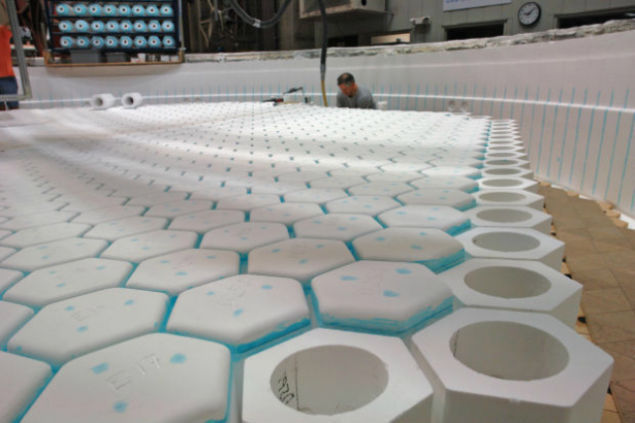 Подложки для сегментов зеркала.
Подложки для сегментов зеркала.
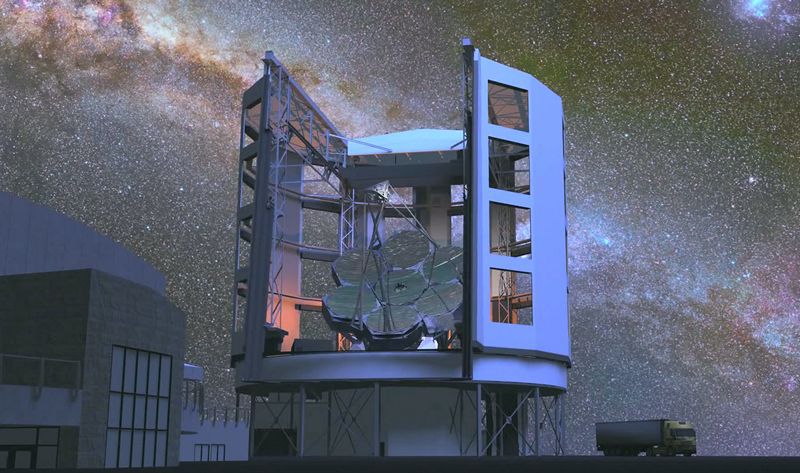
Также облегчённость конструкции самих зеркал позволит собрать отражающую поверхность диаметром 25 метров всего лишь из 7 основных и 7 вторичных зеркал. Это в разы облегчает управление и настройку телескопа. Сравните это с 798 сегментами в проекте E-ELT.
После укладки стеклянных заготовок на подложки (1681 шт), сверху вся площадь будущего зеркала накрывается огромной вращающейся печью. Температура достигает 1178 градусов Цельсия, скорость вращения печи — 5 оборотов в минуту. В результате сегменты сплавляются и образуют единый стеклянный массив с параболической формой поверхности. Вращение печи за счёт центробежной силы как раз и позволяет грубо сформировать параболическую поверхность.

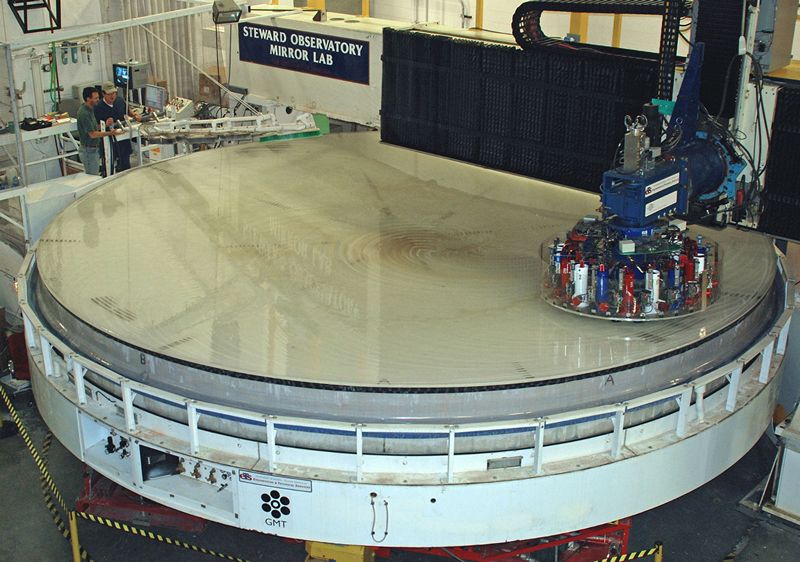
После этого начинается долгий процесс контролируемого равномерного охлаждения, в той же самой вращающейся печи. Он занимает три месяца, чтобы предотвратить появление трещин из-за слишком быстрого охлаждения. По окончании охлаждения, будущее зеркало аккуратно снимается с термостойкой подложки и переносится на полировочный стенд.
Далее начинается ещё более длительный и кропотливый процесс полировки зеркала. В отличие от зеркал сферических, кривизна поверхности которых постоянна, полировка гигантского параболического зеркала высочайшей точности представляет собой очень непростую задачу. В случае с зеркалами для ГМТ отклонение от сферической формы составило 14 мм.
Вообще, параболические линии и поверхности являются, так сказать, неестественными. Почти весь доступный и создаваемый инструментарий так или иначе связан с окружностями и сферами, поэтому учёным и технологам пришлось поломать голову над полировкой зеркала.
Один из основных инструментов представляет собой вращающийся диск диаметром около 1 м, с дозаторами полировальных веществ. Диск может перемещаться вдоль направляющей рельсы, в то время как само зеркало вращается вокруг оси на полировальном стенде.

Это алмазный шлифовальный инструмент для основной обработки поверхности, предназначенный для выравнивания большинства дефектов поверхности стекла и придания седловидной формы. Дело в том, что в ходе вращения жидкое стекло приняло форму симметричной параболы, что является наиболее близким приближением. И для получения седловидной параболической поверхности осуществляется управляемое компьютером шлифование, в ходе которого снимается 6–8 мм стекла. Точность обработки поверхности на данном этапе достигает 100 микрон.
Далее начинается полирование. После каждого цикла полировки с помощью интерферометра проводится измерение поверхности зеркала. Лазерным лучом сканируется вся площадь зеркала, а различные отклонения отражённого луча на выпуклостях и впадинах фиксируются и составляется карта дефектов. Разрешение интерферометра составляет около 5 нанометров.
На основании составленной карты дефектов компьютер управляет инструментами в ходе последующего цикла полировки, тратя больше времени или применяя большее давление при обработке конкретных участков. Для точечного исправления обнаруживаемых одиночных дефектов также использовались полировальные круги диаметром от 10 до 35 см с достаточно гибкими подошвами, повторяющими кривизну поверхности зеркала.
Для задач, которые будет выполнять телескоп, допускается наличие дефектов поверхности не более 25 нанометров. И добиться этого очень непросто. Полировка первого зеркала в итоге заняла около года.
[embedded content]
