Как мы придумывали конструктор для детской робототехники. #1
 На часах 5:52 утра, я сижу в вагоне первого метро, пишу эти строки, жду отправления поезда. Прошло 11 часов с тех пор, как я выехал из офиса Амперки на производство, чтобы изготовить первый большой сет деталей для нашего конструктора. Как будто возвращаюсь с хорошей вечеринки. Но ночь была так себе.
На часах 5:52 утра, я сижу в вагоне первого метро, пишу эти строки, жду отправления поезда. Прошло 11 часов с тех пор, как я выехал из офиса Амперки на производство, чтобы изготовить первый большой сет деталей для нашего конструктора. Как будто возвращаюсь с хорошей вечеринки. Но ночь была так себе.
В предыдущих сериях — технолог уехала на джаз, поручив разобраться с моим чертежом мастеру цеха.
Приехал на производство в 7 вечера пятницы. Меня познакомили с отличным парнем Романом, мастером цеха, и его подопечным фрезерным станком.Неприятности начались немного раньше. Не смог допытаться требований к чертежу, мой чертеж не подходил, поскольку между деталями было расстояние 3,1 мм, на 0,1 мм больше чем диаметр фрезы. А надо было 7–8 мм. Когда деталь дорезается по контуру, последний не прорезанный кусочек истончается на столько, что не может удержать деталь. Поэтому деталь смещается и портится фрезой. Это я потом узнал.
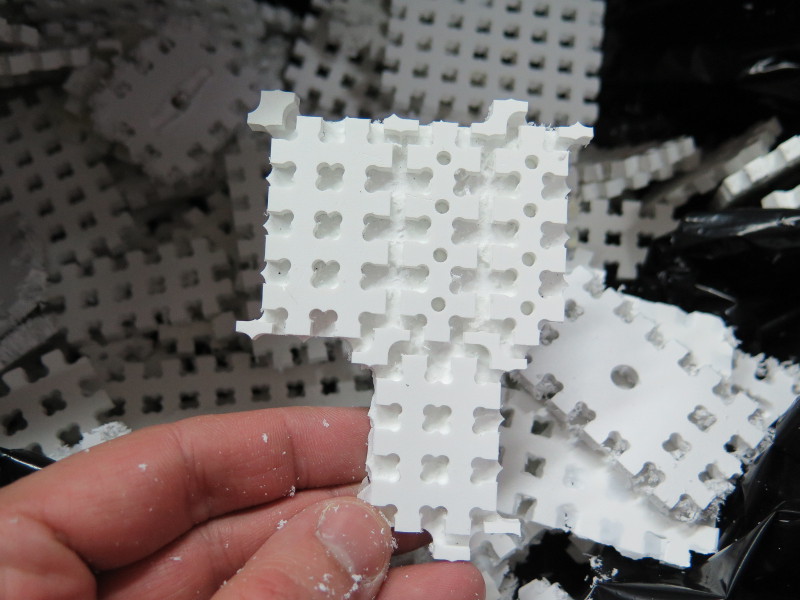
Мы хотели сделать все детали как можно быстрее — часика за два, ведь это вечер пятницы! Думаю у многих людей на Хабре уже есть правило не колдовать в пятницу, теперь я решил ввести такое и для себя.Наш конструктор представляет из себя огромное количество кривых линий на маленьком участке материала, что не привычно для рекламщиков.Компьютер показывал, что первая часть сета, содержащая большую часть деталей, будет резаться 1 час 40 минут.
Грабли. Скрытая угрозаКак происходит фрезеровка детали. Сначала делается выборка, если она есть на детали. Потом вырезаются отверстия. И самым последним этапом идет фрезеровка детали по контуру, после которой и получается готовая деталь. Если мы сразу нарезаем большое количество деталей, то все происходит точно так же, но для всех деталей одновременно. Сет деталей был очень большим, мне насчитали 1300 метров прохода фрезы на площадке 60×70 см. Небольшое отступление: листовой материал, такой как вспененный ПВХ или фанера, при фрезеровании прижимается к основанию при помощи вакуума. Материал лежит на специальной подложке, через которую всасывается воздух. Разреженное давление прижимает лист и итоги фрезеровки к основанию станка — «жертвенному столу».На часах было уже около 11 вечера, когда станок закончил со всеми отверстиями и приступил к проходу деталей по контуру. Тут то и случилась беда. Из-за слишком узкого зазора между деталями, они стали отклоняться под давлением фрезы и портиться. Получив парочку бракованных деталей, оператор станка придумал отличный способ избежать порчи последующих деталей — приклеить лист к основанию на двусторонний скотч. Это не тривиальная операция, ведь деталь нельзя сдвигать, а то вся работа пойдёт насмарку. По началу дело пошло бодрее, но только поначалу. Дошло до самых мелких деталей — соединительных крестиков. И свежие готовые крестики начало засасывать во встроенный в станок пылесос. Да, во фрезерный станок встроен пылесос, отсасывающий пыль и стружки. Из-за него детали могли присасываться к этому пылесосу и подниматься вместе с фрезой. Это тоже приводило к порче деталей. Двусторонний скотч к тому моменту уже закончился, и в ход пустили тяжелую артиллерию. Огромная липкая плёнка, по консистенции скорее напоминающая клей, теперь крепила лист ПВХ к подложке по всей площади листа. Наносилось это всё на лист с нижней стороны, таким образом чтоб не сдвинуть лист. То еще акробатическое упражнение. Цена ошибки — придется начинать все сначала. Уже не помню сколько было времени, но фреза была пущена вновь, и вроде всё пошло хорошо.
Грабли 2. Атака клея Фрезеровка это искусство. Каждый материал требует своего подхода. Определенных оборотов шпинделя, и скорости подачи материала, и типа самой фрезы. А эти три параметра могут варьироваться очень широко. Например, для вспененного ПВХ требуется два-три прохода 3-мм фрезы. Скорость вращения шпинделя должна быть низкой. Скорость подачи материала (то есть, скорость движения фрезы по листу) должна быть какой-то определённой. Не помню какой.Наш фрезеровщик делал все на 50 000 оборотах в минуту. Это много. И называл это почему-то 5 000. Мы это обнаружили только потом. Еще он плохо говорил по русски. И понимал не очень.Мастер цеха Роман работал там недавно, и ещё не знал этот станок и его ПО. Разбирались вместе. Но он отлично знал своё дело, несмотря на молодость. Поэтому он командовал станком при помощи плохоговорящего на русском оператора ЧПУ.Вернемся к фрезеровке. Детали стали получаться. Всё шло хорошо, станок уже прорезал первый круг периметра деталей и начал резать второй. Начал с отверстий, разумеется.Когда фреза протыкает материал, она упирается в мягкую подложку. Это та самая подложка станка, через которую станок «сосёт вакуум» и прижимает деталь к станине. А между подложкой и деталью теперь находилась очень липкая плёнка, напоминающая клей. Мы ведь приклеили лист к станине.Достаточно быстро этот клей намотался на фрезу, и стал продавливать отверстия деталей. Отверстия деталей должны быть определенной формы. Именно поэтому они удерживают конструктор вместе — из-за формы. А тут в эту прекрасную форму врезается толстый моток смеси клея и опилок. Стал появляться брак.В этот момент стало понятно, что чертеж нужно переделать и начать все сначала.
Qcad-овский DXF открывается не везде. DWG тоже.Пока мы с Романом спешно пытались переделать чертёж, увеличивая расстояния между деталями, плохоговорящий по-русски оператор ЧПУ фрезеровал брачующиеся детали. Иногда он вынимал фрезу, и, обжигаясь, снимал с неё клей. Тогда бракотворчество снижалось. Или браковаторство. Брачевание деталей. Мне растаскивать детали на 8 мм друг от друга (расширяющаяся вселенная) было не с руки. Потому что курсор моей лазерной мышки никак не хотел работать на той поверхности, что у меня была под рукой. Иногда я пытался водить мышкой о штанину, хотя бы так был шанс попасть в нужную линию чертежа.
Я плюнул на перерисовку. Да и Роман плюнул.
Около полуночи. Начинаем сначала.С помощью плохо понимающего по-русски оператора ЧПУ мы с Романом командовали графическим редактором на компьютере управления ЧПУ, спешно переделывая чертеж прямо у станка. Попутно добавляя перемычки, которые должны были защищать деталь от подъёма и изгиба.
Грабли 3. Месть коврика Было решено заменить подложку станка на другую, не содержащую клея.Небольшое отступление: когда фреза протыкает материал и утыкается в подложку, ей ничего не остается как резать подложку. Подложка это достаточно толстый и ворсистый искусственный коврик. Подложка это расходник. За время своей службы она выдерживает на своем ворсе разнообразные проекты. Огромная куча фрезерованных линий. Толстых, тонких, глубоких и не очень. Коврик хранит на себе историю рекламной мастерской. Несколько напоминает пустыню с барханами. Фреза прижимает деталь к подложке, и если на подложке есть впадина, материал прогибается под фрезой. Особенно гибкий вспененный ПВХ! Расстояние, на которое опустится фреза, задается перед фрезерованием один раз. Это расстояние стараются делать небольшим, чтобы не слишком травмировать коврик. Но если материал прогибается, то приходится глубже погружать фрезу в коврик. Поэтому стараются найти некий компромисс — только чтоб хватало прорезать деталь.
Наш коврик был очень старым.Итак мы начали заново. Пошел следующий 1 час 40 минут.Первый проход фрезы прошел без сюрпризов. Начался второй проход.Материал стал прорезаться насквозь.Мы с романом, убедившись, что материал прорезается, пошли курить.
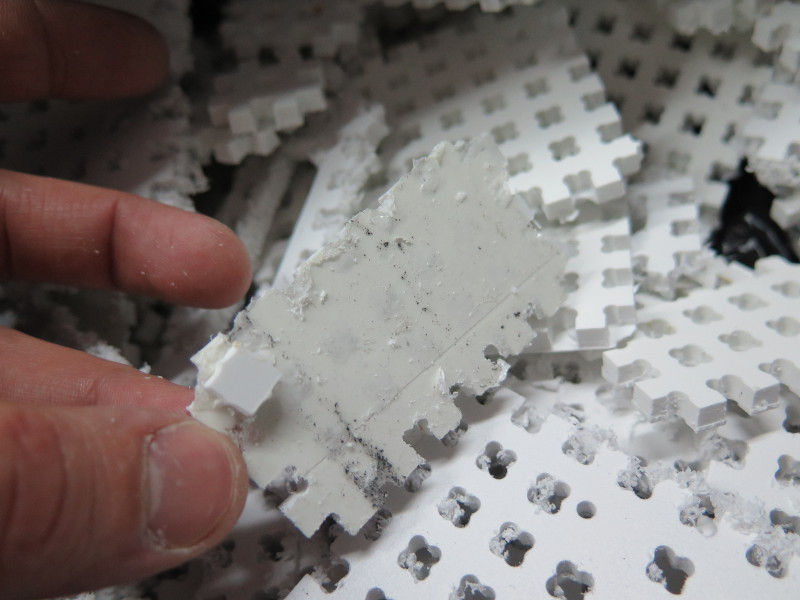
Вернувшись через какое-то время из курилки, мы обнаружили оператора ЧПУ, который снял почти все детали со станка. Очень. Очень много мест было не прорезано до конца. Холмистый коврик сделал свое дело. Можно было исправить ситуацию, пройдя по деталям в третий раз, с более низким Z, но это можно было сделать только до того, как детали были сняты со станка.Итак, мы обнаружили детали снятыми со станка.
Иногда толщина непрорезанных частей доходила до миллиметра. Её было невозможно прорезать канцелярским ножем, не повредив геометрию детали.
Большая часть деталей было забраковано по этой причине. Было решено добавить их в следующую часть, где мы делали мелкий конструктив.
Грабли 4. Новые грабли После вырезки деталей, перемычки против подъёма детали срезаются канцелярским ножичком.Плохо говорящий по-русски оператор ЧПУ решил проявить изобретательность, и назначил автоматическую расстановку перемычек против подъёма.Машина все сделала как ей сказали — рандомно разместила перемычки. Даже там, где нужна точная геометрия, а не только на кончиках.Обнаружили это потом.Брак.Начинаем заново.
Грабли 5. Фреза наносит ответный удар Вроде добили конструктивные детали. Очередь за интерфейсными.Уже утром мы долго вспоминали, почему мы решили поменять фрезу? Потом остановились на мысли, что из-за клея.Поставили другую фрезу. Другая фреза почему-то вела себя иначе. Из-за большой скорости фрезы её температура быстро растёт. Стружки разогреваются от нее, и начинают плавится. Стружки стали припекаться к деталям, оставаясь на детали навсегда.Интерфейсный сет уже был готов, когда мы обнаружили неладное. Готовую деталь было невозможно очистить от приклеившейся к ней стружки.Брак. Начинаем заново эту часть.
Грабли 6. Возвращение граблей
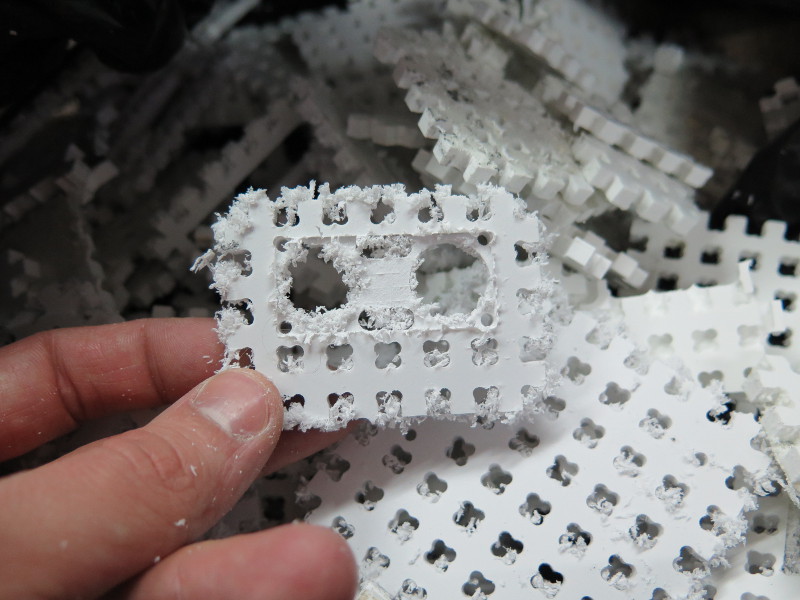
Ой, много их было! И чёрный налет от коврика на деталях из-за выключенного пылесоса. И нечаянно сдвинутый лист. И просто детали с неправильным порядком вырезки. Например, если сначала убрать внутреннее большое отверстие, а потом делать контур, то деталь вогнётся внутрь и отфрезеруется конусом.Интерфейсные детали содержат выборку — это когда снимается ровным слоем, глубиной скажем 1,5 мм. Это чтобы в получившийся паз можно было вставить какую-то плату. Например датчик линии. Паз получился со второй попытки.Иногда сам станок приходилось перезагружать. Уплывающая координата Z после этого, плюс холмы коврика. Итог — выборка на целый миллиметр короче чем нужно.
Мешок брака Короче, я уже приехал домой на первом поезде метро. Сижу пью пиво, пишу)
